лекция. лекции. Курс лекций по профессии Слесарьремонтник
 Скачать 1.41 Mb. Скачать 1.41 Mb.
|

Ремонт зубчатых передач.Способы ремонта. Зубчатые передачи бывают открытого и закрытого (редукторного) типа. Закрытые зубчатые передачи имеют лучшее прилегание зубьев по их ширине и обладают большей работоспособностью. При работе зубчатого зацепления часто наблюдается износ и поломка зубьев и реже появление трещин в ободе зубчатого колеса, спицах и ступице. Износ зубьев бывает абразивный и усталостный. Величина износа зубьев зубчатых колес редукторов допускается в пределах от 0,04 до 0,24 толщины зуба, измеренной по начальной окружности. Меньшие значения износа соответствуют зубчатым колесам, работающим с большими окружными скоростями. Для открытых передач при окружных скоростях менее 2 м/с допускается величина износа, равная 0,32 толщины зуба. При нереверсивной работе цилиндрических зубчатых колес и симметричной их конструкции с целью использования для работы неизношенной поверхности зубьев колеса переворачивают на валу. При передаче зубчатым зацеплением нормальных усилий могут быть рекомендованы три способа восстановления разрушенных зубьев. Первый способ предусматривает установку шпилек по длине зуба с последующей их обваркой (рис. 10, а). Шпильки ввертывают в сквозное отверстие тонкого обода и крепят их гайками с внутренней стороны обода. Для создания монолитного зуба шпильки обваривают по профилю зуба с припуском на обработку 3—5 мм и обрабатывают. Второй способ восстановления зубьев заключается в установке шипов. С этой целью выпиливают или прострачивают паз в виде ласточкиного хвоста глубиной 1/4 —1/2 высоты зуба. Зуб со стороны торца колеса легкими ударами молотка вставляют в паз и закрепляют штифтом на резьбе или прихватывают электросваркой с торцов (рис. 10, б). После установки и закрепления шипа нарезают зубья. Третий способ — восстановление сломанного зуба при помощи специального стального башмака (рис. 10, в). Участок обода со сломанным зубом вырезают, с некоторым натягом устанавливают башмак, который боковыми щеками охватывает обод с двух сторон. Башмак фиксируют с торцов винтами, а щеки стягивают болтами. По торцам он должен перекрывать соседние зубья и должен быть подогнан по их профилю. 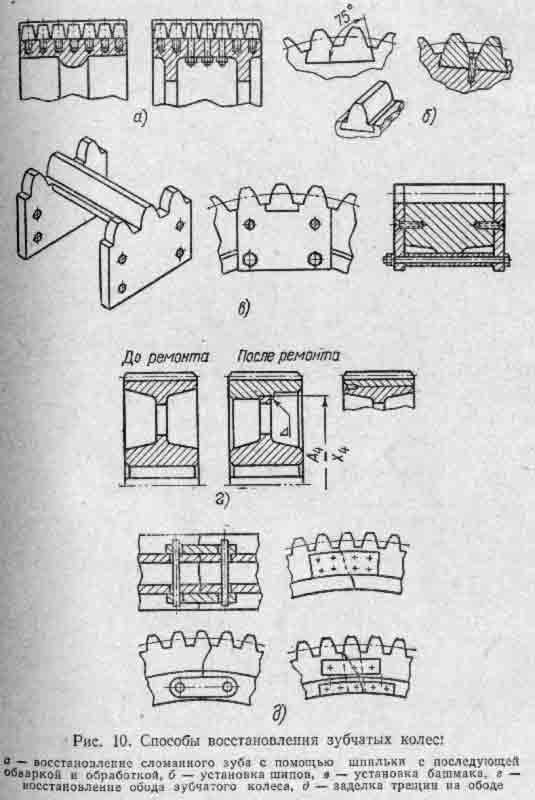 В тех случаях, когда зубчатые колеса с изношенными зубы не поддаются ремонту, рекомендуется вместо изношенной устанавливать новый зубчатый венец. После черновой обработки зубьев зубчатый венец крепят на ступице штифтами или приваривают (рис. 10, г). После закрепления венца зубья подвергают чистовой обработке. Трещины на ободе заваривают или устанавливают стяжные накладки, которые крепят болтами или другими крепежными деталями (рис. 10, д). После ремонта биение зубчатых колес по начальной окружности не должно превышать значений, приведенных в табл. 1 а торцовое биение не должно быть более 0,1—0,2 мм. 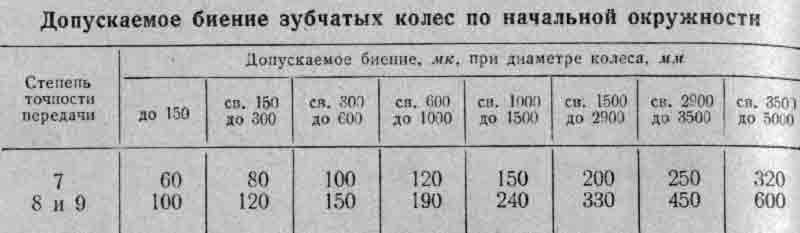 Точность зубчатого зацепления в зависимости от пятна касания и бокового зазора
Сборка цилиндрических зубчатых колес. Контроль радиального и торцового биения зубчатого колеса, смонтированного на валу, производят рейсмасом или индикатором непосредственно собираемом узле, уже установленном в подшипниках. Для проверки радиального биения по начальной окружности между зубьями колеса помещают контрольный ролик, на который устанавливают ножку индикатора и замечают положение его стрелки. Перекладывая контрольный ролик через три-четыре зуба, определяют разницу в показаниях индикатора, которая соответствует величине радиального биения по начальной окружности. Торцовое биение колеса проверяют индикатором. Сборку зубчатой передачи ведут в такой последовательности: устанавливают корпуса подшипников, затем проверяют прилегание шеек валов во вкладышах, для чего делают пробу на краску. Испытание зубчатых передач на холостом ходу. Зубчатые передачи неответственного назначения после установки их на основание испытывают на холостом ходу в течение 2—3 ч работы при максимальных числах оборотов. После этого проверяют работу зацепления. Если при работе образовались заусенцы, их удаляют шабером. Передачи ответственного назначения испытывают сначала на оборотах, составляющих 25% от номинального числа; затем число оборотов увеличивают до 50%, испытывают на этой скорости и доводят до номинальной. При указанном режиме зубчатая передача должна проработать на холостом ходу не менее 6—8 ч. Испытания зубчатых передач под нагрузкой. Испытания производятся на следующих режимах работы. Сначала зубчатая передача работает под нагрузкой, составляющей 25% от полной в течение 3 ч. Затем шабером удаляют появившиеся натиры (пятна), препятствующие нормальному контакту по длине зубьев. Нагрузку повышают до 50% от полной и проводят испытания в течение 3—4 ч, вновь сшабривают появившиеся натиры. Увеличивают нагрузку до 75% от полной и испытывают 4— 5 ч. Затем нагрузку доводят до полной и проводят испытания в течение 1—2 ч, выявляя посторонние шумы, осматривают подшипники и удаляют натиры шабером. Нормально работающая передача издает ровный жужжащий шум низкого тона. Обкатка и притирка зубчатых колес. Для улучшения эксплуатационных качеств зубчатых передач проводят их обкатку или притирку. Обкатке подвергают термически не обработанные зубчатые колеса, находящиеся в плотном зацеплении с эталонным закаленным зубчатым колесом. При этом зацепление смазывают смесью из керосина и машинного масла. Для устранения искажений в профиле зубьев термически обработанные зубчатые колеса шлифуют на зубошлифовальном станке или притирают в паре. В качестве притирочного материала применяют абразивы или пасту ГОИ, разведенную в смеси керосина с машинным маслом. Перед употреблением пасту ГОИ расплавляют в водяной ванне при температуре 60— 65° С. Расплавленную массу разводят керосином до консистенции сметаны. Применять обкатку в паре рекомендуется при нормальном межосевом расстоянии в корпусе редуктора после его сборки. При этом достигается реальная приработка зубьев. |