лекция. лекции. Курс лекций по профессии Слесарьремонтник
 Скачать 1.41 Mb. Скачать 1.41 Mb.
|

Ремонт цепных и ременных передач.Выход из строя ременных передач происходит вследствие таких причин: а) износа или аварийного разрушения подшипников; б) износа канавок или поверхности обода шкива, в) износа посадочных мест шкива и вала, г) нарушения посадки деталей шпоночных соединений, д) недопустимого изгиба вала, е) разрушения шкива — трещины, выколы. При ремонте ременных передач вышедшие из строя подшипники качения заменяются новыми. Если валы работают с опорами скольжения, то шейки валов обычно исправляются механической обработкой, вкладыши подшипников заменяют новыми или перезаливают. Может быть осуществлено и другое решение. Изношенные шейки вала наращивают одним из методов, а изношенные вкладыши перешабривают. Износ обода или кольцевых канавок обычно компенсируется механической обработкой. При этом снимается минимальный слой металла, чтобы исчезли следы износа и как можно меньше изменился диаметр шкива. Обработка кольцевых каналов должна вестись по шаблону, обеспечивающему строгую идентичность канавок как по высоте, так и по углу и сохранение шага между канавками. Рекомендуется перед обработкой профиля канавок проточить шкив по наружному диаметру для создания базы и измерения профиля канавок. В клиноременной передаче при невозможности в нужные сроки подготовить новый большой шкив с канавками можно заменить его гладким шкивом (проверив соответствующим расчетом), превратив таким образом клиноременную передачу в плоскоклино-ременную. Износ посадочных мест на валу может быть ликвидирован наращиванием шеек вала и обработкой отверстий в шкиве. В массивных стальных шкивах-маховиках изношенные стенки посадочного отверстия ремонтируют методами, приведенными выше. В чугунных и стальных шкивах легкой конструкции при достаточной толщине стенок ступиц шкива допускается расточка отверстия и установка переходной втулки, что делает возможным использование старого вала. Втулку в этом случае крепят на шпонке, штифтами или другими способами. Трещины в сварных швах стальных шкивов заваривают. Чугунные шкивы с трещинами, как правило, следует заменять новыми. Временными решениями могут быть: при трещинах по ступице — горячая напрессовка кольца на ступицу (при этом надо обработать ступицу с краев и создать значительный натяг); возможна автогенная сварка или заплавка медью. Шкивы после ремонта следует отбалансировать, особенно тщательно такие, которые являются одновременно маховиками. У шкивов для плоских ремней (рис. 70, а) вследствие проскальзывания ремня изнашивается обод, из-за чего ухудшается сцепление между ремнем и шкивом. Наблюдаются также надлом обода, трещины на спицах, износ посадочного отверстия и шпоночного паза. У шкивов клиноременных передач (рис. 70, б) прежде всего изна-шиваются поверхности канавок. Этот износ иногда бывает настолько большим, что ремень опускается до дна канавки (рис. 70, б, справа). Происходит также излом буртиков, нарушается балансировка шкива. К шкивам предъявляются следующие требования: - поверхности, сопрягаемые с ремнями, должны быть обработаны по 5—6-му классам шероховатости; - наружный диаметр шкива должен точно отвечать указанному чертежом размеру и обеспечивать требуемое передаточное отношение; - не допускаются надлом и трещины; - при наблюдении невооруженным глазом не должно замечаться биение шкива по наружному диаметру и по торцам. Шкивы должны быть сбалансированы, т. е. уравновешены.  При износе у шкива (рис. 70, а) отверстия 4 ступицы растачивают и запрессовывают втулку, которую надежно стопорят. Затем отверстие растачивают, обеспечивая необходимую посадку на валу. Посадку втулки в ступице можно осуществить при помощи клея. Для этого втулку пригоняют по расточенному отверстию, создавая зазор 0,05 мм на диаметр. Этот зазор необходим для получения оптимальной клеевой пленки толщиной 0,02—0,025 мм. Когда размеры шкива позволяют расточить отверстие под толстостенную втулку, имеющую шпоночный паз, то ремонт осуществляют так: растачивают отверстие ступицы, долбят шпоночный паз и изготавливают переходную втулку со шпоночными пазами на наружном и внутреннем диаметрах. Затем втулку со шпонкой прессуют в ступицу шкива и стопорят. После этого шкив пригоден для эксплуатации. Если размеры ступицы шкива не позволяют установить толстостенную втулку с продолбленным пазом, тогда отверстие в шкиве растачивают на глубину несколько большую глубины шпоночного паза и устанавливают на клее тонкостенную втулку с фланцем, которую закрепляют на шкиве винтами. У шкива под клиновидные ремни (рис. 70, б) поверхность обода и стенок канавок обтачивают до устранения износа, а дно канавок углубляют, при этом все канавки шкива должны быть одинаковыми по профилю и размеру, которые проверяют шаблоном. Изломы и трещины устраняют заваркой после соответствующей слесарной подготовки мест под заварку. Перед заваркой шкив равномерно нагревают по всему диаметру, иначе на завариваемом участке появятся в металле внутренние напряжения, что вызовет образование трещин в других местах. По окончании заварки шкив погружают в нагретый песок для медленного охлаждения. Если у ремонтируемого шкива обтачивается поверхность, сопрягаемая с ремнем, допускается немного уменьшить диаметр шкива при условии, что частота вращения изменится. Частота вращения ведомого шкива снижается, когда уменьшается диаметр ведущего шкива, и увеличивается при уменьшении диаметра вeдoмогo шкива. Для сохранения передаточного отношения между шкивами допускается обточить до соответствующего диаметра и второй шкив, не нуждающийся в ремонте. 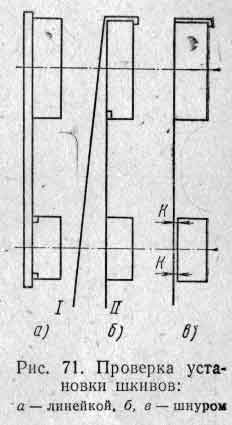 При ремонте шкивов допускается изменение частоты вращения ременной передачи (повышение или понижение) не более 5% номинальной. При больших отклонениях изготавливают новые шкивы. Валы, на которых расположены шкивы ременной передачи, должны быть параллельны между собой. Параллельность проверяется по торцам насаженных шкивов, которые должны находиться в одной плоскости, что определяют с помощью линеек при близком расположении шкивов (рис. 71, а) или шнуров. Шнур закрепляют на одном из шкивов (рис. 71, б), отводят в сторону (точка I) и затем, натянув, медленно подводят к торцу второго шкива (точка II). Если при этом шнур коснется всех точек, как показано на рисунке, это означает, что шкивы установлены правильно. При нахождении шнура на расстоянии К (рис. 71, в) от торца шкива необходимо один из шкивов смещать в осевом направлении, так как оси валов при этом расположатся параллельно. Если расстояние К окажется неравномерным (перекос), это означает, что оси валов непараллельны. Для более устойчивого положения плоского ремня посередине шкива делают выпуклость. При вращении плоский ремень стремится занять наиболее высокое положение и центрируется по шкиву. Правильная установка шкивов — условие нормальной работы ременной передачи; от нее зависит размещение ремня посередине ободов. При опробовании ременной передачи ремень может оказаться на краю обода шкива, может даже свалиться со шкива. Возможные причины: оси шкивов расположены непараллельно; не совмещены торцы шкивов, несмотря на одинаковую ширину ободов; велико биение шкивов; ремень слабо натянут; ремень слабо сшит. 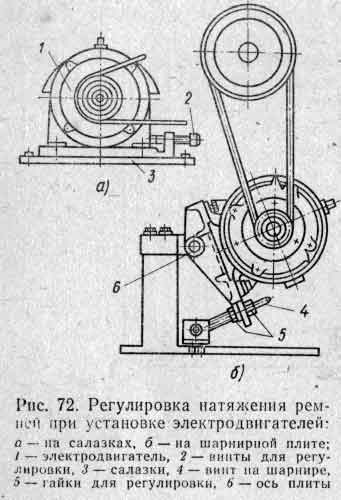 Недостатки в работе ременной передачи устраняют соответствующей регулировкой. Чтобы довести до нормы чрезмерное биение шкива, плотно посаженного на вал, шкив снимают с вала и подвергают токарной обработке. Шкивы клиноременной передачи устанавливают и выверяют также как и шкивы плоских передач. Перекос более 1 градуса у шкивов под клиновидные ремни ведет к усиленному одностороннему износу ремней, а также канавок шкивов. Для передач с несколькими ремнями (на одном шкиве) необходимо тщательно подбирать комплекты ремней по длине. Это можно выполнить непосредственно на собранной передаче приспособлением (рис. 73), определяя длину по разности стрел прогиба. Отклонение длины ремней в одном комплекте не должно превышать допуска, указанного в ГОСТ 1284—68. Разная длина ремней в комплекте даже в пределах 1—2 мм не обеспечивает равномерной нагрузки на каждый ремень, что вызывает быстрый износ перегруженных ремней и канавок шкивов, частую замену комплекта ремней и ремонт шкивов. Натяжение клиновидных ремней должно быть умеренным. Когда ремни сильно натянуты, возрастают нагрузка на оси и упругая деформация валов, в результате чего ускоряется износ подшипников, поломка валов в результате усталостного износа и более интенсивно растягиваются ремни. Слабо натянутые ремни проскальзывают по канавкам шкивов, сильно нагреваются, в результате быстрее изнашиваются и поверхности канавок, и ремни. 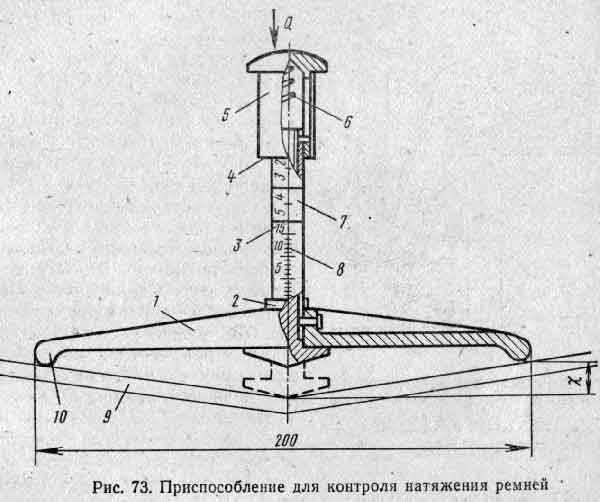 Натяжение ремней регулируют специальными устройствами, как правило, имеющимися в ременных передачах (рис. 72, а, б), а контролируют натяжение приспособлением, показанным на рис. 73. Для контроля натяжения ремней отводят установочное кольцо 2 в исходное положение — до упора в планку 1. Затем приспособление прикладывают бортиками 10 к ветви ремня 9, располагая примерно посередине длины между осями валов. Нагружают ветвь посредством колпачка 5 с защитной насадкой 4, пружины 6 и стержня 3. При нагружении следят, чтобы торец колпачка совмещался с определенным значением (кгс) на шкале 7. При этом стержень, перемещаясь в отверстии планки 1, образует стрелу прогиба ветви ремня, по которой судят о состоянии натяжения. Высоту стрелы прогиба определяют в мм по показанию на шкале 8, на котором остановилось кольцо 2 при нагружении ветви. Если стрела прогиба менее нормы, натяжение Р ослабляют и, наоборот, при большей стреле натяжение увеличивают. При ремонте цепных передач удлинившиеся цепи, как правило, надо заменять. В отдельных случаях, только как временное решение, можно ограничиться заменой нескольких звеньев, взятых из новой цепи. Изношенные звездочки цепной передачи могут быть отремонтированы методами, приведенными для ремонта шкивов. Зубья звездочек при необходимости можно наплавить, затем обработать по шаблону впадину, контролируя шаг специально изготовленным шаблоном или отрезком цепи, который укладывается по звездочке. При изготовлении звездочек, как и при изготовлении гладких шкивов и особенно шкивов клиноременной передачи, следует учитывать необходимость создания базы для удобства монтажа. Шаг канавок клиноременной передачи обоих шкивов должен быть строго одинакового размера, Направляющие канавки двух звездочек зубчатых цепей, как и зубчатые поверхности звездочек втулочно-роликовых цепей, должны совпадать. Обеспечить возможность правильного монтажа следует как при изготовлении новых, так и при ремонте старых деталей. Поэтому нужно стремиться изготовлять шкивы (особенно клиноременных передач) и звездочки цепных передач парами, идентичными по ширине. Для шкивов с канавками следует изготовить шаблон, обеспечивающий одинаковый размер от крайней канавки до торца шкива с допуском в пределах 0,3 мм. Аналогично изготовляются звездочки с направляющей канавкой. Если у старых деталей это условие не было выдержано, детали во время передачи надо соответственно исправить. При сборке цепных передач надо исходить из следующего: 1) параллельность осей, методы проверки непараллельности и наличия перекоса те же, что и для зубчатых передач; 2) при монтаже передач необходимо обеспечить совпадение осей среднего сечения шкивов и звездочек. Контроль совпадения может быть осуществлен прикладыванием легкой контрольной линейки (или натягиванием шнура) к торцу одного шкива с тем, чтобы определить положение второго. Новые цепи перед установкой следует проварить в графитизированной смазке. При монтаже следует обеспечить провисание ведомой ветви; стрела провисания должна равняться 0,02l для передачи с наклоном до 45° (l — расстояние между центрами звездочек в мм). |