Билеты. Мдк 01. 01 Основы слесарно сборочных и электромонтажных работ
 Скачать 3.2 Mb. Скачать 3.2 Mb.
|

Синтетический клейСинтетические клеи применяют при выполнении электромонтажных работ. В их состав входят вещества, которые в большинстве случаев пожароопасные и вредные. Из-за этого в работе с использованием клеев необходимо строго соблюдать противопожарные, санитарно-гигиенические нормы. Отметим, что нужно особенно осторожно обращаться с клеями, произведенными на основе эпоксидных смол. Клеи марок БМК-5, БМК-5М, 88-Н, БФ-4, БФ-2 и др. применяют в склеивании различных электротехнических материалов. Детали из металла соединяют клеями марок БФ-4 и БФ-2, а также стекла, фарфора, пластмассы и древесины. Напильником или металлической щеткой зачищают поверхности склеиваемых деталей, а потом ацетоном обезжиривают, при этом соблюдая противопожарные и санитарно-гигиенические правила работы с применением ацетона. Ацетон – это огнеопасное средство! Необходимо, чтобы ацетон не имел контакта с кожей, а также не попадал на окружающие предметы, одежду, и т.п., чтобы вблизи и на рабочем месте, где используется ацетон, не должно быть пламени, так же нужно, чтобы пары ацетона быстро удалялись при помощи вытяжной вентиляции, тем более, если работы выполняются в закрытом помещении. На поверхности детали, подготовленные к соединению, наносят по два-три слоя клея, просушивая всякий слой в течение 1 часа при температуре 20°С или же 15 мин при 60°С. После этого проклеенные поверхности с усилием придавливают друг к другу и помещают на 30-50 минут в сушильный шкаф с температурой 150–160°С. Детали из резины склеивают клеем марки 88-Н или приклеивают их к металлу, стеклу, фарфору, пластмассе, древесине. Их склеиваемые поверхности так же подготавливают, как описано выше, но для обезжиривания используют бензин, а не ацетон. Меры безопасности аналогичны обозначенным выше. На обезжиренную и зачищенную металлическую, фарфоровую или другую деталь наносят клей в два слоя, просушивая каждый слой 5–10 минут, а на поверхность резины – слой один, который сушат 3–5 минут. После чего склеиваемые поверхности придавливают друг к другу и держат их в таком положении 24 часа при температуре 20–40 °С. Для приклеивания к строительным конструкциям деталей электроустановок применяют клеи марок БМК-5 и БМК-5М. Основания приклеиваемой детали и поверхности строительной конструкции зачищают и наносят на них слой клея толщиной 0,3–0,5 мм, устанавливают деталь и крепко придавливают её в течение 10–12 секунд. При выполнении электротехнических работ можно применять клеи марок БФ-4 и БФ-2, при этом одновременно соблюдая соответствующие правила. Швеллерную, листовую, полосовую, угловую сталь применяют в качестве конструкционных материалов, а также и стальные ленты. Шайбы, болты, винты, используют в крепежных изделиях, предназначенных для образования разъемных неподвижных соединений. Требования ко всем этим изделиям и материалам, их размерам, массе и различным другим характеристикам установлены ГОСТ. Типы клеев и их основные характеристики
21. Какие соединения называют прессовыми? Приведите примеры прессовых соединяй в ЭУ. Опишите технологию выполнения одного из видов прессовых соединений (с детальным пооперационным описанием). 22. Какие соединения называют вращательные? Приведите примеры вращательных соединений в электроустановках. Назовите общие требования к сборке вращательных соединений. 23. Что такое подшипник? Назовите виды подшипников, опишите их устройство, приведите примеры их использования в ЭУ. Опишите технологию сборки одного из видов подшипников. П 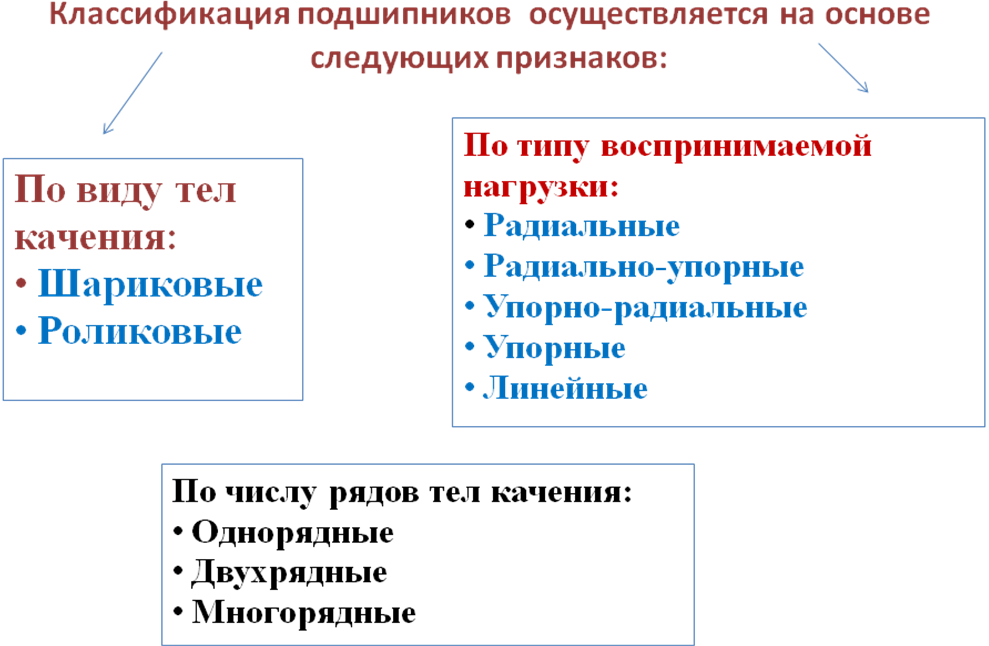 ОДШИ́ПНИК — изделие, являющееся частью опоры, которое поддерживает вал, ось или иную конструкцию, фиксирует положение в пространстве, обеспечивает вращение, качание или линейное перемещение (для линейных подшипников) с наименьшим сопротивлением, воспринимает и передаёт нагрузку на другие части конструкции. ОДШИ́ПНИК — изделие, являющееся частью опоры, которое поддерживает вал, ось или иную конструкцию, фиксирует положение в пространстве, обеспечивает вращение, качание или линейное перемещение (для линейных подшипников) с наименьшим сопротивлением, воспринимает и передаёт нагрузку на другие части конструкции. П 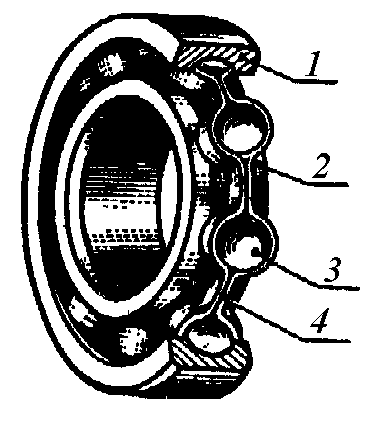 одшипника качения состоят из: одшипника качения состоят из:
Подшипник скольжения — опора или направляющая механизма или машины, в которой трение происходит при скольжении сопряжённых поверхностей Радиальный подшипник скольжения представляет собой:
Требования к монтажу подшипников качения
Для напрессовки подшипника на шейку вала могут быть использованы ручные приспособления - монтажные стаканы и оправки. Применение оправок обеспечивает равномерную посадку подшипника на шейку вала, предотвращает перекос при установке и предохраняет подшипник от повреждений. Для напрессовок подшипников на валы, имеющие на конце резьбу, часто используют винтовые устройства.
Сборка узлов с подшипниками качения При сборке механических передач более широко, чем подшипники скольжения, используются подшипники качения: шарико– и роликоподшипники (игольчатые и конические). Основное назначение подшипников в сборочном узле – воспринимать радиальные и осевые нагрузки на вал и перераспределять их на корпус и станину механизма. В зависимости от направления действия этих нагрузок подшипники подразделяются на радиальные, радиально-упорные и упорные. Методы их установки имеют некоторые различия. Но сначала о том, как правильно подготовить подшипники к установке. Первоначально подшипники нужно расконсервировать, то есть снять с их поверхности заводскую предохранительную смазку, очистить, затем промывать 5–20 минут в горячем масле, или горячем антикоррозионном растворе (температура масла или раствора – 75–80 °C), или бензине (керосине), разумеется без подогрева. Промывку следует осуществлять таким образом, чтобы избежать контакта подшипников с осевшей на дно промывочной ванны грязью, для чего их следует поместить в корзину из проволоки и в ходе промывки периодически встряхивать. Чистые подшипники тщательно просушить. Теперь следует произвести предварительный контроль качества подшипников: они не должны иметь видимые дефекты, вращение их должно быть плавным, без толчков. В завершение подготовки подшипники подгоняют под посадочные места, а также покрывают посадочные места вала, корпуса и подшипника тонким слоем рабочей смазки (литолом, циатимом, в крайнем случае солидолом). Шариковые подшипники устанавливают по двум неподвижным посадкам: внутреннее кольцо на вал, а наружное в отверстие корпуса. Крупногабаритные подшипники запрессовывают в подогретом виде гидравлическим прессом – метод практически неосуществимый в условиях домашней мастерской. Мелкие и средние подшипники запрессовывают на неподвижный вал вручную или на прессах в холодном состоянии. При этом следует обеспечить соосность вала и подшипника, для чего используется оправка, которая передает усилие запрессовки непосредственно на торец кольца. В том случае, если подшипник одновременно запрессовывают на вал и в отверстие корпуса, применяют оправку с буртиком. Для установки подшипников на длинный вал используют выколотку, которая должна плотно прилегать к торцу внутреннего кольца подшипника, чтобы уберечь его от повреждения. В целях предотвращения осевого смещения колец подшипника во время работы механизма их фиксируют пружинными кольцами, которые закладывают в канавки вала или корпуса после установки подшипника на посадочные места. Кольца эти имеют разъемную конструкцию, и после установки их на вал концы разводят специальными щипцами. Контроль качества запрессовки подшипника осуществляется щупом толщиной 0,03 мм: он не должен проходить между торцами колец подшипника и буртом корпуса механизма или вала. Гарантией нормальной работы подшипникового узла (как шариковых, так и роликовых подшипников) является его защита от загрязнения и вытекания смазочного материала. Для этого подшипники качения закрывают крышками, а на выходах валов при монтаже подшипников устанавливают уплотняющие устройства: фетровые (войлочные) кольца, манжеты, защитные фланцы, защитные шайбы, лабиринтные уплотнители и т. п. Для долговечности работы подшипникового узла немаловажное значение имеет вид применяемой смазки: она должна не только обеспечивать защиту от пыли, влаги, коррозии; но и снижать шум и предохранять детали от перегрева. Для смазки подшипников используют минеральные (турбинное, автотранспортное, индустриальное и др.) и растительные (хлопковое, касторовое, льняное, репейное) масла. Контроль качества сборки подшипников качения. После установки подшипников качения проверяют плотность прилегания подшипниковых колец к заплечикам вала. Проверку осуществляют с помощью щупа, который вводят в зазор между заилечиком вала и подшипниковым кольцом. Контролируют также осевые и радиальные зазоры. 24. Что такое механическая передача? Назовите виды передач, опишите их устройство, приведите примеры их использования в ЭУ. Опишите технологию сборки одного из видов передач. МЕХАНИЧЕСКАЯ ПЕРЕДАЧА — механизм, служащий для передачи и преобразования механической энергии от энергетической машины до исполнительного механизма (органа) одного или более, как правило с изменением характера движения (изменения направления, сил, моментов и скоростей). В механических передачах выделяют ведущий и ведомый элементы. Механические передачи: - передачи трения - передачи зацепления. Передачи зацепления:
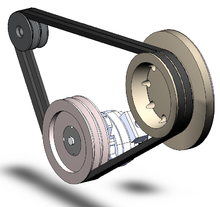
РЕМЁННАЯ ПЕРЕДАЧА — это передача механической энергии при помощи гибкого элемента (ремня) за счёт сил трения или сил зацепления (зубчатые ремни.) Сборка ременных передач сводится к установке и проверке с исправлением взаимного положения осей передачи, установке элементов передачи в заданном положении навешиванию гибких органов передачи (ремней или цепей).
В передачах с плоским ремнем шкивы выверяют до надевания ремней, в клиноременных передачах один из шкивов (обычно меньший, сидящий на валу двигателя) окончательно выверяют только после того, как ремни уже надеты на шкивы. Если хотя бы один из шкивов клино-ременной передачи располагается между двумя подшипниками, то комплект клиновых ремней следует завести на вал до укладки его в подшипники, иначе ролики надеть не удастся.
Плоские ремни в передачах без натяжного ролика надевают следующим образом.
Технические требования к ремням:
Концы прорезиненных ремней зачищают ножом, затем напильником делают ступенчатые уступы и обезжиривают бензином, наносят 3–4 слоя клея (перед нанесением последующего слоя предыдущий просушивают), после нанесения последнего слоя (без просушки) концы соединяют, зажимают струбцинами между двумя дощечками и выдерживают при температуре 16–20 °C 24 часа (или при температуре 100 °C – 3–4 часа). Используют плоские ремни в передачах со скоростью вращения до 30 м/с.
Обладая достаточной гибкостью и большей, по сравнению с плоскими ремнями, прочностью, клиновые ремни используются для передачи мощностей от 0,3 до 75 кВт (в зависимости от профиля и длины ремня). Шкивы для клиноременных передач на ободе имеют канавки клиновидной формы, с углом профиля 34–40°.
|
 волновая передача
волновая передача