Методические указания для практических занятий по учебной практи. Методические указания для практических занятий по дисциплине учебная практика
 Скачать 6.67 Mb. Скачать 6.67 Mb.
|

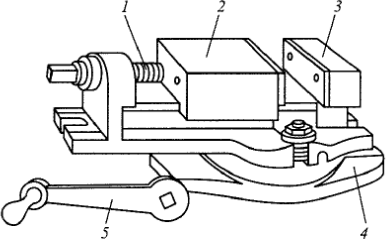 1 - винт; 2 - подвижная губка; 3 - неподвижная губка; 4 - основание; 5 - рукоятка Рисунок 6.14 - Винтовые машинные тиски Накладной кондуктор (Рисунок 6.15) устанавливается непосредственно на обрабатываемую деталь и после обработки отверстий их снимают. На Рисунке 6.15 приведена схема накладного кондуктора. Деталь устанавливается на оправку 1 и базируется на ней через отверстия. Сверху накладывается корпус 2 кондуктора, который базируется по оправке, а торцовым пазом фиксируется по выступу на торце детали. Опоры 3, запрессованные в корпус кондуктора 2, обеспечивают правильное его положение относительно детали. 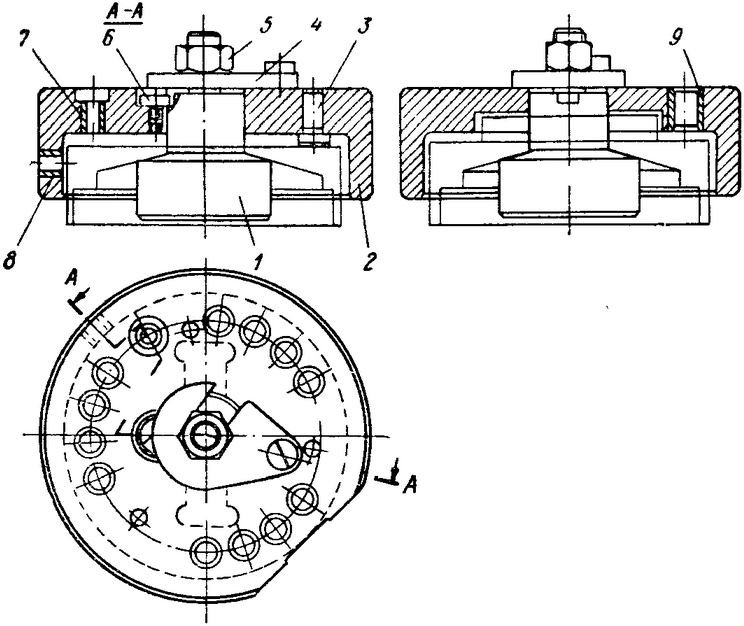 Рисунок 6.15 – Пример использования накладного кондуктора Кондуктор крепится к детали откидной шайбой 4 и гайкой 5. Винт 6 предотвращает проворот оправки 1 при закреплении. Для сверления отверстия, расположенного на наружной цилиндрической поверхности детали, имеется установочная площадка на корпусе кондуктора, перпендикулярная оси кондукторной втулки 8. Во избежание перекосов при сверлении отверстий через втулки 7 и 9 установочные поверхности опор 3 должны быть прошлифованы после сборки с корпусом так, чтобы они лежали в одной плоскости. Для закрепления детали необходимо отвернуть гайку 5 и повернуть шайбу 4, после чего корпус кондуктора и деталь свободно снимаются с оправки 1. 3 группа Глубина сверления при обработке отверстий может быть ограничена за счет использования упоров, устанавливаемых под торец шпинделя станка, при помощи специального стопорного кольца, которое закрепляется в нужном положении непосредственно на инструменте, а также за счет использования линейки, имеющейся на станке и позволяющей отсчитывать величину перемещения вершины сверла от торца обрабатываемой заготовки. Основные правила при работе на сверлильном станке Сверление следует производить только правильно заточенным сверлом, при необходимости нужно произвести переточку или заправку сверла. Контроль заточки необходимо осуществлять с помощью шаблона или специального угломера. Необходимо прочно закреплять сверло с цилиндрическим хвостовиком в патроне: торец сверла следует упереть в дно патрона, а затем закрепить его, поочередно вставляя ключ во все гнезда патрона. Необходимо прочно закреплять сверло с коническим хвостовиком (патрон со сверлом) в шпинделе станка. Для обеспечения прочного и безопасного крепления обрабатываемой детали необходимо: крупные корпусные заготовки закреплять на столе станка; призматические заготовки средней величины (длина 100... 120 мм, ширина 50...60 мм, высота 30...40 мм) закреплять в машинных тисках; небольшие заготовки (длина 70... 80 мм, толщина 1... 5 мм) закреплять в ручных тисочках; заготовки цилиндрической формы устанавливать и закреплять на призмах. В месте сверления на детали нужно делать глубокое (1,0... 1,5 мм) керновое углубление. Сверление отверстий больших диаметров (свыше 10 мм) необходимо выполнять в два приема: вначале сверлом диаметром 5...6 мм, а затем сверлом необходимого диаметра. Необходимо правильно определять скорость резания в зависимости от обрабатываемого материала и рационально настраивать станок на частоту вращения шпинделя. Следует соблюдать правильную последовательность сверления при ручной подаче сверла: совместить вершину сверла с керновым углублением на заготовке; включить станок; сверлить отверстие на полную глубину; при выходе сверла из отверстия нажатие ослабить. Необходимо правильно определять величину автоматической подачи и настраивать станок на эту величину. Следует соблюдать правильную последовательность обработки сквозных отверстий при автоматической подаче сверла: совместить вершину сверла с керновым углублением на детали; включить станок; просверлить отверстие на глубину 3... 5 мм, используя ручную подачу; не выводя сверла из отверстия, включить автоматическую подачу; сверлить отверстие на полную глубину. При сверлении отверстий по кондуктору необходимо соблюдать следующие правила: заготовка должна быть прочно закреплена в кондукторе или кондуктор на заготовке; диаметр сверла должен точно соответствовать диаметру отверстия во втулке кондуктора. При сверлении стальных деталей следует применять смазывающе- охлаждающую жидкость. Чугунные детали нужно сверлить без охлаждения сверла. После окончания работы следует проверить соответствие просверленных отверстий (диаметр, глубина) и межцентровых расстояний требованиям чертежа. Практическая работа № 7 Нарезание резьбы вручную Цель работы: обучение технологическим приемам нарезания резьбы.
Требования техники безопасности при нарезании резьбы вручную резьбонарезной инструмент необходимо хранить по комплектам в деревянных футлярах, а измерительный – в мягких футлярах. отдельные неукомплектованные инструменты хранят в специальных пирамидах, а метчики – в специально высверленных отверстиях в деревянных брусках; ручки воротков, плашкодержателей, клуппов и гаечных ключей должны иметь чистую гладкую поверхность; не рекомендуется работать замасленными ручками воротков, плашкодержателей, клуппов и гаечных ключей, так как в подобных случаях можно легко получить травму; запрещается пользоваться ключами и воротками с погнутыми рукоятками, имеющими зазубрины и заусенцы; не допускается применение двух ключей для получения более длинного рычага; после работы с метчиками, плашками, воротками и клуппами их необходимо тщательно промыть керосином, протереть инструмент чистой сухой ветошью и смазать тонким слоем машинного масла; запрещается сдувать стружку или удалять ее пальцами; -для удаления стружки с тисков или резьбовых ниток необходимо пользоваться щеткой или ветошью; - в процессе работы следует остерегаться ранения рук о заусенцы и выступающие острые кромки инструмента Резьба и ее элементы Резьба - чередующиеся выступы и впадины на поверхности тел вращения, расположенные по винтовой линии. Резьбы классифицируют: по направлению винтовой линии: правая, левая; по форме профиля: треугольная, трапецеидальная, прямоугольная, круглая, упорная; по расположению на детали: внешняя, внутренняя; по характеру поверхности: цилиндрическая, коническая; по назначению: крепежная, крепежно-уплотняющая, ходовая (для передачи движения), специальная (в т. ч.: часовая, на пластмассовых деталях, окулярная, круглая для объективов микроскопов, круглая для светотехники). По числу заходов: однозаходная, многозаходная. Достоинства резьбовых соединений Резьбовые соединения имеют ряд существенных достоинств, благодаря которым они занимают ведущее место среди всех других соединений деталей в современном машиностроении. К таким достоинствам можно отнести: возможность многократной сборки-разборки; удобство сборки-разборки; высокая надёжность; простота конструкции; дешевизна (вследствие стандартизации); технологичность; возможность регулировки силы сжатия; при небольшой силе на ключе создают значительные силы затяжки вследствие клинового действия резьбы и большого отношения длины L гаечного ключа к радиусу r резьбы (L/r ≈ 28). Так, сила затяжки винта |