Методические указания для практических занятий по учебной практи. Методические указания для практических занятий по дисциплине учебная практика
 Скачать 6.67 Mb. Скачать 6.67 Mb.
|

|
М12может составлять 20000 Н (около 2 тонн); позволяют производить сборку деталей при различном взаимном их расположении. Недостатки резьбовых соединений: концентрация напряжений во впадинах резьбы; низкая вибрационная стойкость (самоотвинчивание при вибрации). Область применения резьбовых соединений Резьбовые детали в виде винтов, болтов и шпилек с гайками применяют для крепежа – соединения нескольких деталей в одно целое. Роль гайки может выполнять корпусная деталь. Примеры соединений с помощью резьбовых деталей: соединение в одно целое отдельных секций мостов, подъемных кранов; соединение нескольких сборочных единиц (редуктора и фланцевого электродвигателя; картера, блока цилиндров и головки блока в двигателе внутреннего сгорания; колеса с полуосью автомобиля); соединение деталей (крышки и основания корпуса редуктора; крышек подшипников с корпусом коробки передач); крепление узлов и деталей на основании (редуктора на плите; плиты к полу цеха; резца в суппорте токарного станка). Конические резьбы обеспечивают требуемую плотность (непроницаемость) соединения без каких-либо уплотнений - за счет радиального натяга. Их применяют для соединительной трубной арматуры, пробок, заглушек, штуцеров гидравлических систем, пресс-масленок. Наряду с соединениями резьбовые детали применяют: в передачах винт-гайка, служащих для преобразования вращательного движения в поступательное; для регулирования осевых зазоров в подшипниках качения, регулирования конического зубчатого и червячного зацепления и др. Нарезание резьбы – это операция получения равномерно расположенных выступов или впадин постоянного сечения, образованных на боковой цилиндрической или конической поверхности по винтовой линии с постоянным шагом. Профиль резьбы зависит от формы режущей части инструмента, при помощи которого нарезается резьба. Различают несколько профилей резьб (Рисунок 7.1): треугольный; трапецеидальный; прямоугольный (ленточный); трапецеидальный упорный; круглый. 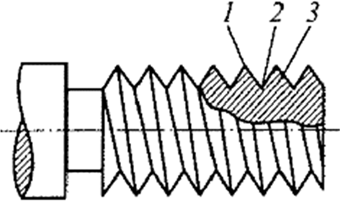 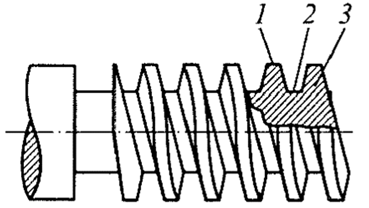 а) б) 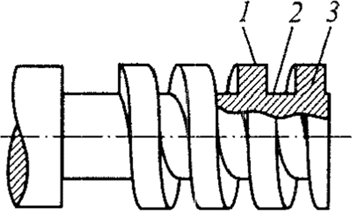 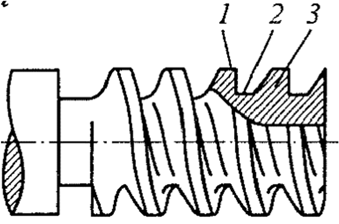 в) г) 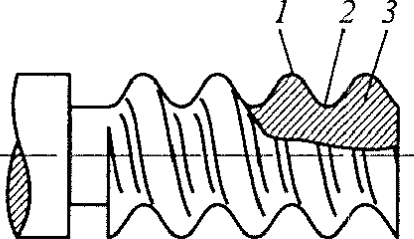 а - треугольный; а - треугольный;б - трапецеидальный; в - прямоугольный; г - трапецеидальный упорный; д - круглый; 1 - вершина; 2 - впадина; Чаще всего применяется треугольная резьба (ГОСТ 11708-6б), такую резьбу нарезают на крепежных деталях, например, на шпиль- ках, болтах и гайках (Рисунок 7.1, а). Трапецеидальная резьба (Рисунок 7.1, б) (ГОСТ 9484-60) имеет сечение в форме трапеции с углом профиля 30°. У нее малый коэффициент трения, а потому применяется эта резьба для передачи движения или больших усилий: в д) Рисунок 7.1 – Профили резьб - нитка резьбы металлорежущих станках (ходовые винты), домкратах, прессах и т. п. Витки этой резьбы имеют наибольшее сечение у основания, что обеспечивает высокую прочность ее и удобство при нарезании. Основные элементы трапецеидальной резьбы стандартизованы. Прямоугольная резьба (Рисунок 7.1, в) имеет прямоугольный профиль (квадратный). Она не стандартизована, трудна в изготовлении, непрочная и применяется редко. Трапецеидальная упорная резьба (ГОСТ 10177-62) (Рисунок 7.1, г) имеет профиль в виде неравнобокой трапеции с рабочим углом при вершине 30°. Основания витков закруглены, что обеспечивает в опасном сечении прочный профиль. Поэтому данная резьба применяется в тех случаях, когда винт должен передавать большое одностороннее усилие (в винтовых прессах, домкратах и т. п.). Круглая резьба (Рисунок 7.1, д) имеет профиль, образованный двумя дугами, сопряженными с небольшими прямолинейными участками, и углом 30°; в машиностроении используется редко. Применяется в соединениях, подвергающихся сильному износу, в загрязненной среде (арматура пожарных трубопроводов, вагонные стяжки, крюки грузоподъемных машин и т.п.). Эта резьба не стандартизована. По числу ниток резьбы делят на одно-, двух-, трех- и многозаходные. Число заходов конкретной резьбы можно определить по количеству выходов концов ниток резьбы на торцевой поверхности винтовой детали (винта или гайки). У однозаходной (одноходовой) резьбы на торце винта или гайки виден только один конец витка, а у многозаходных (многоходовых) — два, три и больше витков. Однозаходные резьбы имеют малые углы подъема винтовой линии и большое трение (малый к. п. д.). Они применяются там, где требуется надежное соединение — для крепежных резьб.  У многозаходных резьб (Рисунок 7.2) по сравнению с однозаходными угол подъема винтовой линии значительно больше. Такие резьбы применяются в тех случаях, когда необходимо быстрое перемещение по резьбе при наименьшем трении, при этом за один оборот винта (или гайки) гайка (или винт) переместится на величину хода винтовой линии резьбы. Многозаходные резьбы используются в механизмах, служащих для передачи движения. У многозаходных резьб (Рисунок 7.2) по сравнению с однозаходными угол подъема винтовой линии значительно больше. Такие резьбы применяются в тех случаях, когда необходимо быстрое перемещение по резьбе при наименьшем трении, при этом за один оборот винта (или гайки) гайка (или винт) переместится на величину хода винтовой линии резьбы. Многозаходные резьбы используются в механизмах, служащих для передачи движения.Рисунок 7.2 – Одно- и многозаходная резьба. Вид общий Элементы резьбы Каждая резьба характеризуется определенными числовыми параметрами - элементами (Рисунок 7.3), которыми являются шаг, угол профиля, высота профиля, наружный, внутренний и средний диаметры. Шаг резьбы Р - это расстояние в миллиметрах между вершинами двух соседних витков резьбы, измеренное в направлении ее оси. Высота профиля t - это расстояние от вершины резьбы до основания профиля, измеренное в направлении, перпендикулярном оси резьбы. Основание резьбы - это участок профиля резьбы, находящийся на наименьшем расстоянии от ее оси. Угол профиля α - это угол между прямолинейными участками сторон профиля резьбы. Наружный диаметр резьбы d - это наибольший диаметр, измеряемый по вершинам резьбы перпендикулярно ее оси. 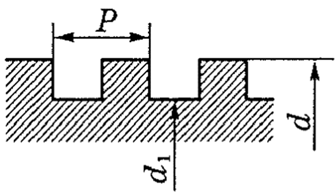 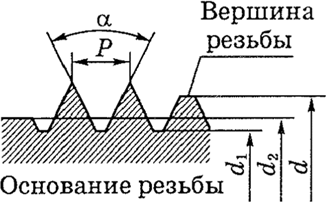 а) б) а) б)Внутренний диаметр резьбы d1 - это наименьшее расстояние между противоположными основаниями резьбы, измеренное перпендикулярно ее оси. Средний диаметр резьбы d2 - это диаметр условной окружности, проведенный посредине профиля резьбы между дном впадины (основанием резьбы) и вершиной выступа перпендикулярно оси резьбы. Ход резьбы - расстояние между ближайшими 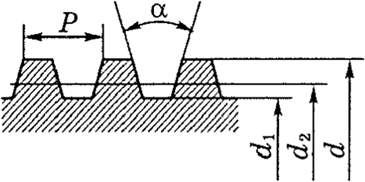 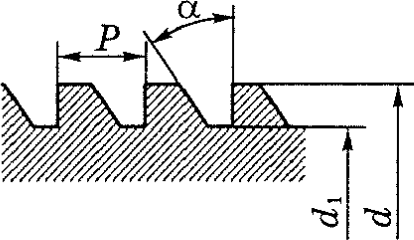 в) г) а - треугольной; б - прямоугольной; 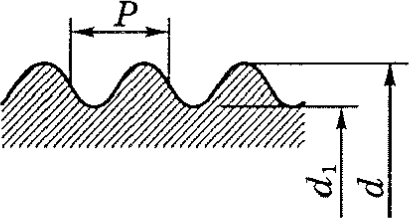 в - трапецеидальной; г - трапецеидальной упорной; в - трапецеидальной; г - трапецеидальной упорной;д - круглой; α - угол профиля; Р - шаг резьбы; д) d - наружный диаметр резьбы; d1 - внутренний диаметр резьбы; d2 - средний диаметр резьбы Рисунок 7.3 – Элементы резьб одноименными боковыми сторонами профиля, принадлежащими одной и той же винтовой поверхности, в направлении, параллельном оси резьбы. Ход резьбы — величина относительного осевого перемещения винта (гайки) за один оборот. Типы и системы резьб В машиностроении приняты несколько систем резьб: метрическая, дюймовая. Метрическая резьба (Рисунок 7.4) имеет профиль равностороннего треугольника с углом при вершине 60°, вершины выступов винта и гайки срезают во избежание заедания резьбы при свинчивании. Метрические резьбы характеризуются размером наружного диаметра и шагом винта, выраженными в миллиметрах. Метрические резьбы бывают с крупным и мелким шагом. Резьбы с крупным шагом обозначаются буквой М и цифрой, соответствующей диаметру болта, например М20. Метрические резьбы с мелким шагом также обозначают буквой М и цифрами, расположенными через знак умножения. Цифры соответственно характеризуют номинальный диаметр резьбы и ее шаг, например MIOx1. Профиль дюймовой резьбы (Рисунок 7.5) представляет собой равнобедренный треугольник с углом при вершине 55° и плоско срезанными вершинами витков винта и гайки. Основной характеристикой дюймовой резьбы является количество ниток на один дюйм длины резьбы. Наружный диаметр резьбы (диаметр винта) также измеряют в дюймах. Крепежные дюймовые резьбы имеют диаметры от 3/16 до 4 дюймов и от 24 до 3 ниток резьбы на один дюйм ее длины. |