Методические указания для практических занятий по учебной практи. Методические указания для практических занятий по дисциплине учебная практика
 Скачать 6.67 Mb. Скачать 6.67 Mb.
|

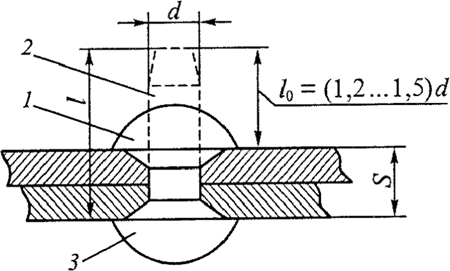 Заклепка представляет собой цилиндрический стержень из пластичного металла, на одном конце которого выполнена головка, называемая закладной. В процессе выполнения операции на второй стороне стержня, устанавливаемого в отверстия соединяемых заготовок, образуется вторая головка заклепки, которую называют замыкающей. Закладная и замыкающая головки в основном бывают полукруглыми и потайными (Рисунок 8.1). Заклепка представляет собой цилиндрический стержень из пластичного металла, на одном конце которого выполнена головка, называемая закладной. В процессе выполнения операции на второй стороне стержня, устанавливаемого в отверстия соединяемых заготовок, образуется вторая головка заклепки, которую называют замыкающей. Закладная и замыкающая головки в основном бывают полукруглыми и потайными (Рисунок 8.1).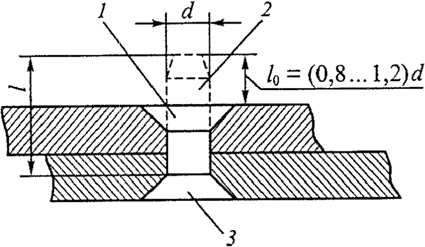 а) б) а — с потайной головкой; б - с полукруглой головкой; I — замыкающая головка; 2 стержень; 3 - закладная головка; l - длина заклепки; d - диаметр заклепки; l0 - длина заклепки под замыкающую головку; S - толщина соединяемых деталей Рисунок 8.1 – Заклепочные соединения Необходимость применения пластичного металла для изготовления заклепок связана с тем, что ее головки образуются в результате пластического деформирования стержня заклепки. При выполнении заклепочных соединений заклепки следует выбирать из того же материала, из которого выполнены детали, подлежащие соединению. Это предупреждает появление гальванических пар, приводящих к коррозии в месте соприкосновения заклепки и детали. Процесс клепки состоит из двух этапов - подготовительного и собственно клепки. Подготовительный процесс включает в себя сверление или пробивку отверстия под заклепку и формирование углубления в нем с помощью зенкования под закладную и замыкающую головки, если это необходимо. Собственно, клепка включает в себя установку заклепки в подготовленное отверстие, натяжку склепываемых заготовок, формирование замыкающей головки и зачистку после клепки. В зависимости от характера заклепочного соединения клепка выполняется холодным (без нагрева) и горячим (с предварительным нагревом заклепки до температуры 1000... 1 100°С) способом. На практике горячая клепка применяется в тех случаях, когда используются стальные заклепки диаметром свыше 12 мм. Формы заклепок Для выполнения заклепочных соединений применяются следующие виды заклепок: с полукруглой головкой, с потайной головкой, с полупотайной головкой, трубчатая, взрывная, разрезная (Рисунок 8.2). Кроме того, применяются заклепки с плоскоконической головкой, с плоской головкой, с конической головкой, с конической головкой и подголовкой, с овальной головкой. В машиностроении наибольшее применение получили заклепки с полукруглыми и цилиндрическими головками (Рисунок 8.2, а, б). Область их применения: В конструкциях, воспринимающих значительные вибрационные и ударныенагрузкипри высоких требованиях к надежности соединения. При изготовлении конструкций из несвариваемых материалов (дюралюминий, текстолит и др.). В соединениях окончательно обработанных деталей, в которых применение сварки недопустимо из-за их коробления при нагреве. Заклепки с потайной и полупотайной головками (Рисунок 8.2, г,д) применяют тогда, когда конструктивно недопустимы выступы головок. Трубчатые заклепки (Рисунок 8.2, ж) применяют в слабонагруженных металлических соединениях, а также в соединениях неметаллических материалов (фибра, текстолит и др.). Замыкающая головка трубчатой заклепки получается развальцовкой свободного конца. Заклепки взрывные имеют в свободном конце стержня углубление (камеру), заполненное взрывчатым веществом, которое защищено от проникновения атмосферной влаги слоем лака. Взрывные заклепки изготовляют диаметром 3,5; 4; 5 и 6 мм из проволоки марки Д18П. Длина стержня взрывных заклепок от 6 до 20 мм, толщина склепываемого пакета от 1,6 — 2,5 до 14,1 —15 мм.     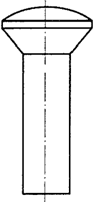 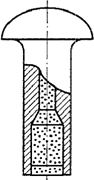 а) б) в) а) б) в) г) д) е) а,б - с полукруглой головкой; г) д) е) а,б - с полукруглой головкой;в - с цилиндрической головкой; г - с потайной головкой д - с полупотайной головкой; е - взрывная; ж - трубчатая ж) Рисунок 8.2 – Типы заклепок Клепку взрывными заклепками осуществляют в тех случаях, когда нет доступа сделать замыкающую головку. Процесс клепки взрывными заклепками отличается от обычной клепки. Здесь в качестве расклепывающего инструмента используется электрический нагреватель. Клепка взрывными заклепками заключается в том, что в отверстие вставляют заклепку, в свободном конце стержня которой имеется камера, заполненная взрывчатым веществом. Легким ударом молотка (в холодном состоянии) заклепку осаживают. Затем на закладную головку накладывают наконечник электрического нагревателя. В течение 2 — 3 с. заклепка нагревается, и при температуре 130—160 °С заряд взрывается, при этом конец стержня сильно расширяется и образует замыкающую головку. Заклепки изготавливаются из углеродистой стали, меди, латуни или алюминия. При соединении металлов подбирают заклепку из того же материала, что и соединяемые элементы. 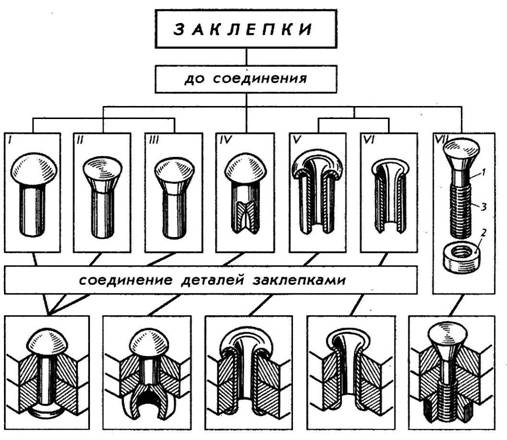 Рисунок 8.3 – Общий вид заклепочных соединений с различными типами заклепок Для обеспечения свободной, но достаточно плотной установки заклепки диаметр отверстия должен быть несколько больше диаметра заклепки (Таблица 8.1). Таблица 8.1 - Размеры заклепок
|