Методические указания для практических занятий по учебной практи. Методические указания для практических занятий по дисциплине учебная практика
 Скачать 6.67 Mb. Скачать 6.67 Mb.
|

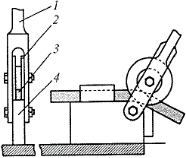 а) 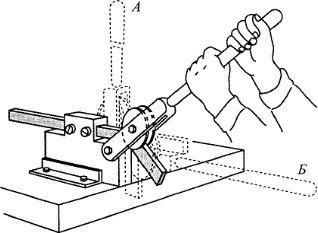 б) б)в - готовая рамка; 1 - рычаг; 2 - ролик; в) 3 - заготовка: 4 - оправка; А Б - соответственно верхнее и нижнее положения рычага Рисунок 9.14 - Приспособление для гибки рамки ножовочного станка Одной из технологически сложных операций является гибка труб. Необходи- мость в гибке труб возникает в процессе сборочных и ремонтных операций. Гибку труб производят как в холодном, так и в горячем состоянии. Для предупреждения появления деформаций внутреннего просвета трубы в виде складок и сплющивания стенок гибку осуществляют с применением специальных наполнителей. Эти осо- бенности обусловливают применение при гибке труб некоторых специфических инструментов, приспособлений и материалов. Приспособления для нагрева труб. Гибку труб в горячем состоянии выполняют после предварительного нагрева токами высокой частоты (ТВЧ). в пламенных печах или горнах, газоацетиленовыми горелками или паяльными лампами непосредственно на месте гибки. Наиболее рациональным методом нагрева является нагрев ТВЧ, при котором нагрев осуществляется в кольцевом индукторе под действием магнитного поля, создаваемого токами высокой частоты. Наполнители при гибке груб выбирают в зависимости от материала трубы, ее размеров и способа гибки. В качестве наполнителей используют: песок - при гибке труб диаметром от 10 мм и более из отожженной стали с радиусом гибки более 200 мм, если она осуществляется и в холодном, и в горячем состоянии; труб диаметром свыше 10 мм из отожженной меди и латуни при радиусе гибки до 100 мм в горячем состоянии; канифоль - при гибке в холодном состоянии труб из отожженных меди и латуни при радиусе гибки до 100 мм. Применение наполнителя при гибке труб не требуется, если они изготовлены из отожженной стали, имеют диаметр до 10 мм и радиус гибки более 50 мм. Гибка в этом случае производится в холодном состоянии. Также без наполнителя гнут в холодном состоянии трубы из латуни и меди диаметром до 10 мм при радиусе гибки свыше 100 мм. Без наполнителя производят гибку труб в специальных приспособлениях, где противодавление, препятствующее появлению деформаций внутреннего просвета трубы, создается другими способами. Простейшим приспособлением для гибки труб является плита, закрепляемая на верстаке или в тисках, с отверстиями, в которых устанавливаются штифты (Рисунок 9.15). Штифты выполняют роль упоров, необходимых при гибке трубы. Применяются также роликовые приспособления различных конструкций. Правила выполнения работ при гибке При изгибании листового и полосового материала в тисках разметочную риску необходимо располагать точно, без перекосов, на уровне губок тисков в сторону изгиба. Полосовой материал толтиной свыше 3,0 мм следует изгибать только в сторону неподвижной губки тисков. При гибке из полос и прутков деталей типа уголков, скоб разной конфигурации, крючков, колец и других деталей следует предварительно рассчитывать длину элементов и общую длину развертки детали, размечая при этом места изгиба. При необходимости использовать мерные оправки. При массовом изготовлении деталей типа скоб необходимо применять оправки, размеры которых соответствуют размерам элементов детали, что исключает текущую разметку мест изгиба. При гибке листового и полосового металла в приспособлениях необходимо строго придерживаться прилагаемых к ним инструкций. При гибке газовых или водопроводных труб любым методом шов должен располагаться внутри изгиба. Практическая работа № 10 Комплексная работа Цель работы: оценка профессиональных навыков по квалификации слесаря второго разряда
Разработка технологического процесса изготовления детали Технологический процесс механической обработки — это часть производственного процесса, непосредственно связанная с изменением формы, размеров или свойств обрабатываемой заготовки, выполняемая в определенной последовательности. Технологический процесс состоит из ряда операций. Операцией называется законченная часть технологического процесса обработки одной или нескольких одновременно обрабатываемых заготовок, выполняемая на одном рабочем месте одним рабочим или бригадой. Операция начинается с момента установки заготовки на станок и включает всю последующую ее обработку и снятие со станка. Операция является основным элементом при разработке, планировании и нормировании технологического процесса обработки заготовок. Операцию выполняют за одну или несколько установок заготовки. Установка — часть технологической операции, выполняемая при неизменном закреплении обрабатываемых заготовок. В установке выделяют отдельные позиции заготовки. Позиция — фиксированное положение, занимаемое закрепленной заготовкой совместно с приспособлением относительно инструмента или неподвижной части оборудования для выполнения определенной части операции. Технологическая операция может быть выполнена за один или за несколько переходов. Переходом называется часть операции, которая характеризуется постоянством режущего инструмента, режима обработки и обрабатываемой поверхности. В свою очередь, переход может подразделяться на более мелкие элементы технологического процесса — проходы. В процессе прохода снимается слой материала без изменения настройки. Разработка всех указанных элементов технологического процесса во многом зависит от характера заготовки и величин припусков на ее обработку. Заготовка — это предмет производства, из которого изменением формы, размеров, шероховатости и свойств материала изготовляют деталь. Заготовки производят в литейных цехах (отливки), кузнечных (поковки, штамповки) или в заготовительных (нарезают из проката). Способ производства заготовок зависит от конструктивных требований к деталям, свойств материала и т. д. При разработке технологического процесса важно правильно выбрать технологические (установочные и измерительные) базы. Под установочной базой понимают поверхность заготовки, на которой она закрепляется и по которой ориентируется относительно станка и режущего инструмента. Установочная база, используемая на первой операции, называется черновой базой, а база, которая образовалась в результате начальной обработки и используется для закрепления и ориентировки заготовки при дальнейшей обработке — чистовой базой. Измерительными базами называются поверхности заготовки, от которых производится отсчет размеров при контроле результатов обработки. При выборе технологических баз руководствуются правилами единства и постоянства баз. Согласно первому правилу в качестве установочных и измерительных баз нужно по возможности использовать одни и те же поверхности. Второе правило требует, чтобы от одной базы обрабатывалось как можно большее число поверхностей. Соблюдение этих правил обеспечивает более высокую точность обработки. За черновую установочную базу обычно принимают ту поверхность, которая в дальнейшем не подлежит обработке или имеет наименьший припуск на обработку. Это позволяет избежать брака из-за недостаточного припуска на эту поверхность. Поверхности, выбранные в качестве установочных баз, должны позволять надежно закреплять заготовку. Разработка технологического процесса начинается с анализа исходных данных — рабочего чертежа и размеров партии деталей (количества подлежащих обработке заготовок одного наименования). При этом учитывают наличие оборудования, приспособлений и т. д. Исходя из рабочего чертежа и размеров партии, определяют род и размеры заготовки. Так, для единичного производства заготовки обычно нарезают из сортового или листового металла (в этом случае слесарь должен определить размеры заготовки с учетом припусков на обработку). При серийном и массовом производстве заготовки, как правило, получают с помощью литья, свободной ковки или штамповки. Для выбранной заготовки намечают технологические базы: сначала — черновую, затем — базу для чистовой обработки. На основе типовых технологических процессов определяют последовательность и содержание технологических операций по обработке конкретной детали. Когда последовательность обработки определена и операции намечены, для каждой из них подбирают необходимое оборудование, технологическую оснастку (рабочие и измерительные инструменты, приспособления) и вспомогательные материалы (средства для окраски заготовок при разметке, охлаждающе-смазочные материалы и т. д.). В случае обработки деталей на станках рассчитывают и назначают режимы обработки. Затем технологический процесс нормируют, т. е. определяют норму времени на выполнение каждой технологической операции. Оформление технологической документации Карта технологического процесса является технологическим документом, содержащим описание процесса изготовления, сборки или ремонта изделия (включая контроль и перемещения) по всем операциям одного вида работ, выполняемых в одном цехе, в технологической последовательности с указанием данных о средствах технологического оснащения, материальных и трудовых нормативах. В ней определяются также место работы, вид и размеры материала, основные поверхности обработки детали и ее установка, рабочий инструмент и приспособления, а также продолжительность каждой операции. Технологический процесс разрабатывается на основе чертежа, который для массового и крупносерийного производства должен быть выполнен очень детально. При единичном производстве часто дается только маршрутный технологический процесс с перечислением операций, необходимых для обработки или сборки. Время, необходимое для изготовления изделия при единичном и мелкосерийном производстве, устанавливается приблизительно на основе хронометража или принятых норм, а при крупносерийном и массовом производстве – на основе расчетно-технических норм. Единая Система Технологической Документации (ЕСТД) устанавливает виды и формы технологических документов: маршрутной карты, карты технологического процесса, операционной карты, карты эскизов и схем и др. Правила оформления технологических документов строго регламентированы. Основным документом, определяющим технологический процесс изготовления детали, является маршрутная карта (МК). В ней содержится описание технологического процесса изготовления или ремонта изделия по всем операциям в технологической последовательности и приводятся данные об оборудовании, технологической оснастке, материальных и трудовых нормативах. Формы и правила оформления МК приведены в ГОСТ 3.1118-82. Пример оформления маршрутной карты на изготовление детали приведен на Рисунке 10.1 В единичном и мелкосерийном производстве часто нет необходимости в подробном описании технологического процесса, достаточно установить только последовательность технологических операций. Для этих целей предусмотрена упрощенная форма МК. Для работ одного вида, выполняемых в одном цехе (например, ковка, штамповка и т. д.), вместо маршрутной карты предусмотрена в качестве основного документа карта технологического процесса (КТП) (Рисунок 10.2). Для серийного и массового производства, где необходимо разрабатывать технологический процесс более подробно, установлена операционная карта (ОК) (Рисунок 10.3). Она содержит описание технологической операции с указанием переходов, режимов обработки, данные об инструментах, приспособлениях и другой технологической оснастке. |