В.В. Иванов. Методические указания к контрольно-курсовой работе по дисциплине «Инструментальные сист. В.В. Иванов. Методические указания к контрольно-курсовой работе. Методические указания к контрольнокурсовой работе по дисциплине
 Скачать 44.23 Mb. Скачать 44.23 Mb.
|

|
Кроме того, путаная стружка является одной из самых распространенных причин производственного травматизма при работе на станках с ручным управлением. Сложность проблемы дробления стружки для тех или иных условий производства привела к появлению множества методов её решения. Однако следует отметить, что в настоящее время наиболее удачно она решается на основе использования СМП. В сочетании с режимами резания, а в некоторых случаях и схемой срезания припуска, геометрия передней поверхности СМП позволяет получить приемлемую форму стружки для каждого конкретного случая обработки. Некоторые формы передних поверхностей СМП, выпускаемых САНДВИК - МКТС, приведены на рис. 7.2.
Степень дробления стружки принято оценивать объемным коэффициентом, представляющим собой отношение объема стружки к объему снятого металла [3]. С измельчением стружки, величина этого коэффициента уменьшается, однако, он никогда не будет равен единице. В таблице 7.1 приведены значения объемных коэффициентов для различных видов стружки, которые встречаются в реальных условиях производства. Таблица 7.1 Объемные коэффициенты различных видов стружки
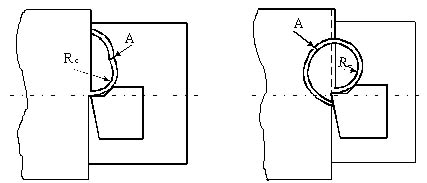
Исследованиями установлено, что стабильное дробление стружки на стадии в виде полуколец, заключается в следующем. Сходя по передней поверхности, стружка завивается в виток, радиусом R, свободный конец которого упирается либо в поверхность резания, либо в главную заднюю поверхность. Схематично это представлено на рис.7.3. Под воздействием вновь образующихся элементов и реакции со стороны поверхности резания (главной задней поверхности) виток стремится разогнуться, что приводит к увеличению его радиуса. В результате этого слои прирезцовой стороны стружки сжимаются, а слои свободной поверхности, напротив, растягиваются. При достижении напряжений, превосходящих значения предела прочности материала стружки, происходит разрушение витка (в точке А на рис.7.3). Взаимодействие свободного конца стружки с поверхностью резания либо с главной задней поверхностью зависит от угла схода стружки по отношению к главной режущей кромке, а также от высоты бурта, образованного поверхностью резания. В том случае, когда стружка сходит практически по нормали к главной режущей кромке, то её дробление происходит в соответствии со схемой а на рис.7.3.
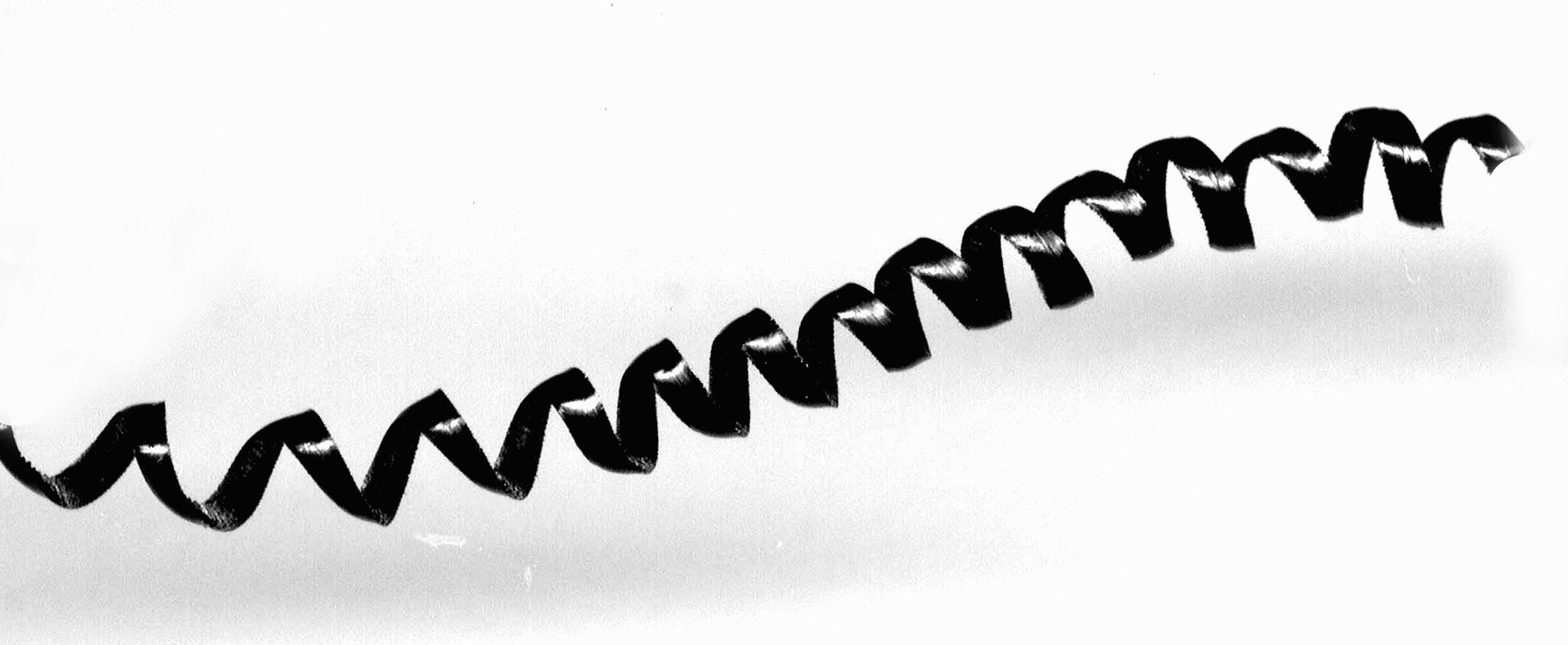
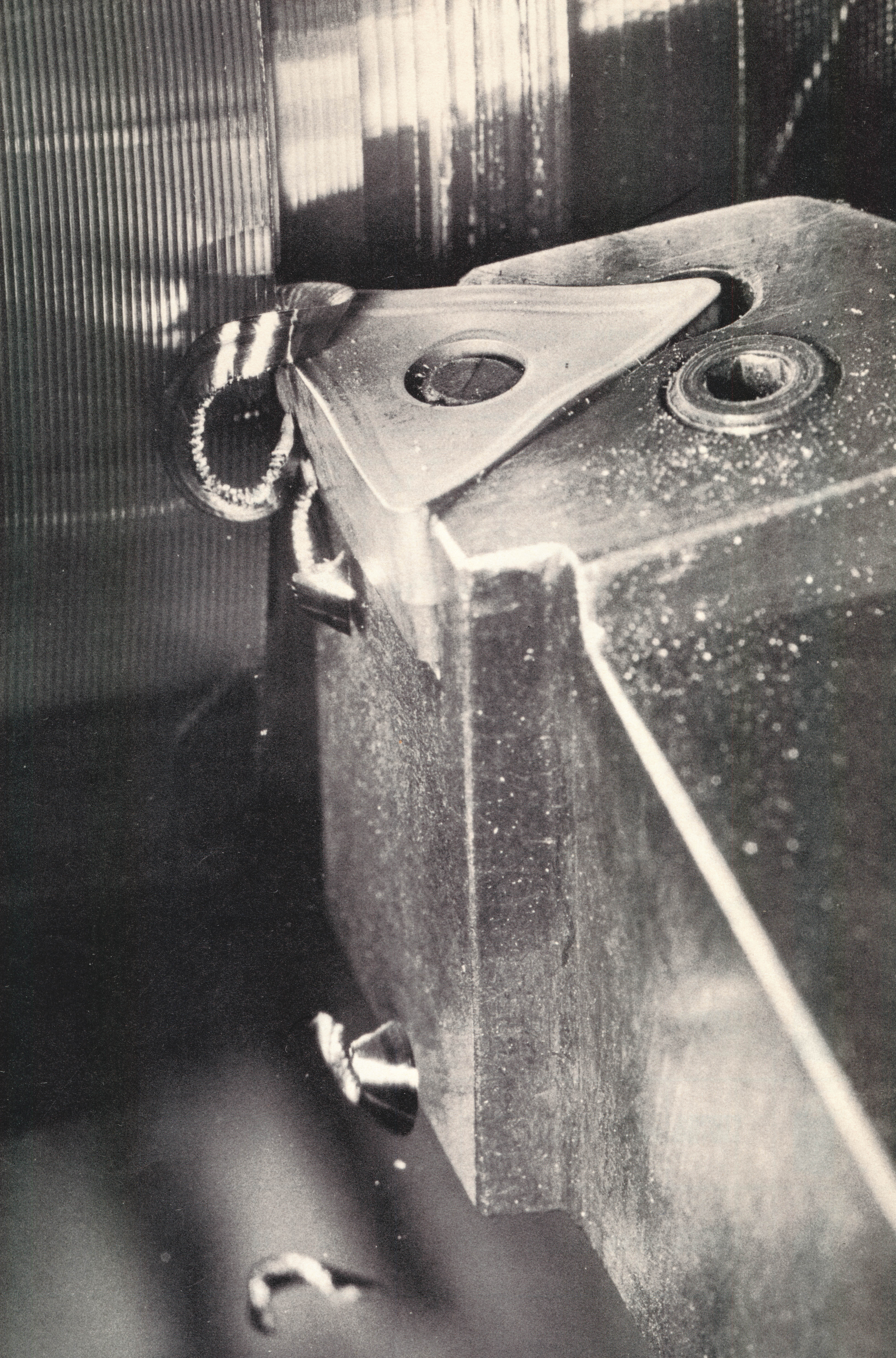
На рис.7.4 с помощью цифровой видеокамеры зафиксирован момент образования такой стружки.
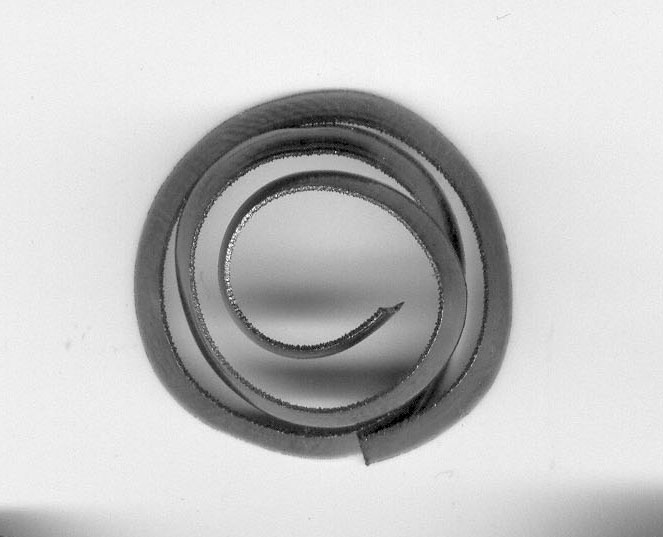
Однако в большинстве случаев дробление осуществляется по схеме б, что представлено на рис 7.5.
Также известно, что процесс дробления стружки во многом определяется диаметром витка стружки и формой её поперечного сечения [4]. Геометрия передней поверхности современных СМП как раз и позволяет управлять этими параметрами стружки. Для облегчения выбора стружкодробящей геометрии на современных формах СМП введена её балльная оценка [6]. Балл «5» соответствует наивысшей оценке, балл «0» свидетельствует о неспособности геометрии СМП обеспечить дробление стружки при тех или иных условиях обработки. В таблице 7.2 приведена балльная оценка стружкодробящей способности СМП, выпускаемых САНДВИК-MKTC и предназначенных для обработки материалов группы Р. Таблица 7.2 | ||||||||||||||||||||||||||||||||