В.В. Иванов. Методические указания к контрольно-курсовой работе по дисциплине «Инструментальные сист. В.В. Иванов. Методические указания к контрольно-курсовой работе. Методические указания к контрольнокурсовой работе по дисциплине
 Скачать 44.23 Mb. Скачать 44.23 Mb.
|

|
1. Первая буква в обозначении обозначает способ крепления СМП в резцовой державке. Стандартом предусмотрено четыре основных способа крепления, которые представлены в таблице 4.1. Таблица 4.1 Способы крепления СМП на резцах
2. Вторая буква характеризует форму СМП. Этот пункт подробно рассмотрен в разделе 2. 3. Третья буква характеризует главный угол в плане φ. Наиболее типовые державки и углы в плане приведены в таблице 4.2. Таблица 4.2 Обозначение главного угла в плане
4. Четвертая буква в обозначении характеризует величину заднего угла α на СМП. Этот пункт подробно рассмотрен в разделе 3. 5. Пятая буква характеризует исполнение державки резца по направлению движения подачи. Это также было рассмотрено в разделе 3. 6. Шестой символ в виде двух цифр характеризует высоту Н державки резца. Как и при кодировании СМП, если размер определяет однозначная цифра, перед ней ставят ноль, например, при Н=8мм, в обозначении указывают 08. 7. Седьмой символ характеризует ширину В державки резца. Здесь полная аналогия с предыдущим пунктом. 8. Восьмой буквенный символ характеризует длину L резца(см.табл. 4.3.). Таблица 4.3 Обозначение длины L резца
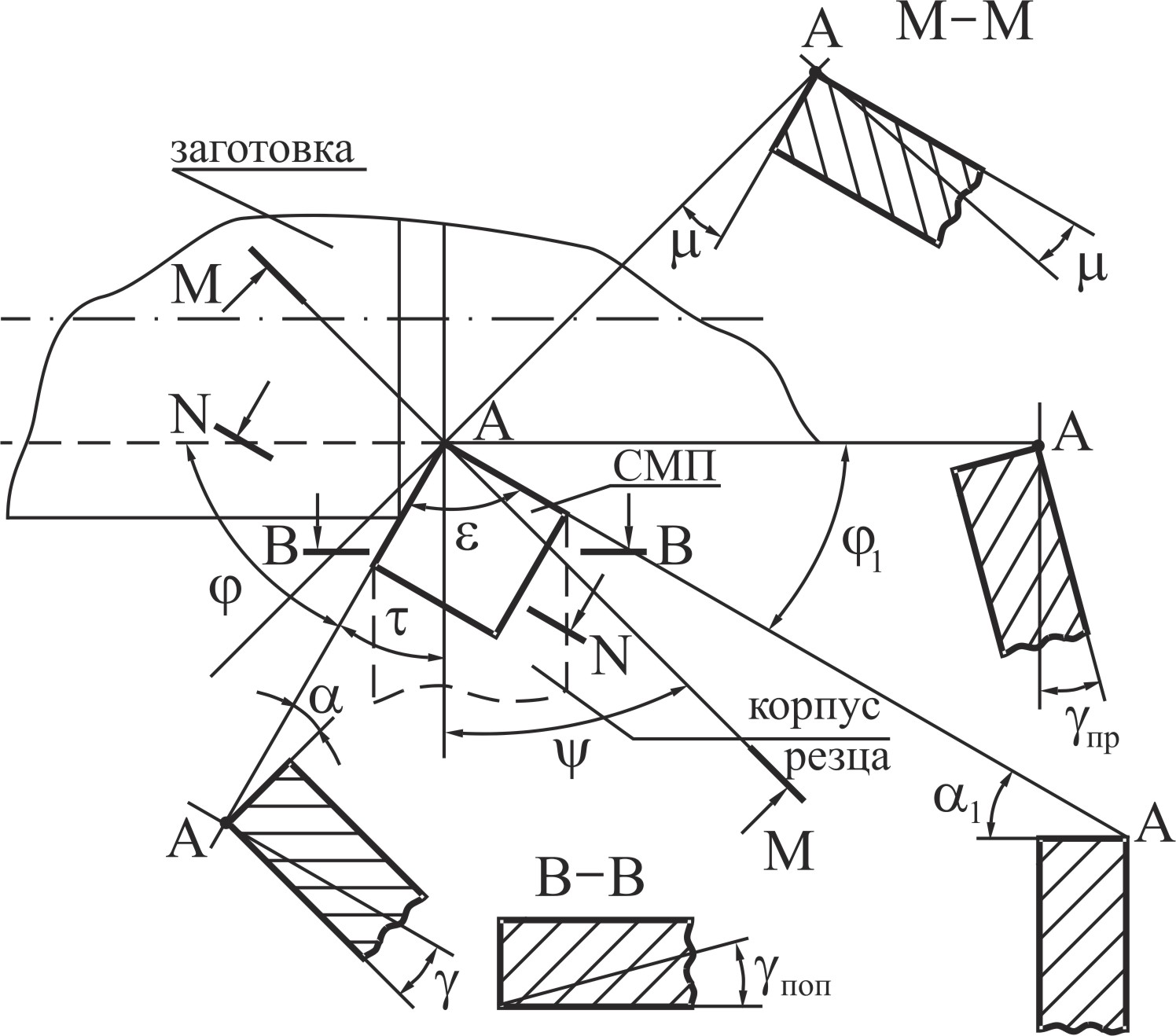
9. В девятом пункте обозначения дается информация о длине режущей кромки, что подробно рассмотрено в соответствующем пункте для СМП. 10. В последнем десятом пункте кода предусмотрена информация об особых обозначениях изготовителя. По аналогичному принципу в стандарте ISO строится обозначение и для других типов токарных резцов: расточных, резьбовых, канавочных. К базированию СМП в корпусе инструмента предъявляют ряд требований: обеспечение точного позиционирования и предохранение от выкрашивания режущих кромок, примыкающих к базовым поверхностям корпуса. Для токарных резцов наилучшего позиционирования достигают при линейном контакте по задней поверхности СМП ниже режущей кромки (рис.4.1.)
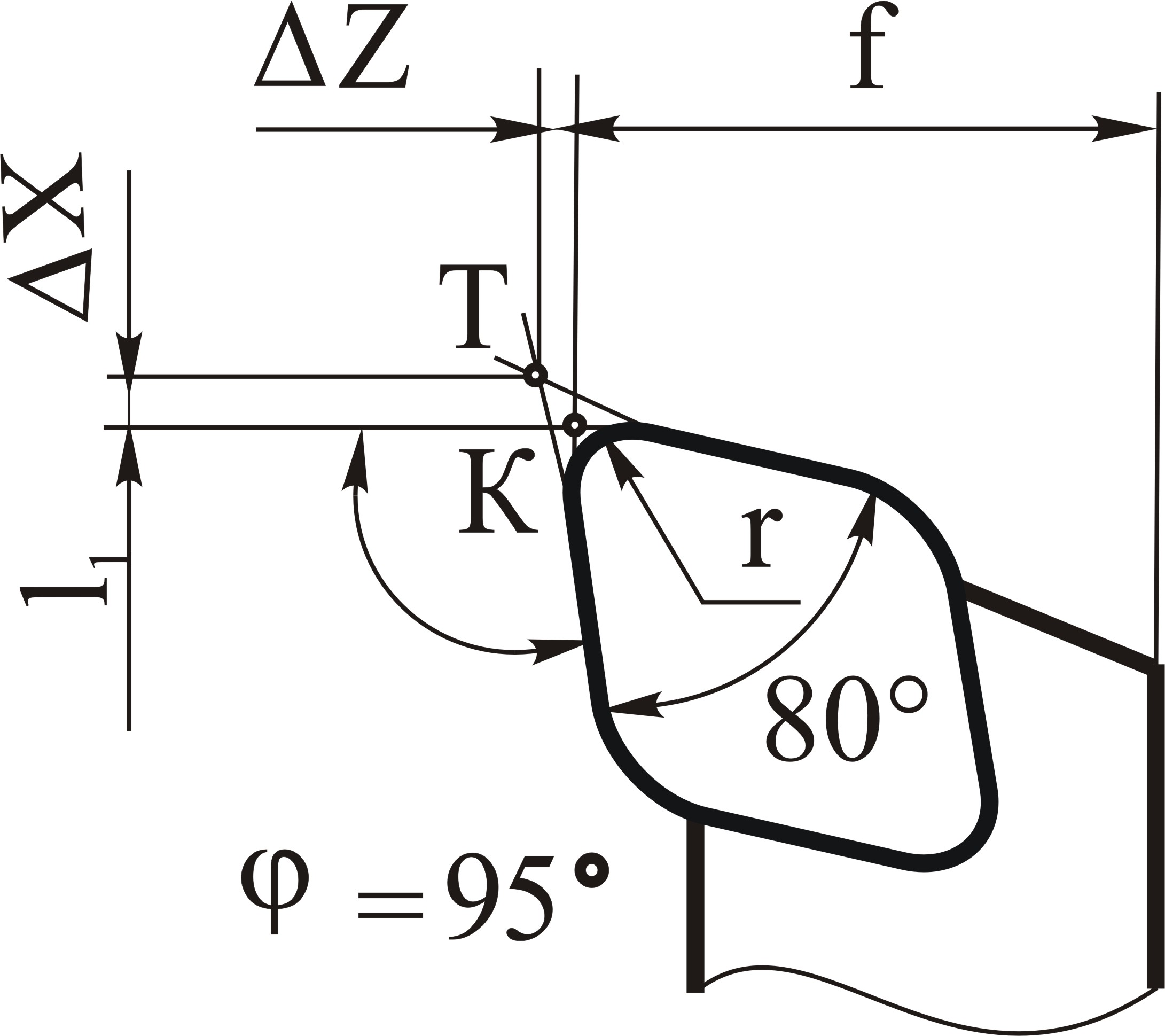
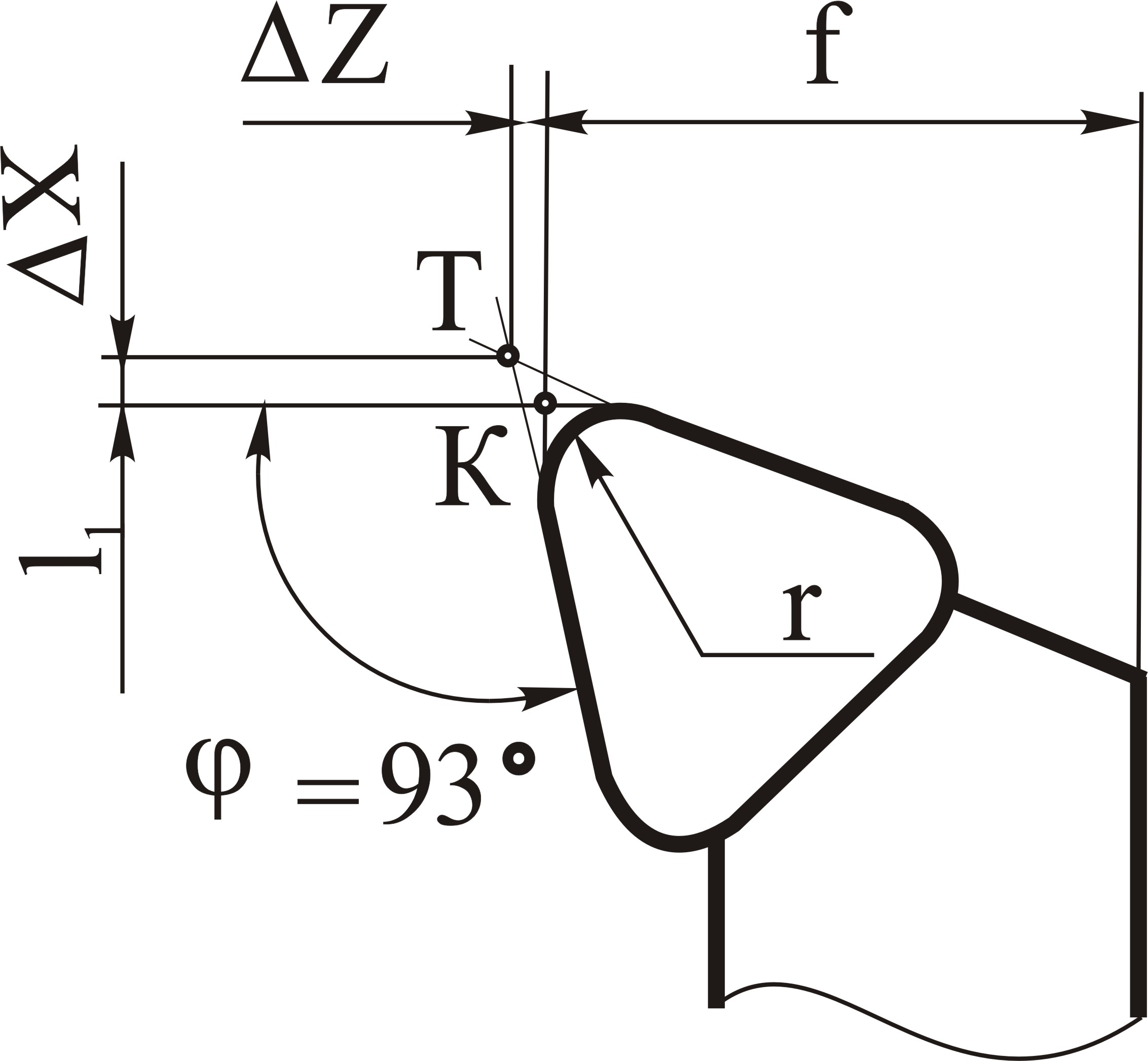
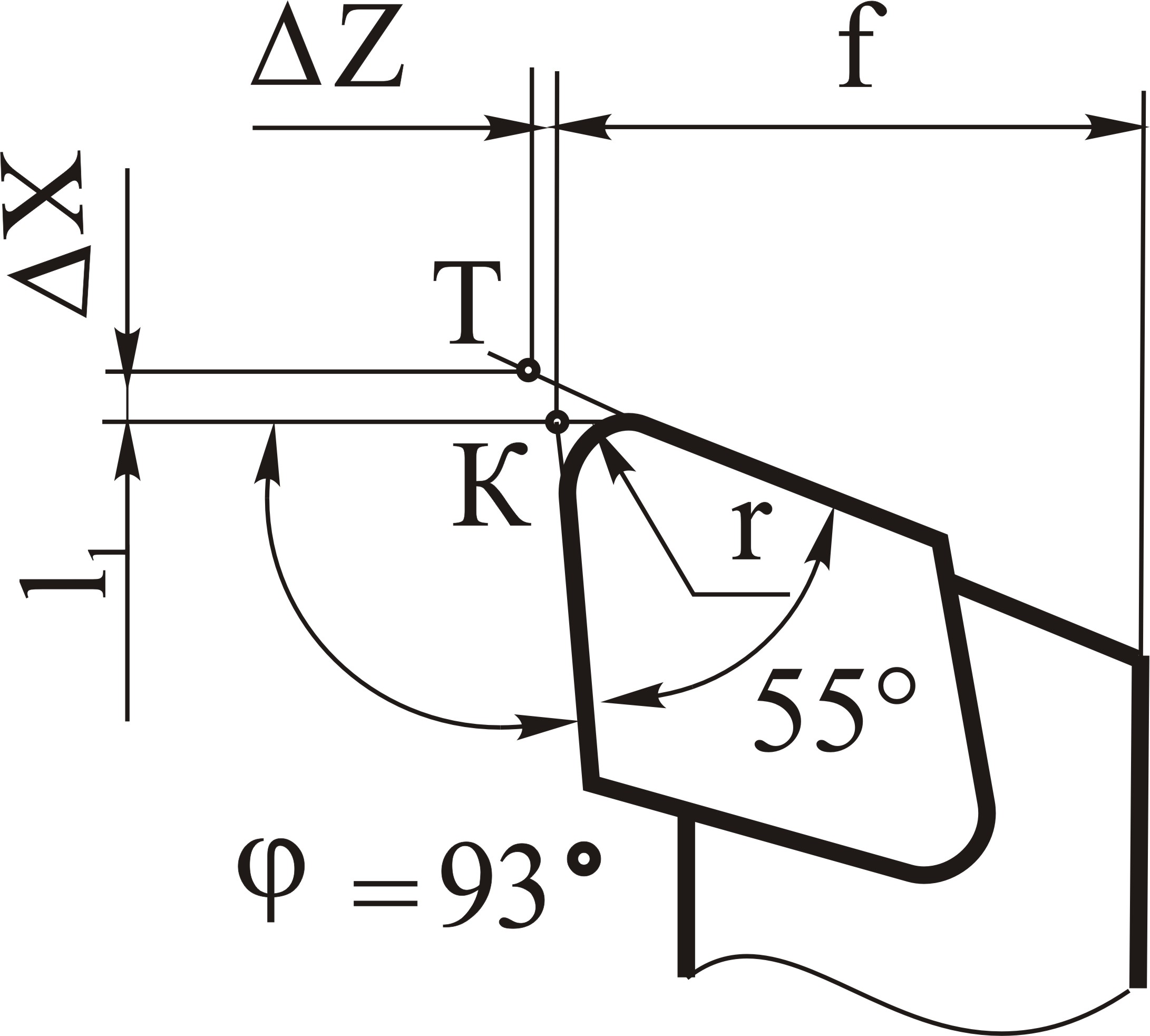
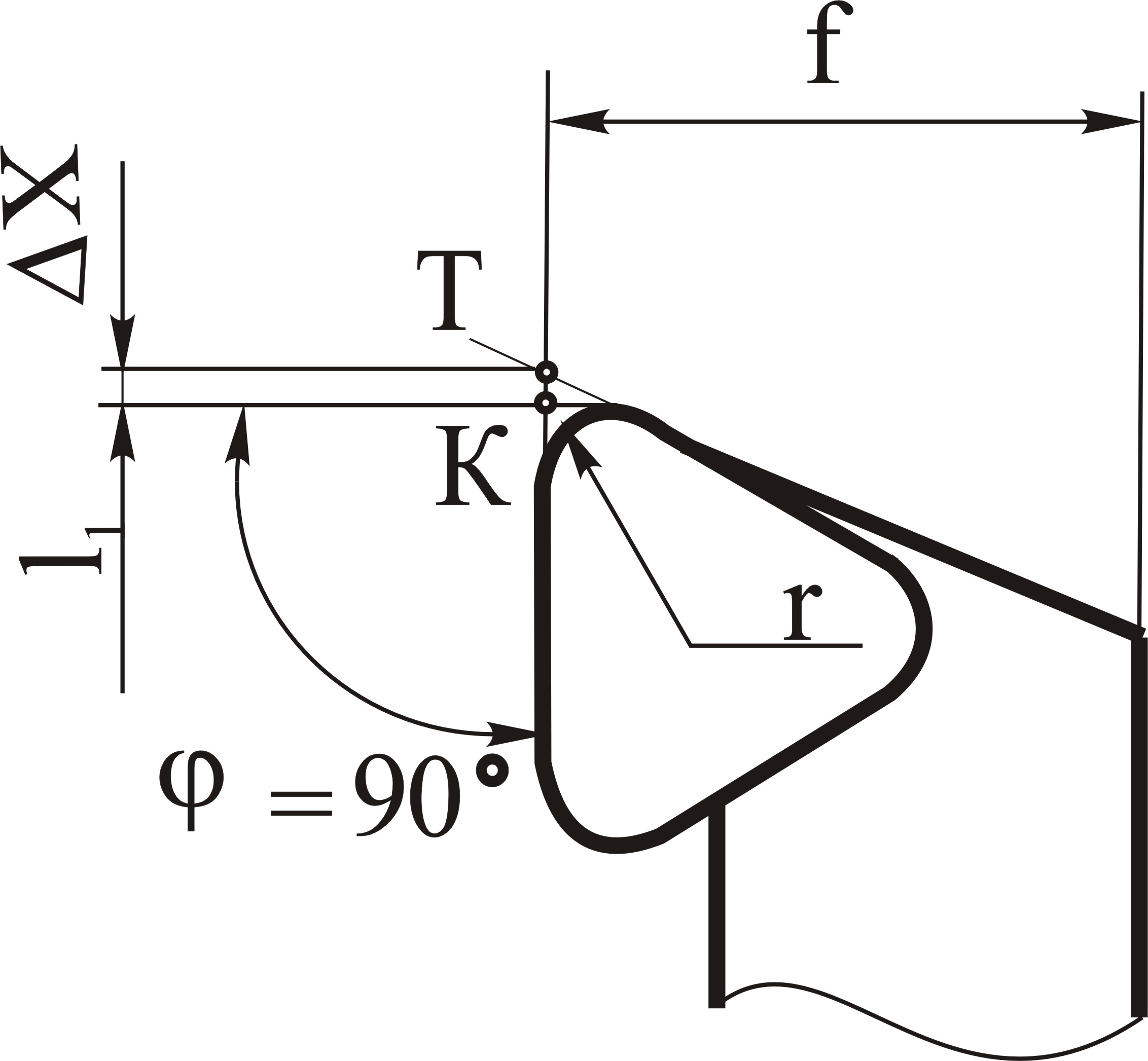
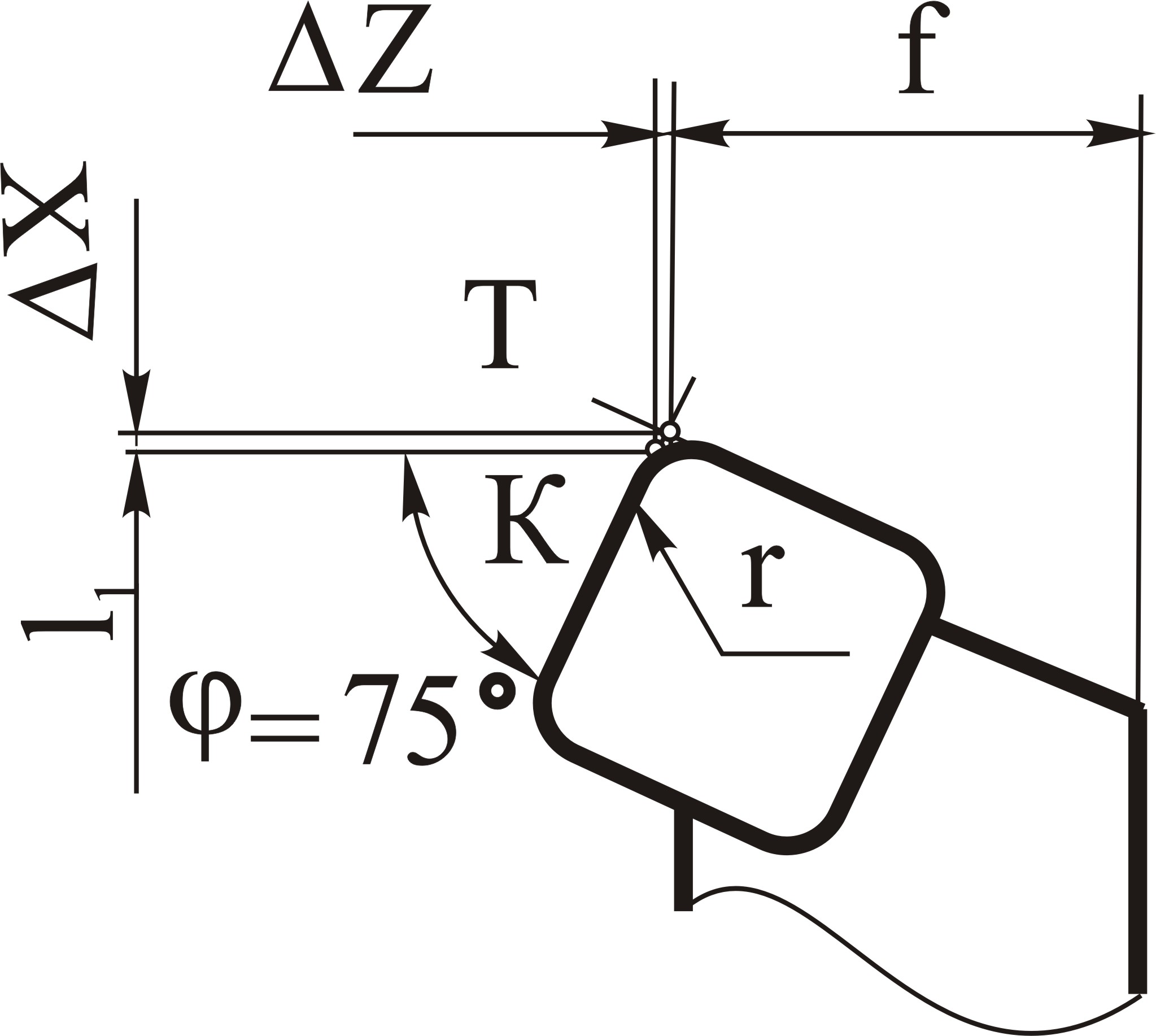
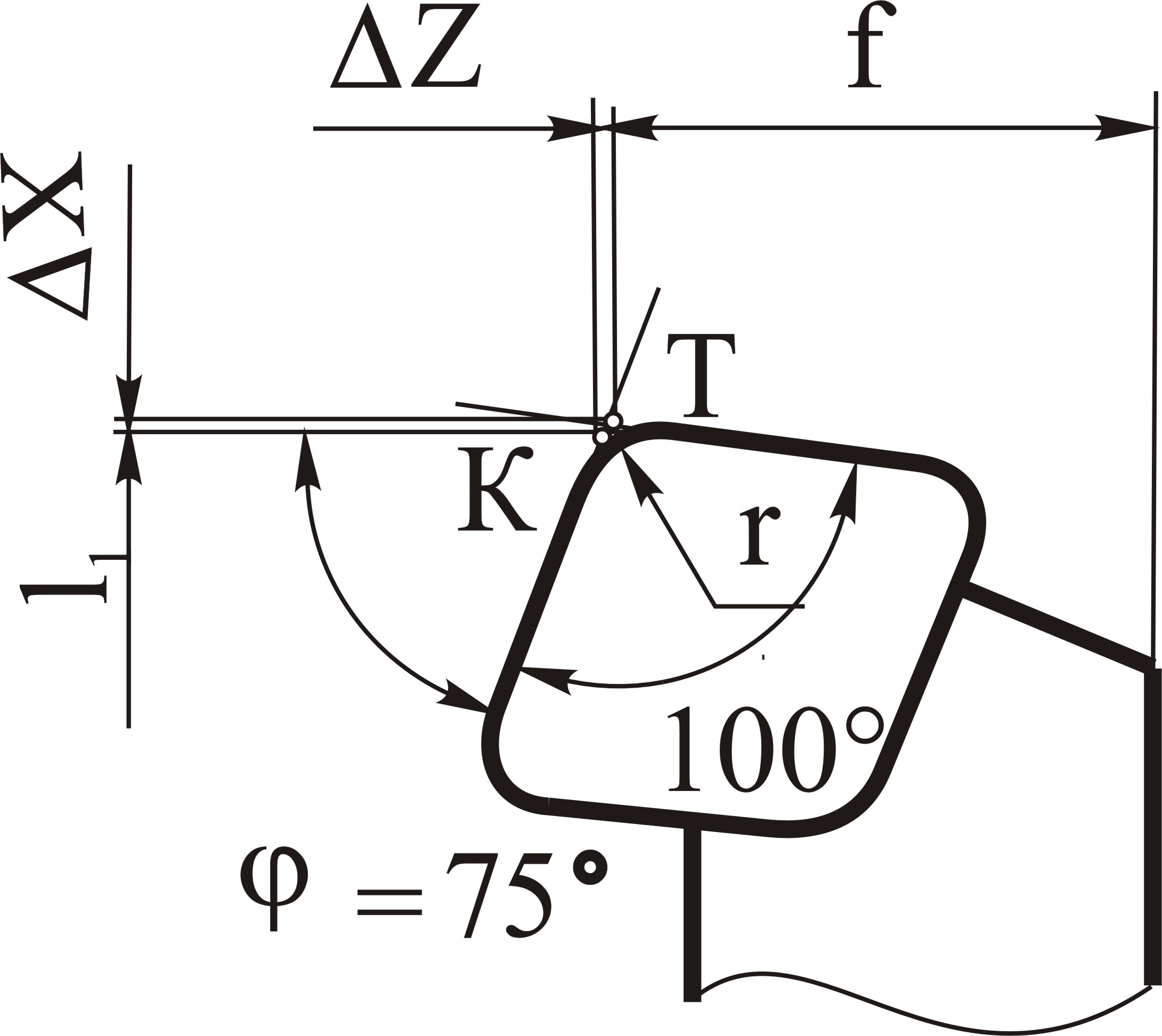
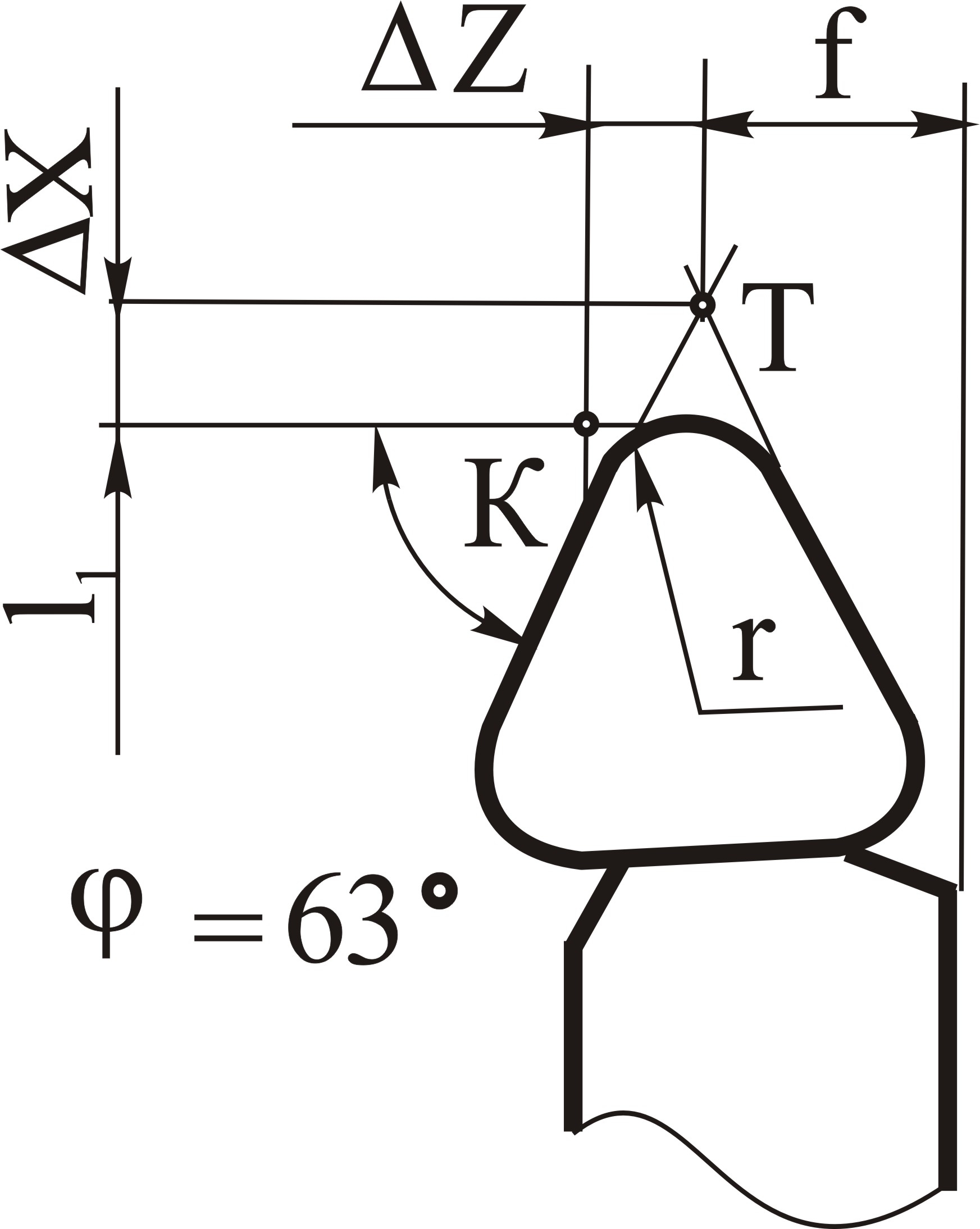
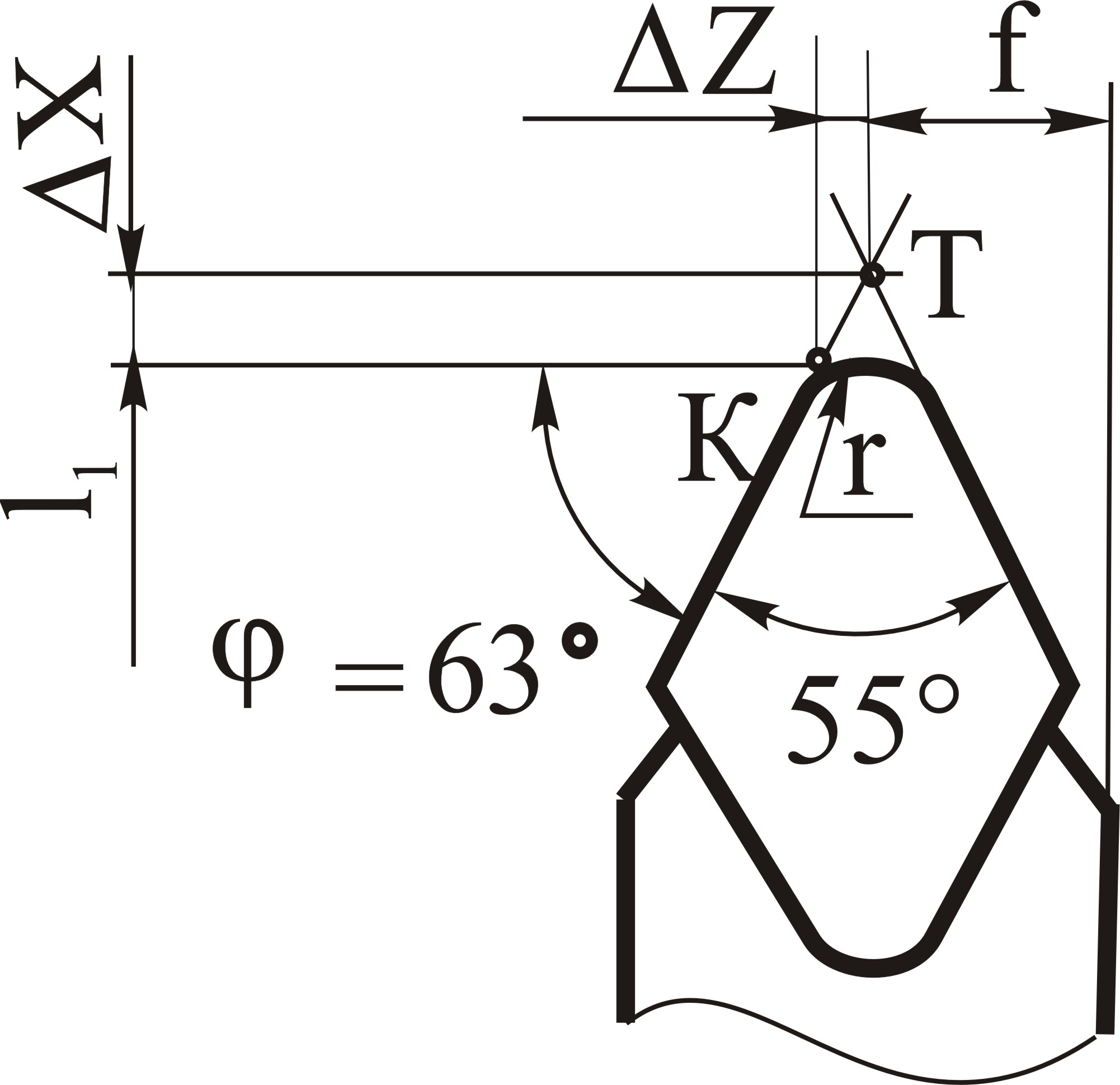
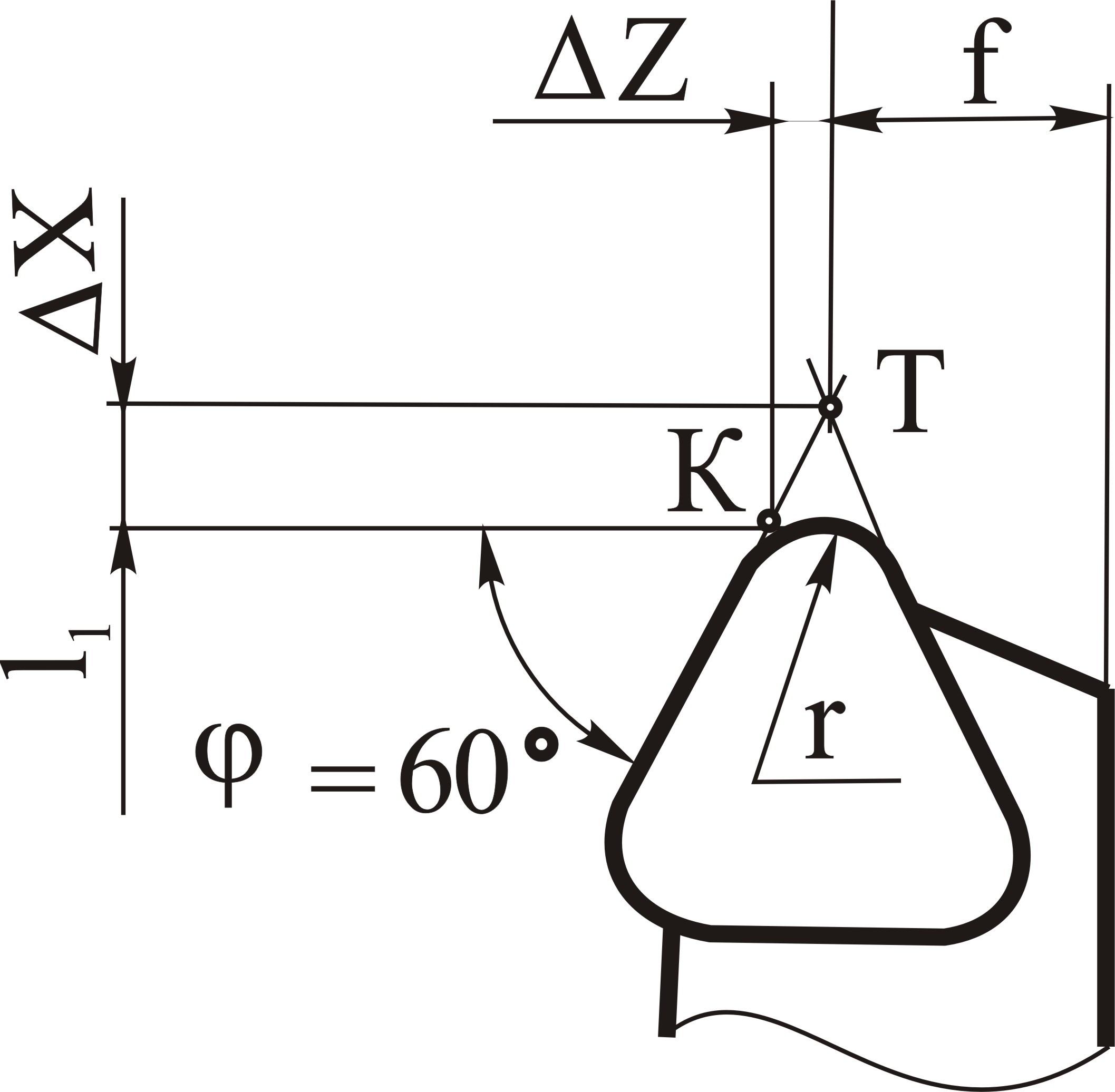
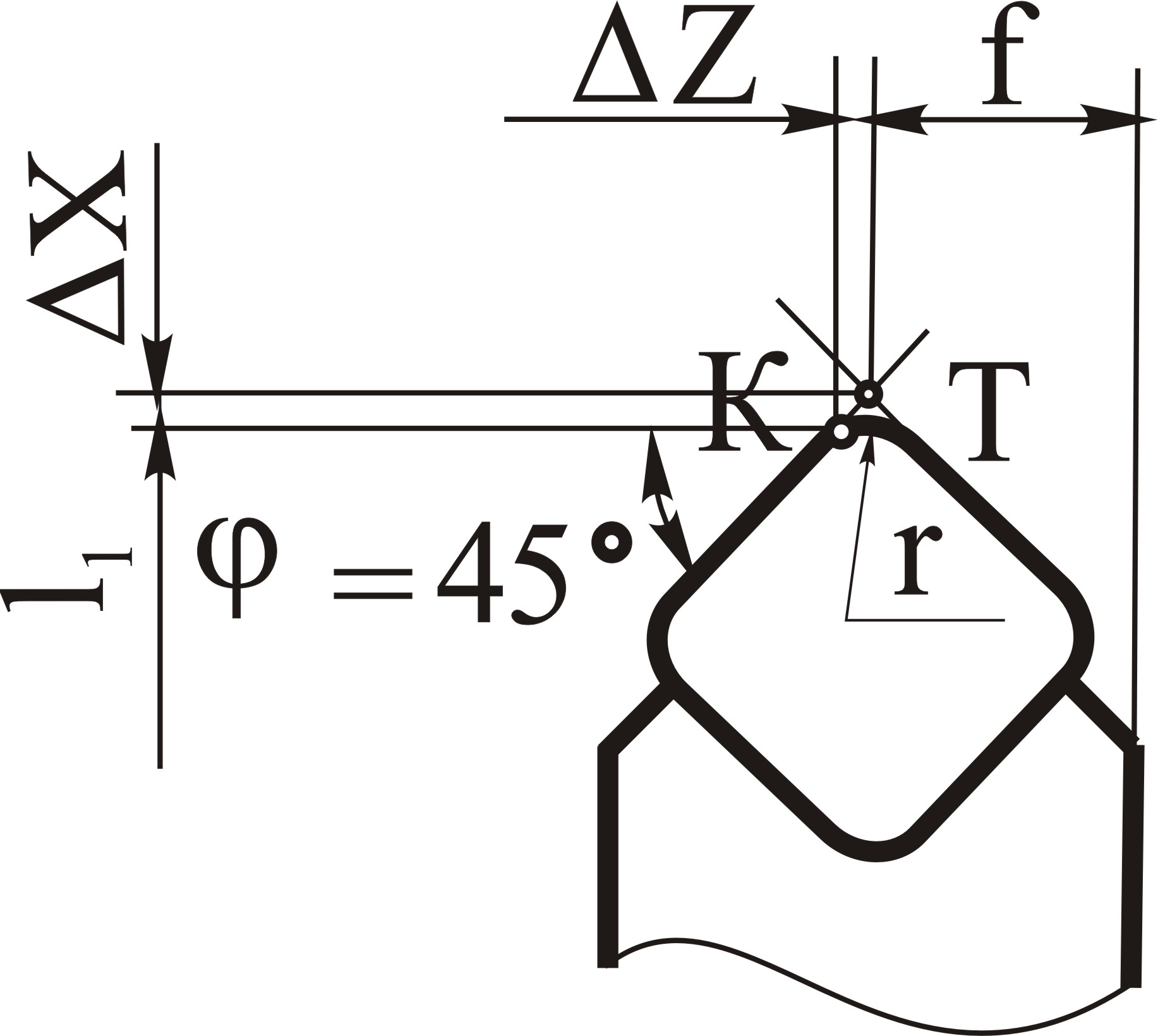
Число граней n СМП в резцовой державке определяется выражением: n = 360/(φ+φ1) (4.1.) где φ и φ1 - соответственно заданные главный и вспомогательный углы в плане. Дробное значение n округляют до целого, изменяя φ1, который должен быть в пределах 5-30º. Положение плоскости ММ относительно главной режущей кромки определяется углом τ: tgτ = (tgαsinε)/(tgα1+tgαcosε) (4.2.) Угол при вершине СМП εопределяется выражением: ε= 180 (n -2)/n (4.3.) Угол наклона СМП μ в корпусе инструмента, измеренный в плоскости ММ можно определить как: tg μ = tg α / sin τ (4.4) Важнейшим фактором, определяющим точность изготовления гнезда, является оборудование и технологическая оснастка, применяемые для выполнения этой операции. Использование прецезионных станков с ЧПУ хотя и связано с большими капитальными затратами, обеспечивает высокое качество инструмента. Обычные универсальные тиски к фрезерным станкам допускают наклон резцовой державки в двух взаимно перпендикулярных направлениях и поворот в горизонтальной плоскости. Поэтому, если задан передний угол γ в главной секущей плоскости NN, его необходимо трансформировать на углы γпр и γпоп продольном и поперечном направлениях соответственно (см. рис.4.2): tg γпр = tg γ cos φ (4.5) tg γпоп= tg γ sin φ (4.6) Аналогичным образом пересчитывают задний угол α в α пр и α поп . При наличии сферических (глобусных) тисков, допускающих наклон резцовой державки на угол γ в любом заданном сечении, отпадает необходимость в пересчете. Опыт показывает, что в технологическую документацию целесообразно раздельно вносить обозначение корпуса резца и СМП. Это создает благоприятные предпосылки для унификации и сокращения запаса корпусов на складе. В одном и том же корпусе можно закреплять СМП из различных твердых сплавов, различной степени точности, с различными радиусами при вершине и различной формой передней поверхности. Рациональная система инструментального хозяйства предусматривает возможность раздельной закупки необходимого числа корпусов, запасных частей к ним и СМП нужного ассортимента. При разработке управляющих программ для станков с ЧПУ токарной группы, нередко возникает необходимость пересчета координат, определяющих положение вершины резца с изменением радиуса r при вершине СМП. В связи с этим, в таблице 4.4 приведены значения коррекции ∆Z и ∆X на положение вершины резца для наиболее употребляемых типов резцов и форм СМП в том случае, если в качестве программируемой точки движения резца принята его теоретическая вершина. Таблица 4.4. Влияние закругления режущей кромки на расчетное положение теоретической вершины резца
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||