В.В. Иванов. Методические указания к контрольно-курсовой работе по дисциплине «Инструментальные сист. В.В. Иванов. Методические указания к контрольно-курсовой работе. Методические указания к контрольнокурсовой работе по дисциплине
 Скачать 44.23 Mb. Скачать 44.23 Mb.
|

Обозначение заднего угла на СМП
3. Третья буква обозначения характеризует степень точности изготовления СМП. Для оснащения многолезвийных инструментов требуются более точные СМП, чем для однолезвийных. Кроме того, более точные СМП на однолезвийных инструментах позволяют осуществлять бесподналадочную смену при их затуплении. Стандартом ISO предусмотрено 11 классов точности. Точность СМП для токарной обработки регламентирована, в основном, тремя классами: G (высокая точность), M (средняя точность) и U (нормальная точность). В таблице 3.3 приведены предельные отклонения на толщину s СМП и диаметр вписанной окружности d, в зависимости от класса точности. Таблица 3.3 Предельные отклонения размеров s и d для СМП форм H, O, P, R, S, T, C, E, V, W
Предельные отклонения размера d для классов точности M и U зависят от его номинального значения. 4. Четвертая буква обозначения характеризует конструктивные особенности СМП, которые, в основном, касаются элементов для крепления СМП на корпусе инструмента и наличия стружкозавивающих канавок. Буквы кода ISO, обозначающие конструктивные особенности СМП, приведены в таблице 3.4. Таблица 3.4 Обозначение конструктивных особенностей СМП
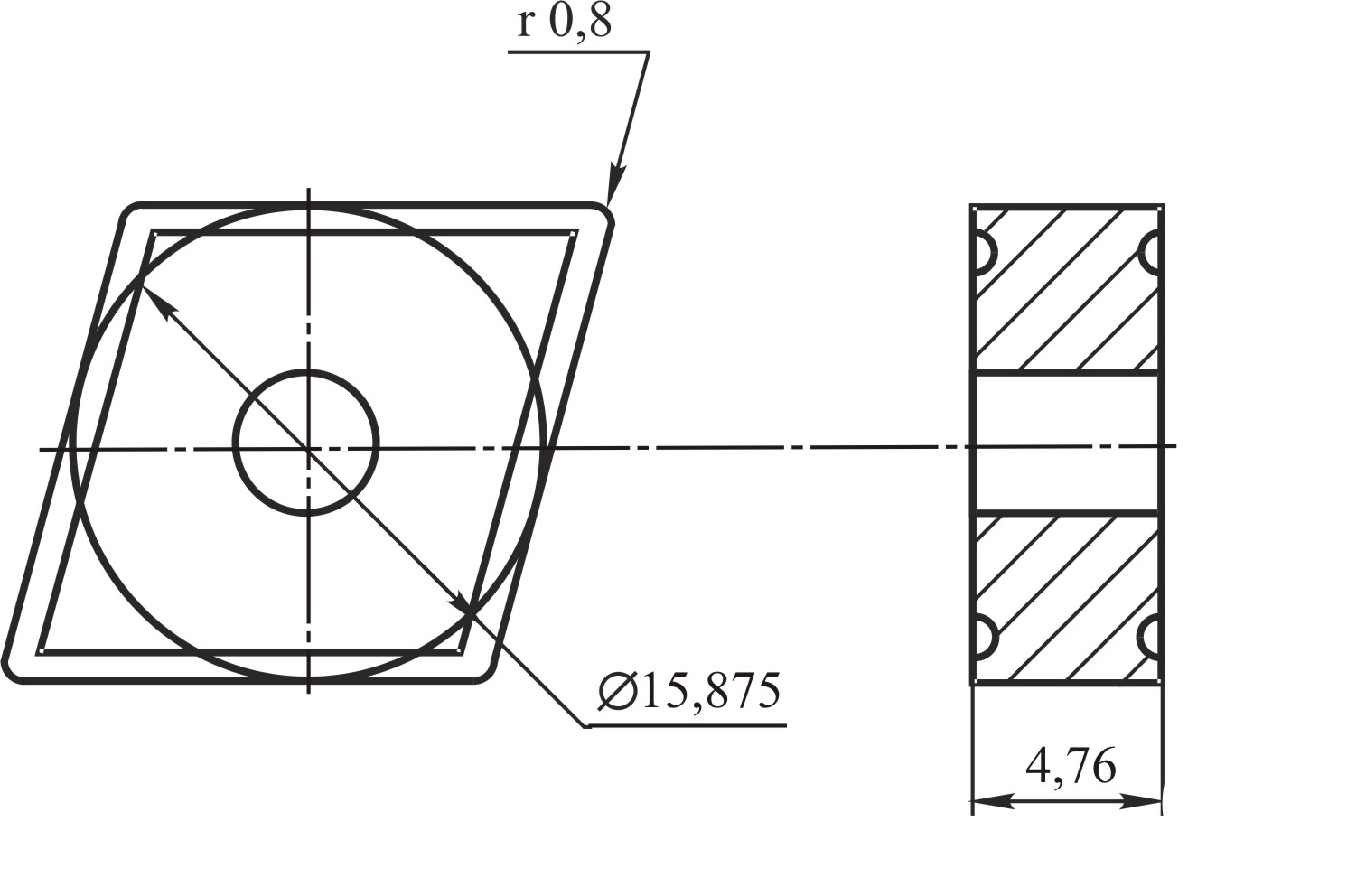
5. Пятый символ в виде двух цифр, характеризующих размер СМП по длине режущей кромки, выражается только целым числом. Так, длина режущей кромки 6,35 обозначается как 06 (знаки после запятой отбрасываются). Причем, если цифра однозначная, то перед ней добавляется ноль. Для СМП круглой формы (R) указывается её диаметр. Обозначение длины режущей кромки в зависимости от формы СМП и диаметра вписанной окружности d представлено в таблице 3.5. Таблица 3.5 Обозначение длины режущей кромки.
6. Шестой символ в виде двух цифр характеризует толщину СМП. Принцип образования этого обозначения такой же, как и для длины режущей кромки. Обозначение толщины СМП представлено в таблице 3.6. Таблица 3.6 Обозначение толщины СМП
7. Седьмой символ в виде двух цифр характеризует радиус при вершине СМП. Эти цифры указывают, сколько десятых долей миллиметра имеет данный радиус. Например, радиус 0,4мм обозначают 04, радиус 1,6мм - 16 и т.д. Для пластин круглой формы в этом месте ставят два нуля. Стандартные значения радиусов и их обозначения приведены в таблице 3.7. Таблица 3.7 Обозначения радиуса при вершине СМП
8. Восьмой буквенный символ несет информацию об исполнении режущей кромки. Расшифровка обозначения приведена в таблице 3.8. Таблица 3.8. Обозначение исполнения режущей кромки
Острые режущие кромки (F) предназначены для чистовой обработки. Исполнения Е, Т, S упрочняют режущую кромку и предназначены для черновой обработки. 9. Девятый буквенный символ характеризует направление подачи, с которым может работать СМП, установленная в резцовую державку. Расшифровка обозначения направления подачи приведена в таблице 3.9. Таблица 3.9. Обозначение направления подачи
10. Последний, десятый пункт кода СМП предназначен для особых обозначений изготовителя. Как правило, это информация о стружкодробящей геометрии передней поверхности СМП.
4. Токарные резцы с СМП Среди инструмента с СМП группа токарных резцов наиболее представительна. Учитывая большое число фирм-изготовителей этого инструмента и пестроту его обозначения, ISO предпринята попытка создать единую систему кодирования токарных резцов общего назначения, в которую составной частью входят отдельные символы из обозначения СМП. Например, PCLNR 1616 H 12. Представим эту запись так:
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||