|
|
Печатные платы. Методические указания по выполнению курсовых и дипломных проектов. Москва 2009 г. Удк 658. 5(075. 8)
1.8. Поверочные расчеты ПП
После размещения компонентов и трассировки соединений ПП выполняют поверочные расчеты, чтобы выявить недостатки и внести коррективы до изготовления фотошаблонов и ПП.
Анализ электромагнитной совместимости.
Расчет вибропрочности и ударопрочности.
Тепловой анализ ПП.
Расчет надежности.
2. Конструкторско-технологическая подготовка производства ПП
Подготовка разработанного проекта ПП к производству. Подготовка ПП к производству включает создание управляющих файлов для технологического оборудования (фотоплоттеров, сверлильных станков, сборочных автоматов, оборудования для автоматического тестирования ПП и др.) и изготовления фотошаблонов.
3. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ПП
3.1. Выбор метода изготовления ПП
В настоящее время существует большое количество схем изготовления ПП, так и различных композиций из имеющихся методов. Критерии выбора изложены в ГОСТ 23751. Однако главным критерием является требуемое разрешение (точность воспроизведения рисунка – проводника и зазора), что во многом определяет технические (точность, надежность, др.) и экономические показатели изделий и производства в целом.
В настоящее время в основном используются четыре базовых схемы [6]:
тентинг-метод с прямой металлизацией;
комбинированный позитивный метод с прямой металлизацией;
комбинированный позитивный метод с химической металлизацией;
полуаддитивный метод с дифференциальным травлением.
Принципиальная разница между этими процессами – толщина вытравливаемого металла.
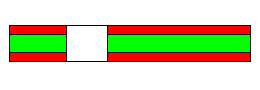
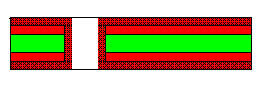
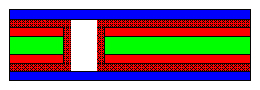
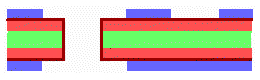
Типовая последовательность операций, нормы времени и используемое оборудование представлены в табл. 25, на рис. 20, на рис. 21, 22 типовые операции изготовления ПП, оценка известных схем с позиций воспроизводимости проводников и зазоров дана в табл. 26 и 27.
Технологический маршрут изготовления ДПП позитивным методом. Табл. 25
№
|
Описание операции
|
|
мин
|
1
|
CAD/CAM – технологическая подготовка производства, составление рабочей карты
(фотошаблоны, сверление, обработка по контуру, «сухое» изготовление плат)
|
15
|
2
|
Изготовление фотошаблонов печатных плат Проявление, фиксация фотопленок
|
Фотоплоттер, темная комната, неактиничное освещение, фотонаборное оборудование
|
3
|
Входной контроль и термостабилизация диэлектрика.
|
|
|
4
|
Получение технологических заготовок
Резка, зачистка поверхностей ПП, штамповка, скрайбирование, лучом лазера.
Гильотинные ножницы, зачистная машина
|

|
|
5
|
Сверление базовых (фиксирующих) отверстий по реперным знакам на станках с ЧПУ
|
|
15
|
6
|
Сверление монтажных и переходных отверстий
|
Сверлильный станок с оптическим прицеливанием, компрессор с ресивером
|
7
|
Очистка сквозных отверстий после сверления
|
Медные кюветы
|
10
|
8
|
Зачистка поверхностей печатных плат
|
Зачистная машина
|
|
9
|
Дезоксидация, очистка фольгированных поверхностей в растворе активации
|
Кюветы для декапирования
|
|
10
|
Химическое, гальваническое меднение сквозных отверстий (прямая металлизация – осаждение токопроводящего слоя, затяжка) Линия прямой и гальванической металлизации
|
|
30
|
11
|
Контроль толщины металлизации, подготовка поверхности
|
Прибор контроля металлизации вихретоковым методом
|
|
12
|
Ламинирование фоторезиста. Сеткография (вариант)
Ламинатор
|
|
25
|
13
|
Совмещение фотошаблона и рисунка сверления
Экспонирование фоторезиста
|
Устройство ультрафиолетового экспонирования
|
5
5
|
14
|
Проявление фоторезиста. Контроль и ретушь
Линия струйной обработки, заправленная содовым раствором
|
|
5
|
15
|
Электрохимическая металлизация
Линия прямой и гальванической металлизации
|
|
60
|
16
|
Нанесение металлорезиста
|
|
|
17
|
Удаление защитного рельефа (экспонированного фоторезиста)
|
|
3
|
18
|
Травление обнаженных участков фольги
|
Линия струйной обработки, заправленная кислым раствором хлорной меди
|
5
|
19
|
Удаление металлорезиста
|
|
2
|
20
|
Контроль и подчистка проводников (визуальный, электрический)
|
Визуальный с бестененвой лупой или установка автоматической оптической инспекции (AOI)
|
5
|
21
|
Подготовка поверхности ДПП под паяльную маску. Промывка, глубокая сушка
|
|
10
|
22
|
Нанесение паяльной маски (на одну сторону-5', промежуточная сушка20', на другую5+40' )
|
Установка сеткографической печати для паяльной маски
|
70
|
23
|
Совмещение фотошаблона и рисунка на заготовке -5' Экспонирование паяльной маски
|
|
15
|
24
|
Проявление паяльной маски
|
|
5
|
25
|
Дубление паяльной маски, визуальный контроль
|
|
60
|
Финишные покрытия
|
26
|
Горячее лужение, очистка отверстий от излишков припоя HAL - процесс
|
Флюсователь заготовок, установка горячего лужения
|
7
|
27
|
Очистка поверхностей под осаждение контактных покрытий
|
Вибрационная полировочная машина
|
|
28
|
Гальваническое золочение на подслой никеля ламелей печатных разъемов
|
Установка гальванического золочения / никелирования
|
|
29
|
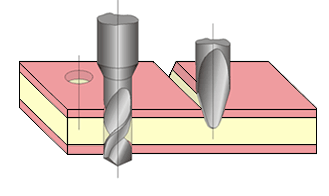
Получение крепежных отверстий и обработка по контуру – фрезерование, скрайбирование, лазерная обработка
|
|
10
|
30
|
Финишная отмывка плат от технологических загрязнений
|
Ванна ультазвуковой отмывки с подогревом
|
|
31
|
Очистка промывных вод для замкнутого водооборота или сброса
|
Бидистилятор, установка ионообменной очистки
|
|
32
|
Нанесение защитного покрытия
|
|
|
33
|
Маркировка
|
|
|
34
|
Сушка
|
|
|
35
|
Выходной визуальный и электрический контроль
|
Визуальный с бестененвой лупой или установка автоматической оптической инспекции (AOI)
|
20
|
36
|
Упаковка готовых печатных плат
|
Установка вакуумной упаковки
|
7
|
Итого (изготовление ПП средней сложности, без тестирования) без маски – 3 часа 40 мин, с маской без шелкографии – 6 часов 20 минут.
|
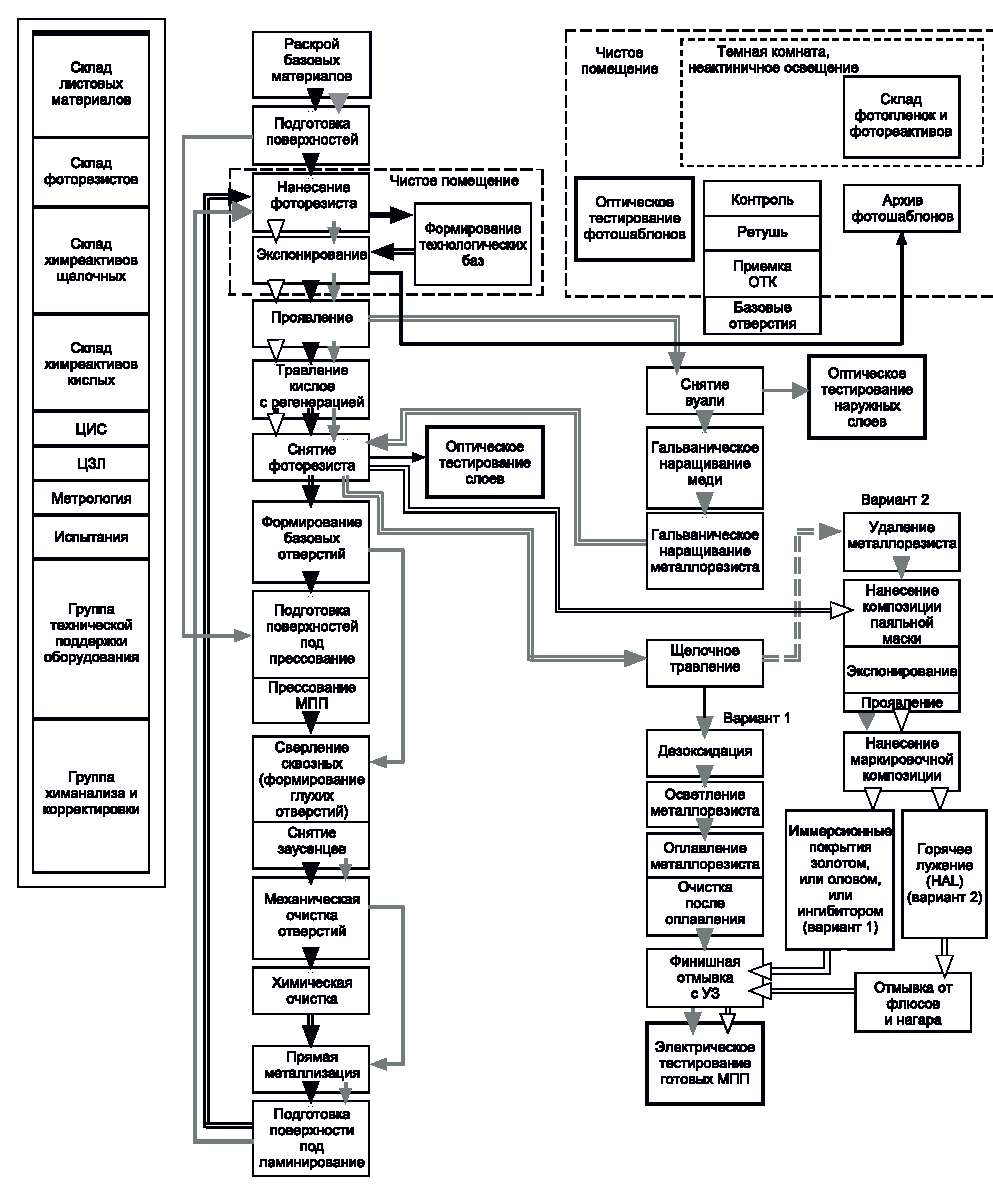
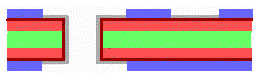
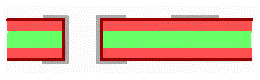
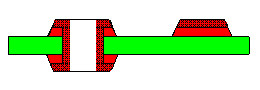
Рис. 20 Схема процессов изготовления ПП с металлизацией отверстий (двухсторонних и многослойных)
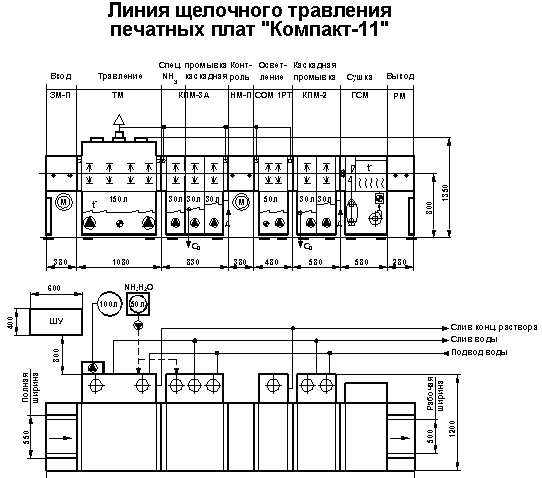

Рис. 21. Линия щелочного травления

Рис. 22. Нанесение сухого пленочного фоторезиста
Последовательность операций и сравнительные характеристики разрешения рисунка при использовании различных схем процесса. Табл. 26
ХНМ
|
Тентинг
|
КПМ
|
КПМ+ПМ
|
ПА
|
ПА+ДТ
|
Особенности
|
1
|
1
|
1
|
1
|
1
|
1
|
|
2
|
2
|
2
|
2
|
2
|
2
|
|
3
|
3
|
3
|
3
|
3
|
3
|
|
4
|
4
|
4
|
4
|
4
|
4
|
|
5
|
5
|
5
|
5
|
5
|
5
|
|
9
|
6
|
6
|
6
|
6
|
6
|
|
12
|
7
|
7
|
7
|
7
|
7
|
|
13
|
8
|
8
|
8
|
8
|
8
|
|
14
|
9
|
9
|
9
|
10
|
10
|
|
18
|
10
|
10
|
10
|
11
|
11
|
|
17
|
11
|
11
|
11
|
12
|
12
|
|
6
|
12
|
12
|
12
|
13
|
13
|
|
21
|
13
|
13
|
13
|
14
|
14
|
|
22
|
14
|
14
|
14
|
15
|
15
|
|
23
|
18
|
15
|
15
|
16
|
17
|
|
24
|
17
|
16
|
16
|
17
|
18
|
|
25
|
20
|
17
|
17
|
18
|
20
|
|
26
|
21
|
18
|
18
|
19
|
21
|
|
27
|
22
|
19
|
19
|
20
|
22
|
|
29
|
23
|
20
|
20
|
21
|
23
|
|
30
|
24
|
21
|
21
|
22
|
24
|
|
31
|
25
|
22
|
22
|
23
|
25
|
|
32
|
26
|
23
|
23
|
24
|
26
|
|
33
|
27
|
24
|
24
|
25
|
27
|
|
34
|
28
|
25
|
25
|
26
|
28
|
|
35
|
29
|
26
|
26
|
27
|
29
|
|
36
|
30
|
27
|
27
|
28
|
30
|
|
|
31
|
28
|
28
|
29
|
31
|
|
|
32
|
29
|
29
|
30
|
32
|
|
|
33
|
30
|
30
|
31
|
33
|
|
|
34
|
31
|
31
|
32
|
34
|
|
|
35
|
32
|
32
|
33
|
35
|
|
|
36
|
33
|
33
|
34
|
36
|
|
|
|
34
|
34
|
35
|
|
|
|
|
35
|
35
|
36
|
|
|
|
|
36
|
36
|
|
|
|
35 мкм
|
18 мкм
|
18 мкм
|
18 мкм
|
-
|
-
|
Фольга
|
|
35 мкм
|
6 мкм
|
-
|
5…7
|
3 мкм
|
Общая металлизация поверхности
|
|
50 мкм
|
40 мкм
|
40 мкм
|
|
30 мкм
|
Фоторезист
|
|
-
|
35 мкм
|
35 мкм
|
≥30 мкм
|
25 мкм
|
Металлизация рисунка
|
|
|
15 мкм
|
15 мкм
|
|
|
Металлорезист
|
|
53 мкм
|
24 мкм
|
18 мкм
|
|
3 мкм
|
Глубина травления меди
|
0,3/0,3
|
0,15/0,2
|
0,12/0,15
|
0,075/0,075
|
0,07/0,07
|
0,04/0,04
|
Проводник/зазор
|
есть
|
есть
|
есть
|
есть
|
незнач.
|
незнач.
|
Химическое подтравливание
|
-
|
нет
|
есть
|
есть
|
есть
|
нет
|
Эл/химич. подтравливание
|
|
1
|
1,3…1,4
|
1,2…1,3
|
|
2…3
|
Относительная стоимость основного производства
|
|
1
|
2…3
|
3…4
|
|
8…10
|
Относительная стоимость инженерного обеспечения
|
|
1
|
1,2
|
1,1
|
|
2
|
Относительный объем прямых издержек
|
1 – субтрактивный - химический негативный метод (ХНМ) для ОПП; 2 – Тенинг-метод;
3 – комбинированный позитивный метод (КПМ); 4 – КПМ +ПМ в данном методе на операции №10 вместо химической + гальванической используют прямую металлизацию (ПМ); полуаддитивный метод (ПА); 5 – ПА + ДТ ( полуаддитивный с дифференциальным травлением).
|
Сравнение методов изготовления ПП по воспроизводимости рисунка. Табл. 27
|
Метод изготовления
|
Достоинства
|
Недостатки
|
Субтрактивные
|
Химический (позитивный и негативный)
|
Высокая производительность, автоматизация, низкая себестоимость
|
Низкая плотность, исп. фольгированных материалов, экологические проблемы
|
Механическое формирование зазоров (оконтуривание)
|
Не создает экологических проблем
|
Высокая себестоимость, низкая производительность
|
Лазерное гравирование
|
Высокая производительность
|
Дорогое оборудование
|
Аддитивные
|
Фотоаддитивный – с толстослойным химическим меднением
|
Использование нефольгированных материалов, высокое разрешение.
|
Длительность толстослойного химического меднения, плохая электрическая изоляция.
|
Аддитивный с использованием фоторезиста
|
Изоляция платы защищена фоторезистом, использование нефольгированныз материалов
|
Длительность толстослойного химического меднения, необходимость в фоторезисте.
|
Нанесение токопроводящих красок или металаонаполнен- ных паст
|
Использование фольгированных материалов, не создает экологических проблем
|
Низкая проводимость и разрешающая способность
|
Штамповка (впрессовывание проводников в подложку)
|
|
Метод переноса-ПАФОС
(полностью аддитивное формирование отдельных слоев)
|
Использование нефольгирован- ных материалов, высокая разрешающая способность, точность, сопротивление изоляции, возможность формирования проводников требуемой толщины
|
|
Полуаддитивные
|
Классический полуаддитивный метод
|
Использование нефольгированных материалов, получение тонких проводников.
|
Недостаточная адгезия металлизации к диэлектрической подложке
|
Аддитивный с дифференциальным травлением
|
Высокое разрешение, меньшие расходы за счет отсутствия нанесения и удаления резиста
|
Стоимость электрохимических операций, сложность управления дифференциальным травлением
|
Комбиниро-ванные
|
Комбинированный негативный
|
Сложности технологического характера при изготовлении, низкое качество изоляции и металлизированных отверстий.
|
Комбинированный позитивный
|
Высокое разрешение, хорошая надежность изоляции, хорошая адгезия
|
Подтравливание проводников, высокая стоимость
|
Тентинг-метод
|
Меньшая стоимость по сравнению с предыдущим, экологичность
|
Меньшая разрешающая и трассировочная способность.
|
|
|
|
 Скачать 2.06 Mb.
Скачать 2.06 Mb.