ГОСТ Р 55276-2012 (ИСО 21307-2011) Трубы и фитинги пластмассовые. Национальный стандарт российской федерации
 Скачать 329.89 Kb. Скачать 329.89 Kb.
|

|
4.9 Соединение концов труб или фитинга По окончании времени прогрева следует оторвать оплавленные концы свариваемых заготовок от нагревателя, затем удалить нагреватель и соединить концы труб или фитингов в течение заданного времени технологической паузы, которое следует контролировать и стремиться минимизировать. Соединение должно находиться под давлением сварки в течение предписанного времени. 4.10 Охлаждение соединения Расплавленные соединяемые концы должны оставаться зафиксированными в сварочной машине и сжиматься под заданным давлением в течение заданного времени охлаждения в машине под давлением. Стыковое соединение должно достаточно долго выдерживаться под давлением до извлечения из сварочной машины для того, чтобы обеспечить высокое качество соединения. Давление сваривания должно поддерживаться до того момента, когда температура стыка не упадет ниже температуры кристаллизации полиэтилена. Дальнейшее охлаждение может быть произведено в машине без давления или вне машины, особенно если необходимо работать при высоких температурах окружающей среды. 5 Процедуры стыковой сварки Три процедуры стыковой сварки подробно описаны в пунктах 5.1-5.3: - процедура сварки при единственном низком давлении; - процедура сварки при двойном низком давлении; - процедура сварки при единственном высоком давлении. Процедура стыковой сварки при двойном низком давлении применяется только для труб с толщиной стенки больше 20 мм. Процедуру сварки выбирает организация по строительству трубопроводов. Примеры процедур единственного низкого давления, двойного низкого давления, а также единственного высокого давления сварки приведены в приложении А. 5.1 Процедура сварки при единственном низком давлении Стыковая сварка по данной процедуре сварки должна быть выполнена, как указано в таблице 1. Таблица 1 - Основные и вспомогательные параметры процедуры сварки при единственном низком давлении
Рисунок 1 иллюстрирует процедуру сварки при единственном низком давлении с разъяснением отдельных элементов цикла сварки. 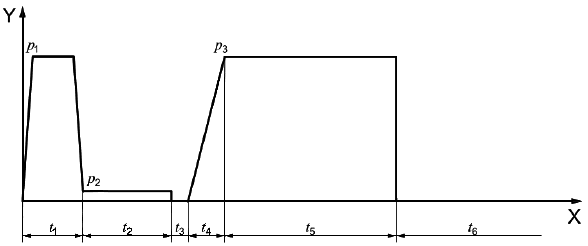 Рисунок 1 - Циклограмма процедуры при единственном низком давлении сварки 5.2 Процедура стыковой сварки при двойном низком давлении Стыковая сварка при двойном низком давлении должна быть выполнена, как указано в таблице 2. Процедура стыковой сварки при двойном низком давлении аналогична процедуре сварки при низком давлении до момента извлечения нагревателя. После соединения оплавленных концов заготовок должно создаваться сварочное давление 0,15 МПа в течение 10 секунд. Затем давление должно быть снижено до 0,025 МПа (с учетом давления перемещения) в течение времени охлаждения при пониженном давлении. Таблица 2 - Основные и вспомогательные параметры для процедуры стыковой сварки при двойном низком давлении
Рисунок 2 иллюстрирует цикл двойной процедуры стыковой сварки при низком давлении с разъяснением отдельных элементов сварочного цикла. 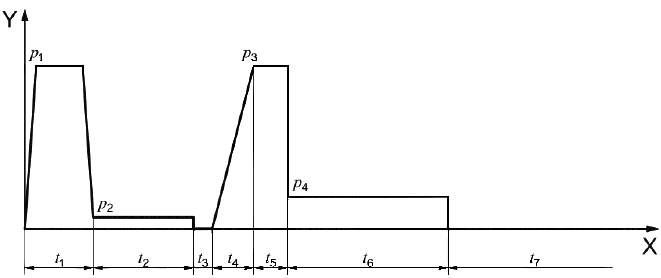 Рисунок 2 - Циклограмма процедуры стыковой сварки при двойном низком давлении 5.3 Процедура стыковой сварки при единственном высоком давлении Процедура стыковой сварки при единственном высоком давлении должна быть выполнена, как указано в таблице 3. Эта процедура стандартизована для труб или фитингов с толщиной стенки минимум 5 мм до 70 мм включительно. Таблица 3 - Основные и вспомогательные параметры процедуры сварки при единственном высоком давлении
Рисунок 3 иллюстрирует процедуру стыковой сварки при единственном высоком давлении с разъяснением отдельных элементов сварочного цикла. 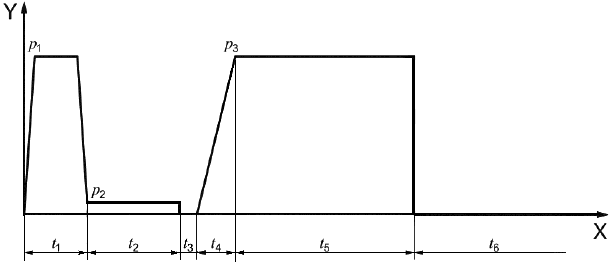 Рисунок 3 - Циклограмма процедуры стыковой сварки при единственном высоком давлении 6 Контроль качества | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||