Кп 2н125. zapiska (копия). Описание работы вертикальносверлильный станка модели 2Н
 Скачать 1.99 Mb. Скачать 1.99 Mb.
|

Классификация ОМППо технологическому признаку принадлежит к «2»- Сверлильные и расточные станки «1»- вертикально-сверлильный «50»- главный параметр, условный диаметр сверления 50 мм По степени специализации- универсальный, служащий для выполнения различных операций на деталях многих наименований По степени автоматизации- ручной, с полуавтоматическим режимом работы По классу точности- «Н» нормальной точности По массе- средний (до 10т.) при массе в 1,87 тонны По транспортабельности- транспортабельный (до 5т.) Краткое описание основных узлов ОМППринцип работы и особенности конструкции станкаСтанок 2Н150 относится к конструктивной гамме вертикально-сверлильных станков средних размеров (2Н118, 2Н125, 2Н125Л, 2Н135, 2Н150, 2Г175) с условным диаметром сверления соответственно 18, 25, 35, 50 и 75 мм. По сравнению с ранее выпускавшимися станками (с индексом А) станки новой гаммы имеют более удобное расположение рукояток управления коробками скоростей и подач, лучший внешний вид, более простую технологию сборки и механической обработки ряда ответственных деталей, более совершенную систему смазки. Агрегатная компоновка и возможность автоматизации цикла обеспечивают создание на их базе специальных станков. Пределы чисел оборотов и подач шпинделя позволяют обрабатывать различные виды отверстий на рациональных режимах резания. Станки снабжены устройством реверсирования электродвигателя главного движения, что позволяет производить на них нарезание резьбы машинными метчиками при ручной подаче шпинделя» Категория размещения 4 по ГОСТ 15150-69. Разработчик - Одесское специальное конструктМоскваое бюро специальных станков. Хронология выпуска заводом вертикально-сверлильных станков 2150 серии с диаметром сверления до 50 мм:2150 - первая модель серии вертикально-сверлильных станков, выпускалась с 1945 по 1950 г. 2А150 - следующие модели серии, выпускались с 1950 по 1965 г. 2Н150 - самая популярная и массовая модель серии, выпускалась c 1965 до начала 90-х годов 2С150 - последние модели серии. Сняты с производства в 2014 году Модификации сверлильных станков 2Н150Для обработки отверстий разных диаметров применяются базовые вертикально-сверлильные станки моделей: 2Н150 и 2Г175. Последние две цифры номера каждой модели указывают наибольший диаметр отверстия в мм, которое можно сверлить на этом станке в заготовках из стали 45. На основе указанных выше базовых моделей станков созданы следующие модифицированные модели: 2Н150А — вертикально-сверлильные станки с автоматизированным управлением (управление производится с помощью заранее настроенных кулачков и кнопок); 2Н150К — координатные вертикально-сверлильные станки с крестовым столом; 2Н150C — специальные однопозиционные вертикально-сверлильные станки с фланцевой пинолью, служащей для крепления многошпиндельных головок; 2Н150Н — многопозиционные сверлильные станки, предназначенные для установки многошпиндельных головок и поворотных столов Габарит рабочего пространства сверлильного станка 2Н150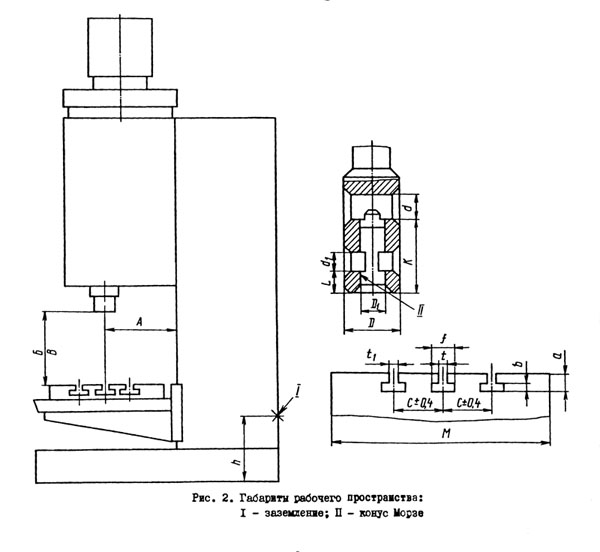 Рисунок 2 – Габарит рабочего пространства сверлильного станка 2Н150 Таблица 2 – Габарит рабочего пространства сверлильного станка 2Н150
Расположение основных частей сверлильного станка 2Н150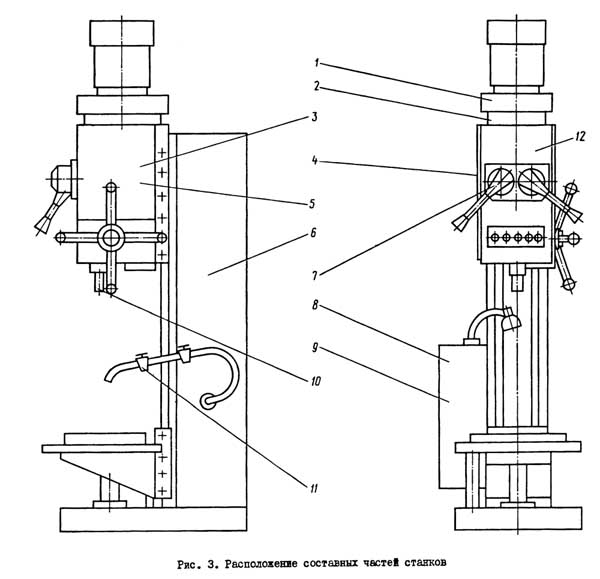 Рисунок 3 – Расположение основных частей сверлильного станка 2Н150 Обозначение основных частей сверлильного станка 2Н150: Привод сверлильного станка - 2Н150.21.000 Коробка скоростей станка - 2Н150.20.000 Насос плунжерный масляный - 2Н125.24.000 для станка 2Н125 Насос плунжерный масляный - 2Н150.24.000 Коробка подач - 2Н150.30.000 Колонна, стол, плита - 2Н150.10.000 Механизм управления скоростями и подачами - 2Н150.25.000 Электрошкаф - 2Н150.72.000 Электрооборудование - 2Н150.94.000 Шпиндель в сборе - 2Н150.50.000 Система охлаждения станка - 2Н150.80.000 Сверлильная головка - 2Н150.40.000 Колонна, стол, плита. Колонна станка представляет собой чугунную отливку. По направляющим колонны типа "ласточкин хвост" вручную перемещаются сверлильная головка и стол. Стол станка имеет три Т-образных паза. На фундаментной плите установлен электронасос, а внутри плиты - резервуар с отстойником для охлаждающей жидкости. 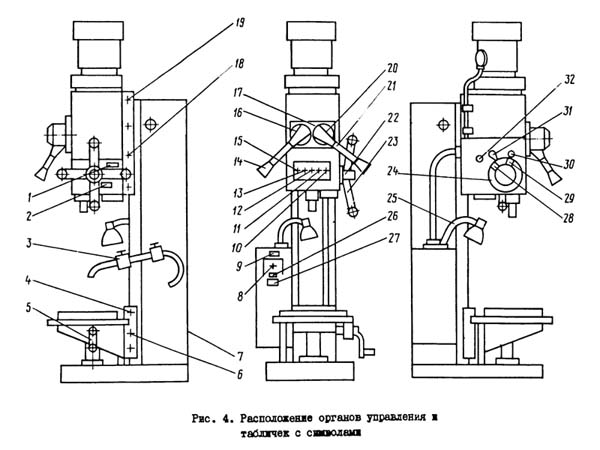 Рисунок 4 – Расположение органов управления сверлильным станком 2Н150 Перечень органов управления сверлильного станка 2Н150 Табличка - "Заполнение" Табличка - "Слив" Кран включения охлаждения Болты для регулировки клина стола и сверлильной головки Рукоятка перемещения стола и сверлильной головки Винты зажима стола и сверлильной головки Табличка - "Заземление" Вводный выключатель Табличка - "Главный переключатель" Сигнальная кнопка СТАНОК ВКЛЮЧЕН Кнопка включения правого вращения шпинделя Кнопка включения левого вращения шпинделя Кнопка включения качательного движения шпинделя при переключении скоростей и подач Рукоятка переключения скоростей Кнопка СТОП Табличка - "Частота вращения" Табличка - "Менять скорость только при остановке" Винты зажима стола и сверлильной головки Болты для регулировки клина стола и сверлильной головки Табличка - "Подача, мм за одни оборот" Рукоятка переключения подач Кнопка включения ручной подачи Штурвал механизма подач Лимб для отсчета глубины обработки Выключатель освещения Табличка - "Охлаждение" Выключатель насоса охлаждения Кулачок для настройки глубины обработки Кулачок для настройки глубины нарезаемой резьбы Рычаг автоматического реверсирования главного привода при достижении заданной глубины нарезаемой резьбы Рычаг отключения механической подачи при достижении заданной глубины обработки Квадрат для ручного перемещения сверлильной головки Порядок работы сверлильного станка 2Н150Механическая подача шпинделя Наладка станка на обычную работу с механической подачей шпинделя заключается в установке стола и сверлильной головки в необходимые для работы положения, в зажиме их на колонне, в установке необходимых частот вращения и подач шпинделя. При наладке станка на работу с ручной подачей шпинделя колпак с накаткой, расположенный в центре крестового штурвала, следует отжать от себя до отказа. Выключение подачи шпинделя на заданной глубине При наладке на работу с выключением подачи шпинделя на заданной глубине необходимо соблюдать следующую последовательность: установить инструмент в шпинделе; закрепить обрабатываемую деталь на столе; опустить шпиндель до упора инструмента в деталь; винтом отжать и установить лимб сверлильной головки так, чтобы против указателя находилась цифра, соответствующая глубине обработки с учетом угла заточки инструмента. Закрепить лимб. Кулачок с буквой "П" закрепить так, чтобы его риска совпала с соответствующей риской на лимбе. После включения вращения и подачи шпинделя начинается обработка детали. По достижении нужной глубины обработки подача шпинделя прекратится, а шпиндель будет продолжать вращаться. Для его остановки нужно нажать кнопку СТОП. Наладка станка на нарезание резьбы При наладке станка на нарезание резьбы с реверсом шпинделя на определенной глубине необходимо соблюдать следующую последовательность: установить патрон с метчиком в шпинделе; установить обрабатываемую деталь на столе станка; опустить шпиндель до упора инструмента в деталь; лимб на сверлильной головке установить так, чтобы против указателя находилась цифра, соответствующая глубине обработки. Совместить риску кулачка "П" с соответствующей риской на лимбе и закрепить кулачок. Выключить механическую подачу. После включения вращения шпинделя метчик вручную ввести в отверстие. Через 2-3 оборота шпинделя надобность в ручной подаче отпадает. По достижении заданной глубины нарезания шпиндель автоматически реверсируется и метчик выходит из отверстия. Чтобы шпиндель принял вновь правое вращение, нужно нажать на соответствующую кнопку. После установки, смазки и подключения станка к электросети никаких дополнительных регулировок не требуется. В процессе эксплуатации первоначальная регулировка может быть нарушена. Описание конструкции основных узлов сверлильного станка 2Н150Коробка скоростей сверлильного станка 2Н150 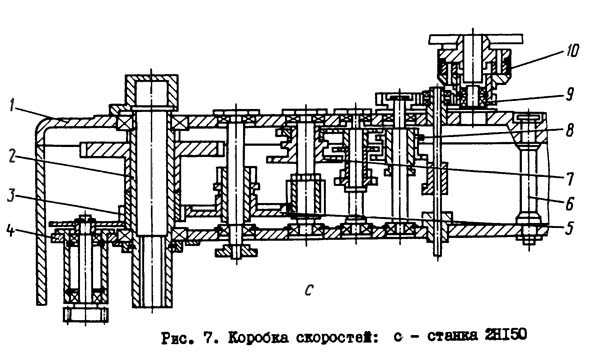 Рисунок 5 – Коробка скоростей сверлильного станка 2Н150 Коробка скоростей и привод. Коробка скоростей сообщает шпинделю 12 различных частот вращения с помощью передвижных блоков 5 (рис.5), 7, 8. Опоры валов коробки размещены в двух плитах - верхней и нижней 4, скрепленных между собой четырьмя стяжками 6. Коробка скоростей приводится во вращение вертикально расположенным электродвигателем через эластическую муфту 10 и зубчатую передачу 9. Последний вал 2 коробки - гильза - имеет шлицевое отверстие, через которое вращение передается. Через зубчатую пару 3 вращение передается на коробку подач. Смазка коробки скоростей, как и всех сборочных единиц сверлильной головки, производится от плунжерного насоса, закрепленного на нижней плите 4. Работа насоса контролируется специальным маслоуказателем на лобовой части подмоторной плиты. Механизм управления скоростями и подачами сверлильного станка 2Н150 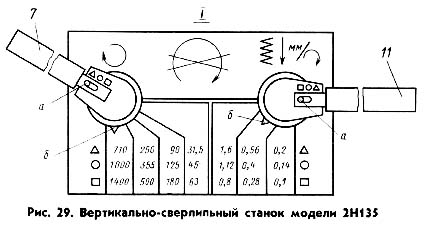 Рисунок 6 – Механизм управления скоростями и подачами сверлильного станка 2Н150 Механизм переключения скоростей и подач сверлильного станка 2Н150 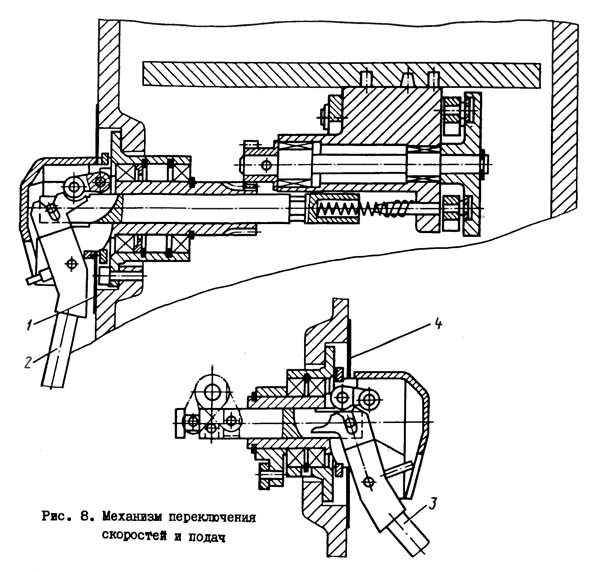 Рисунок 7 – Механизм переключения скоростей и подач сверлильного станка 2Н150 Механизм переключения скоростей и подач. Переключение скоростей производится рукояткой 2 (рис.7), которая имеет четыре положения по окружности и три вдоль оси, переключение подач осуществляется рукояткой 3, имеющей три положения по окружности для станков моделей 2Н150 и четыре для 2Н150, и три положения вдоль оси. Рукоятки расположены на лобовой стороне сверлильной головки. Отсчет включаемых скоростей и подач производится по табличкам 1 и 4. Коробка подач сверлильного станка 2Н150 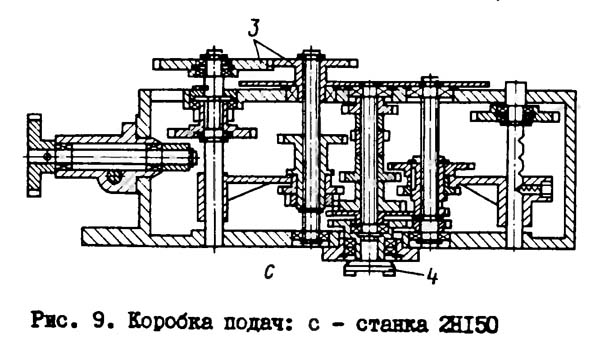 Рисунок 8 – Коробка подач сверлильного станка 2Н150 Коробка подач. Механизм смонтирован в отдельном корпусе и устанавливается в сверлильной головке. За счет перемещения двух тройных блоков шестерен осуществляются девять различных подач на станках 2Н125, 2Н150 и двенадцать подач на станке 2Н150. На станках 2Н125 и 2Н135 коробки подач отличаются только приводом, который состоит на станке 2Н125 из зубчатых колес 1 (рис.8), на станках 2Н125, 2Н135 - из зубчатых колес 2, 3 - соответственно. Коробка подач смонтирована в расточке верхней опоры червяка механизма подач. На последнем валу коробки посажена муфта 4, передающая вращение червяку. |