Определите в мм методом максимумаминимума среднюю глубину резания при обтачивании наружной поверхности диска толщиной
 Скачать 3.77 Mb. Скачать 3.77 Mb.
|

|
Ответ: увеличить расстояние между ведущим и шлифовальным кругами на 14 мкм 21) При окончательном фрезеровании отверстия на токарно-фрезерном станке с ЧПУ необходимо выдержать размер 20Н9(+0,052). Статистический анализ точности выполнения этой операции показал, что рассеивание размеров подчиняется закону нормального распределения, математическое ожидание М(х) = 20,04 мм, среднеквадратичное отклонение σ = 8 мкм. Чтобы устранить неисправимый брак с доверительной вероятностью 99,73% и при этом избежать появления исправимого брака необходимо Ответ: изменить настройку станка, сместив ось фрезы на 6 мкм в сторону уменьшения диаметра отверстия изменить настройку станка, сместив ось фрезы к оси отверстия 22) При обтачивании наружной цилиндрической поверхности вала на токарном станке с ЧПУ необходимо выдержать размер 50-0,04. Статистический анализ точности выполнения этой операции показал, что рассеивание размеров подчиняется закону нормального распределения, математическое ожидание М(х) = 49,94мм, среднеквадратичное отклонение σ = 10 мкм. Чтобы устранить неисправимый брак с доверительной вероятностью 99,73% и при этом избежать появление исправимого брака необходимо Ответ: сместить резец на 25 мкм в сторону увеличения диаметра вала произвести поднастройку положения резца путём его смещения от оси вращения детали 23) При шлифовании поршневого пальца на бесцентровошлифовальном станке необходимо выдержать размер 20h9(-0,052). Статистический анализ точности выполнения этой операции показал, что рассеивание размеров подчиняется закону нормального распределения, математическое ожидание М(х) = 19,96мм, среднеквадратичное отклонение σ = 8 мкм. Чтобы устранить неисправимый брак с доверительной вероятностью 99,73% и при этом избежать появления исправимого брака можно Ответ: увеличить расстояние между ведущим и шлифовальным кругами на 12 мкм увеличить расстояние между ведущим и шлифовальным кругами на 14 мкм увеличить расстояние между ведущим и шлифовальным кругами на 16 мкм 24) При обтачивании наружной цилиндрической поверхности вала на токарном станке с ЧПУ необходимо выдержать размер 50-0,06. Статистический анализ точности изготовления партии валов показал, что рассеивание размеров подчиняется закону нормального распределения, математическое ожидание М(х) = 49,94мм, среднеквадратичное отклонение σ = 10 мкм. Чтобы при обработке следующей партии получить максимальное количество годных деталей необходимо Ответ: произвести поднастройку положения резца путём его смещения от оси вращения детали сместить резец на 15 мкм в сторону увеличения диаметра вала 25) При растачивании отверстия на токарном станке с ЧПУ необходимо выдержать размер 50+0,08. Статистический анализ точности выполнения этой операции показал, что рассеивание размеров подчиняется закону нормального распределения, математическое ожидание М(х) = 50,07мм, среднеквадратичное отклонение σ = 10 мкм. Для устранения неисправимого брака с доверительной вероятностью 99,73% необходимо Ответ: произвести поднастройку положения резца путем его смещения к оси вращения детали сместить резец на 10 мкм, уменьшая диаметр получаемого отверстия 26) Значение коэффициента относительного рассеивания ζi, учитывающего степень отличия закона распределения анализируемой погрешности от закона Гаусса, равно Ответ: 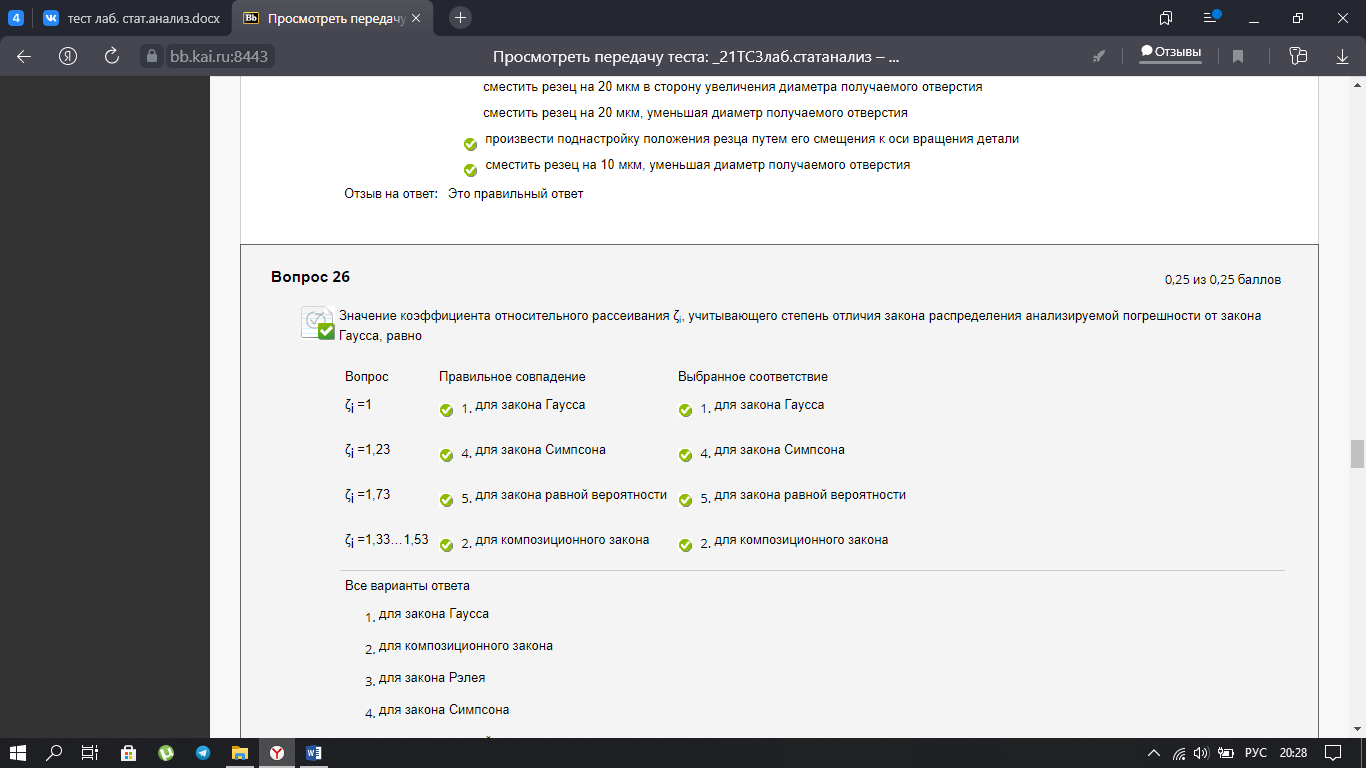 27) При статистическом анализе точности изготовления партии деталей большее значение будет иметь Ответ: теоретическое поле рассеивания 28) Выборка деталей для статистичекого анализа точности деталей осуществлена из партии, изготовленной Ответ: методом автоматического получения размеров 29) Значение теоретического поля рассеивания ωтеор, используемое для статистического анализа точности изготовления детали, при нормальном законе распределения можно определить через среднеквадратичное отклонение σ по формуле Ответ: ωтеор = 6σ 30) По характеру проявления во времени причины, вызывающие появление первичных погрешностей обработки, относятся к одному из трех классов Ответ: 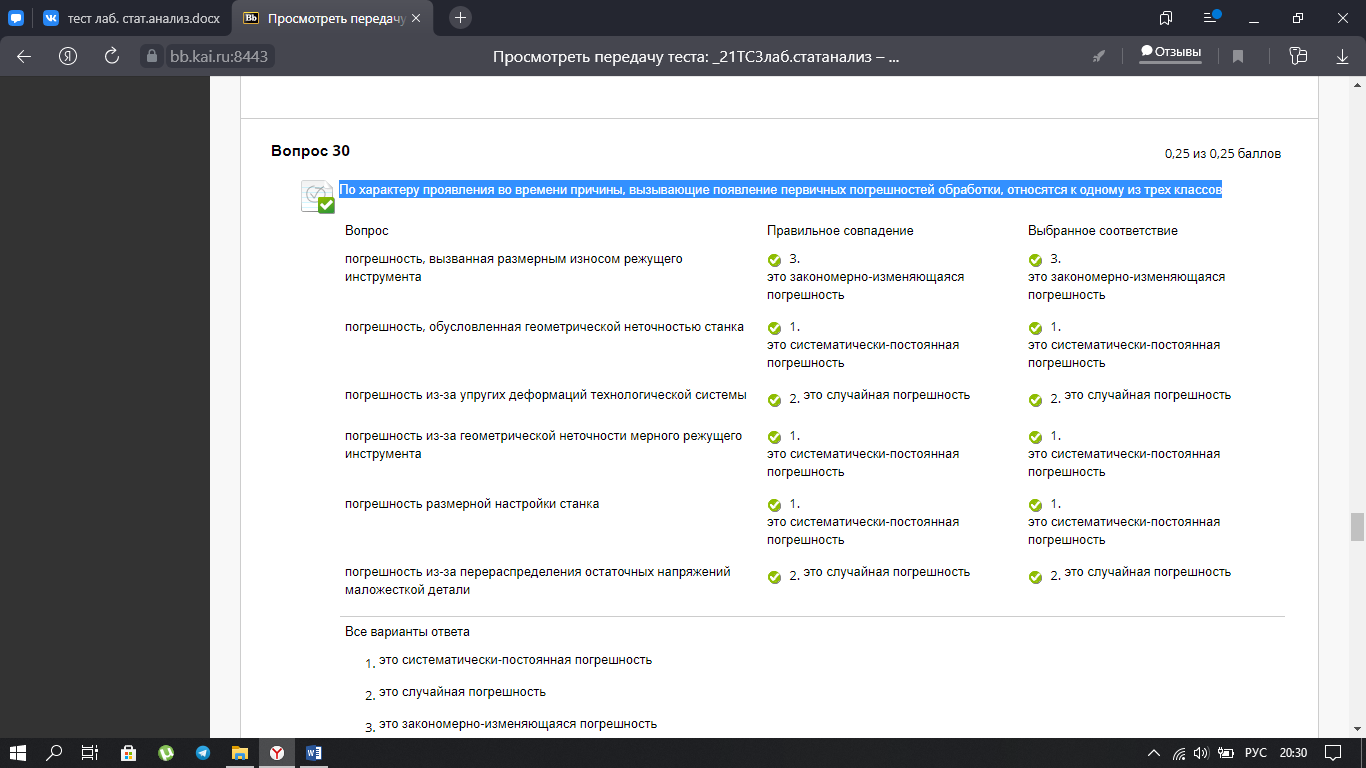 31) Условие работы без брака, вытекающее из результатов статистического анализа точности Ответ: теоретическое поле рассеивания расположено в пределах поля допуска значение допуска больше значения теоретического поля рассеивания 32) К ожидаемой точности относятся следующие понятия и термины, используемые при выполнении лабораторной работы Ответ: математическое ожидание теоретическое поле рассеивания среднеквадратичное отклонение 33) Единица измерения среднеквадратичного отклонения при статистическом анализе точности изготовления детали Ответ: микрометры миллиметры 34) Плотность вероятности при статистическом анализе точности измеряется Ответ: в относительных единицах безразмерными значениями от 0 до 1 35) Количество интервалов, на которое разбивается практическое поле рассеивания, зависит от объема выборки (количества измеряемых деталей) и при выполнении лабораторной работы по статистическому анализу было выбрано в интервале Ответ: 7-8 36) Риск изготовления бракованных деталей при симметричном законе распределения погрешностей размеров будет минимальным при совпадении или минимальном расхождении Ответ: Координаты середины поля допуска и координаты середины поля рассеивания Координаты середины поля допуска и координаты центра группирования 37) К заданной точности относятся следующие понятия и термины, используемые при выполнении лабораторной работы Ответ: поле допуска Номинальный размер допуск 38) Риск изготовления бракованных деталей при несимметричном законе распределения погрешностей будет минимальным при совпадении или минимальном расхождении Ответ: Координаты середины поля допуска и координаты центра группирования 39) К действительной точности относятся следующие понятия и термины, используемые при выполнении лабораторной работы Ответ: Действительный размер практическое поле рассеивания Отклонение Брак центр группирования 40) На основании анализа точностной диаграммы хода технологического процесса контролируется ход технологического процесса по устойчивости, под которой понимается Ответ: постоянство математического ожидания размеров в партии деталей постоянство значения мгновенного математического ожидания 41) На основании анализа точностной диаграммы хода технологического процесса контролируется ход технологического процесса по стабильности, под которой понимается Ответ: постоянство значения мгновенного поля рассеивания постоянство поля рассеивания размеров в партии деталей 42) На основании анализа точностной диаграммы хода технологического процесса изготовления дисков выявлена систематически-постоянная погрешность обработки наружной цилиндрической поверхности, наличие которой приводит к появлению брака. Для обеспечения заданной точности изготовления партии деталей технолог может предложить следующие мероприятия Отыет: применить другую схему базирования и использовать другую схему установки обрабатываемой заготовки производить периодическую поднастройку станка по результатам текущего контроля размеров деталей в партии применить другой станок и другую технологическую оснастку, которые имеют большую геометрическую точность 43) На основании анализа точностной диаграммы хода технологического процесса изготовления вала большой длины выявлена закономерно-изменяющаяся погрешность, наличие которой приводит к появлению брака. Для обеспечения заданной точности изготовления партии деталей технолог может предложить следующие мероприятия Ответ: применить режущий инструмент, обладающий большей износостойкостью уменьшить размер партии производить периодическую поднастройку станка по результатам текущего контроля размеров в пределах партии деталей 44) На основании анализа точностной диаграммы хода технологического процесса определяют Ответ: значение поля рассеивания размеров партии деталей значение мгновенного поля рассеивания При растачивании отверстия на расточном станке с ЧПУ (технологическая база - ось детали) необходимо выдержать размер 399,218 мм с допуском 67 мкм, заданным в тело. Анализ точности изготовления партии деталей с использованием диаграмм хода технологического процесса показал, что процесс стабилен, но неустойчив, имеется неисправимый брак. Рассеивание размеров подчиняется закону нормального распределения. Мгновенное значение среднеквадратичного отклонения постоянно и равно 11 мкм. Мгновенное значение математического ожидания равно 399,482 мм и уменьшается по линейному закону. Чтобы устранить с доверительной вероятностью 99,73% неисправимый брак необходимо скорректировать положение расточного резца на минимально возможное расстояние. Определите в мм значение этой коррекции и направление его осуществления (знак минус означает, что ноль резца смещается в сторону уменьшения размера отверстия; если знака нет, то ноль резца смещается в сторону увеличения размера) Ответ: [399,218-399,482+(0,067-0,011*3]/2 мм При растачивании отверстия на токарном станке с ЧПУ (технологическая база - ось детали) необходимо выдержать размер 99,334 мм с допуском 42 мкм, заданным в тело. Анализ точности изготовления партии деталей с использованием диаграмм хода технологического процесса показал, что процесс стабилен и устойчив. Рассеивание размеров подчиняется закону нормального распределения. Мгновенное значение среднеквадратичного отклонения постоянно и равно 11 мкм. Мгновенное значение математического ожидания постоянно и равно 99,747 мм. Чтобы устранить с доверительной вероятностью 99,73% неисправимый брак необходимо скорректировать положение расточного резца. Определите в мм минимальное значение этой коррекции и направление его осуществления (знак минус означает, что ноль резца смещается в сторону уменьшения размера; если знака нет, то ноль резца смещается в сторону увеличения размера) Ответ: [(99,334-99,747)+(0,042+3*0,011)]/2 мм При обтачивании наружной цилиндрической поверхности вала на токарном станке с ЧПУ (технологическая база - ось вращения вала) необходимо выдержать размер 99,581 мм с допуском 63 мкм, заданным в тело. Анализ точности изготовления партии деталей с использованием диаграмм хода технологического процесса показал, что при наличии запаса по точности имеется неисправимый брак. При этом процесс устойчив, но нестабилен. Рассеяние размеров подчиняется закону нормального распределения. Мгновенное значение среднеквадратичного отклонения при обработке установочной партии равно 9 мкм, но в последующем может значительно увеличится. Мгновенное значение математического ожидания постоянно и равно 99,356 мм. Для обеспечения максимального количества годных деталей при последующей обработке необходимо скорректировать положение резца. Определите в мм значение этой коррекции и направление его осуществления (знак минус означает, что ноль резца смещается в сторону уменьшения размера вала; если знака нет, то ноль резца смещается в сторону увеличения размера вала) Ответ: Из большего вычитаем меньшее, - 2*0,065, после всего этого прибавляем 1% При обтачивании наружной цилиндрической поверхности вала на токарном станке с ЧПУ (технологическая база - ось вала) необходимо выдержать размер 199,584 мм с допуском 64 мкм, заданным в тело. Анализ точности изготовления партии деталей с использованием диаграмм хода технологического процесса показал, что процесс имеет повышенный запас точности (0,3 < Кт < 0,5), стабилен, но неустойчив. Рассеяние размеров подчиняется закону нормального распределения. Мгновенное значение среднеквадратичного отклонения постоянно и равно 11 мкм. Мгновенное значение математического ожидания равно 199,257 мм и увеличивается по линейному закону. Имеется неисправимый брак. Чтобы устранить с доверительной вероятностью 99,73% неисправимый брак, необходимо скорректировать положение инструмента. Определите в мм значение этой коррекции и направление его осуществления (знак минус означает, что ноль резца смещается в сторону уменьшения размера вала; если знака нет, то ноль резца смещается в сторону увеличения размера вала) Ответ : из большего вычитаем меньшее, - 0,064*3 +0,011, после всего +1% При обтачивании дисков диаметром 135 мм с допуском 0,108 мм, заданным в тело на точность изготовления партии деталей оказывают влияние случайные факторы. Анализ хода технологического процесса с использованием точностных диаграмм, проведенный по результатам изготовления установочной партии, показал наличие запаса по точности, то есть превышение интервала допуска над мгновенным интервалом рассеяния. Расчет характеристик рассеяния позволил определить, что в начале обработки мгновенное значение среднеквадратичного отклонения равно 9 мкм и увеличивается каждые 278 деталей на 17 мкм. Мгновенное значение математического ожидания при этом постоянно и находится посередине интервала допуска. Определите максимально возможное количество годных деталей, которое можно изготовить при одной настройке станка. Ответ: Решение: (0,085/6-0,008)*(275/0,018)+1=95,212 Ответ: 95,213 ± 1% При обтачивании коротких цилиндрических деталей диаметром 141 мм с допуском 0,188 мм, заданным в тело, на токарном станке с ЧПУ в условиях автоматизированного серийного производства на точность изготовления партии деталей кроме случайных факторов оказывает влияние закономерно-изменяющиеся факторы. Анализ хода технологического процесса с использованием точностных диаграмм показал наличие запаса по точности, то есть значительное превышение интервала допуска над мгновенным интервалом рассеяния. Настройка станка произведена по нижней границе интервада допуска из условия исключения с доверительной вероятностью 99,73% неисправимого брака. Мгновенное значение среднеквадратичного отклонения постоянно и равно 12 мкм. Мгновенное значение математического ожидания увеличивается по линейному закону на 9 мкм через каждые 64 деталей (причина - износ резца). Определите максимально возможное количество годных деталей, которое можно изготовить при одной настройке станка. Ответ: (0,188-6*0,012)/0,009*64 При обтачивании наружной цилиндрической поверхности вала на токарном станке с ЧПУ (технологическая база - ось вращения вала) необходимо выдержать размер 99,536 мм с допуском 32 мкм, заданным в тело. Анализ точности изготовления партии деталей с использованием точностных диаграмм хода технологического процесса показал наличие неисправимого брака. При этом процесс стабилен и устойчив. Рассеяние размеров подчиняется закону нормального распределения. Мгновенное значение среднеквадратичного отклонения постоянно и равно 8 мкм. Мгновенное значение математического ожидания постоянно и равно 99,339 мм. Чтобы устранить с доверительной вероятностью 99,73% неисправимый брак, необходимо скорректировать положение резца. Определите в мм минимальное значение этой коррекции и направление его осуществления (знак минус означает, что ноль резца смещается в сторону уменьшения размера вала; если знака нет, то ноль резца смещается в сторону увеличения размера вала) Ответ: из большего меньшее, - 3*0,032-0,008/2, после всего -3% 0,4 балла: При заданном кол-ве … определить ширину интервала Формула: (наиб (+) + |наим (-)|) / кол-во По результатам расчета … определить верхнюю границу Формула: (нижняя граница + кол-во * ширину) По результатам расчета … определить координату середины Формула: (нижняя граница + ширина / 2) Определить нижнюю границу 2 интервала Формула: (нижняя граница + ширина) Определить верхнюю границу первого интервала Формула: |