билеты помощник бурильщика. Перечень вопросов для проверки знанийквалификации персонала подрядных (субподрядных) организаций Профессия Помощник бурильщика капитального ремонта скважин
 Скачать 1.68 Mb. Скачать 1.68 Mb.
|

Пакер-отсекатель пластовПредназначен для цементирования эксплуатационной колонны в осложненных геолого-физических условиях строительства скважин: для отсечения водонасыщенных и нефтенасыщенных продуктивных пластов друг от друга при креплении скважины; для крепления эксплуатациооной колонны в несколько этапов в комплекте с устройством ступенчатого цементирования; для манжетного цементирования в комплекте с устройством ступенчатого цементирования.  Основные технические характеристики:
48. Вертлюг эксплуатацинный ВЭ-50: назначение, устройство, эксплуатация. Вертлюг – соединительное звено между талевой системой и буровым инструментом, подвешенным к вращающейся части вертлюга. Он обеспечивает свободное вращение инструмента и подачу промывочной жидкости через колонну труб к забою скважины. Эксплуатационный вертлюг ВЭ-50 (рис. 2.22) состоит из двух частей: неподвижной и вращающейся. Неподвижную часть составляют корпус, крышка, серьга и отвод буровой трубы. К вращающейся части вертлюга относится ствол, установленный на трех подшипниках, которые обеспечивают надежное центрирование его относительно корпуса и восприятие осевой и радиальной нагрузок, возникающих при работе. В качестве основной средней опоры применен упорный шариковый подшипник. Верхний подшипник — роликовый конический, нижний — подшипник скольжения. 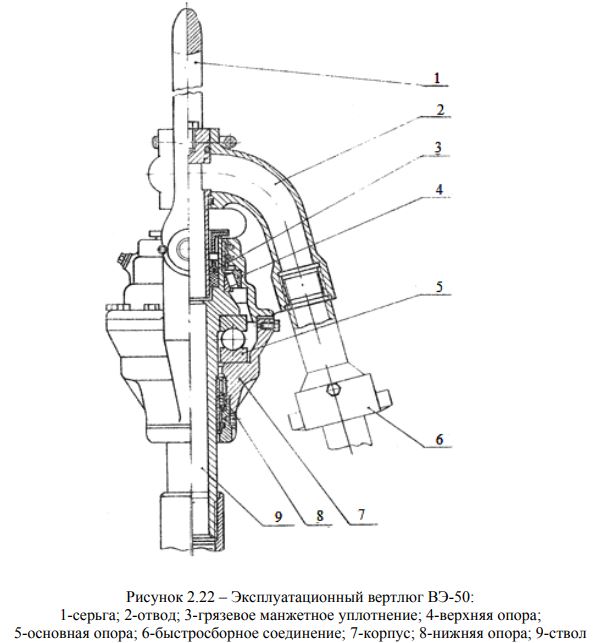  49. Инструмент для извлечения каната, кабеля и технология проведения. При извлечении цилиндрических предметов (желонки, насоса) после обследования скважины печатями, установление местонахождения и состояния этих предметов пользуются ловильными инструментами: ТРУБОЛОВКАМИ - наружними или внутренними; колоколом; метчиком; калибром; овершотом. Различные мелкие предметы (кувалды, цепи от ключа, сухари) извлекают МАГНИТНЫМИ ФРЕЗАМИ или ЛОВИТЕЛЯМИ-ПАУКАМИ. При прихвате инструмента или аппарата не разрешается производить их расхаживание и доводить до обрыва каната или кабеля. Когда верхний конец кабеля находится на устье скважины, в неё спускают канаторезку, которая обрезает канат или кабель непосредственно у прихваченного прибора. Если нельзя использовать канаторезку, то поступают следующим образом: на бурильных трубах мимо каната (кабеля) спускают специальную воронку с «окном». При спуске таких приспособлений канат необходимо держать под натяжкой во избежании образования сальника; Когда инструмент спущен до прихваченного прибора БТ проворачивают на 10-15 оборотов, чтобы канат или кабель намотался на воронку, затем дают натяжку на трубу, происходит обрыв каната (кабеля) вместо крепления к прибору. После обрыва каната (кабеля) поднимают паралельно с трубами, следя при этом, чтобы скорость подъёма были одинаковыми. Для извлечения оборванного и полетевшего в скважину каната (кабеля) применяют: удочки, крючки, вилки и т.д. 50. Типовой процесс спуска пакеров: ПРО, М1-Х, испытание на герметичность. При проведении технологических операций на скважинах, связанных с необходимостью применения пакеров, эксплутационная колонна должна быть проверена шаблоном длиной не менее 2,5 м. диаметром 124 мм – для 146 мм и 142 мм – для 168 мм колонны. Перед спуском пакера в скважину необходимо проверить состояние уплотнительных манжет, плашек, подвижность фиксатора на стволе, правильность зацепления фигурного паза за штифты. На нижний конец пакера навернуть воронку. Спуск пакера производится со скоростью не более 1 м/с. с контролем длины и обязательной опрессовкой колонны НКТ на полуторакратное давление, предусмотренное планом работ. При спуске пакера после свинчивания очередной трубы колонну труб необходимо приподнимать на 30-50 см и только после этого производить спуск. Для посадки пакера в заданном интервале колонну труб приподнимают на расстояние не менее 10 см и не более 20 см, затем разгружают для пакеровки. Если при первом перемещении труб вниз пакер не удается посадить, то в дальнейшем колонну труб снова приподнимают на высоту на 5-7см выше предыдущего. В случае неудачной первой попытки посадки пакера необходимо проработать интервал на длине не менее 20 м гидравлическим скребком или механическим скрепером. 1 Подготовка скважины 1.1 Прошаблонировать эксплуатационную колонну шаблоном диаметром 124 мм для 146 мм и 142 мм – для 168 мм эксплуатационных колонн длиной не менее 2,5 м. В случае неудачной первой попытки посадки пакера при необходимости проработать интервал посадки пакера (не менее 20 м) гидравлическим скребком или механическим скрепером. 2 Проверка и подготовка пакера 2.1 Ревизию пакера, замену негодных деталей и уплотнительных элементов, проверку состояния резьб производят в условиях механических мастерских. После сборки пакера проверяется подвижность фиксатора на стволе, правильность зацепления фигурного паза за штифты. На скважину пакер с картой проката завозится спецтранспортом по заявке цеха ПНП и КРС. 2.2 Фиксатор перед спуском пакера в скважину необходимо установить в транспортное положение. На нижний конец ствола пакера для прохождения приборов вверх через пакер навернуть воронку или хвостовик необходимой длины с воронкой на конце. 2.3 Колонна НКТ должна быть опрессована на полуторократное давление, предусмотренное планом работ (допускается опрессовка непосредственно перед посадкой пакера, для чего над пакером необходимо установить опрессовочное седло) согласно «Типового процесса опрессовки колонны НКТ в скважине).
3 Спуск и посадка пакера 3.1 Спуск пакера производится со скоростью не более 1 м/с. При спуске пакера после свинчивания очередной трубы колонну труб необходимо приподнимать не менее чем на 26 см и только после этого производить спуск. Интервал Н для подъема свинченной трубы может колебаться в пределах 30-60 см или иметь иное значение в зависимости от условий работы в скважине (деформация труб, кривизна скважины и т.п.). Превышение расстояния Н от оптимального значения не влияет на работоспособность пакера. 3.2 Для посадки пакера в заданном интервале колонну труб приподнимают на расстояние Н с соблюдением условия 10<Н<20 см, т.е. колонну труб приподнимают не менее 10 см и не более 20 см, затем разгружают для пакеровки. В зависимости от геолого-технических условий скважины (деформация труб, кривизна ствола скважины) минимальное или максимальное значение перемещения колонны труб вверх может быть больше вышеуказанных значений и практически эту величину определяют опытным путем. Поэтому, если при первом перемещении труб вниз пакер не удается посадить, то в дальнейшем колонну труб снова приподнимают на величину, превышающую прежнее значение Н, например, при второй попытке расстояние при подъеме труб Н доводят до 15 см и снова производят разгрузку колонны. В дальнейшем операция повторяется с постепенным увеличением значения Н на 5-7 см. Допускается повторение всего процесса посадки пакера, начиная с минимального значения Н. Типовой процесс спуска пакера М 1-Х 1 Подготовка скважины 1.1 Спустить скребок с замером НКТ. Над скребком на расстоянии одной НКТ установить шаблон, имитирующий размеры пакера М1-Х, длиной не менее 2,3 м, диаметром не менее 124,4 мм для 146 мм колонн и 143 мм для 168 мм колонн. 1.2 Проработать скребком эксплуатационную колонну 2-3 раза в местах задержек шаблона и в интервале на 10-15 м выше и ниже места установки пакера, указанном в плане работ, и спуском пера промыть забой и ствол скважины полуторократным объемом жидкости. 2 Подготовка, спуск и посадка пакера М1-Х 2.1 Произвести монтаж пакера М1-Х с эксплутационными НКТ (НКТ должны быть с пластиковым покрытием, с высокогерметичными муфтами и оборудованы опрессовочным седлом). 2.2 Спустить пакер М1-Х с шаблонировкой НКТ на заданную глубину со скоростью не более 0,8 м/с. 2.3 При спуске пакера принять все меры для предупреждения проворачивания колонны НКТ как вправо, так и влево, т.к. любой возникающий правосторонний крутящий момент в процессе спуска может привести к незапланированной посадке пакера, а в случае применения разъединительного устройства М-2, левосторонний крутящий момент может привести к отсоединению пакера от разъединительного устройства и его падению на забой скважины. 2.4 По замеру произвести подгонку пакера в интервал посадки (по ГК, ЛМ при необходимости точной посадки). 2.5 Опрессовать НКТ давлением, на 10% превышающим ожидаемое давление закачки, но не менее 150 атм. НКТ считаются герметичными, если за 30 мин падение давления составит не более 5%. Примечание – Если падение давления составит более 5%, колонна НКТ считается негерметичной. В этом случае пакер извлечь и повторить п.п. 2.2-2.5 до полной герметичности НКТ. 2.6 Произвести закачку АКЖ в объеме, указанном в плане работ, если в компоновке не предусмотрено устройство М-2 (с производительностью не более 7,9 л/с и давлением не более 3,5 МПа). 2.7 Произвести посадку пакера в заданный интервал. Если в компоновке имеется устройство М-2, закачку АКЖ производить после посадки пакера с производительностью не более 13 л/с и давлением не более 5,4 МПа. 2.8 Произвести монтаж арматуры. 2.9 Опрессовать пакер с закачкой жидкости при открытой затрубной задвижке в объеме не менее 6 м3. Примечание - В случае негерметичности пакер сорвать и повторить п.п.2.7 – 2.9 с подбором других мест посадки пакера в проработанном интервале до полной его герметичности. Повторная посадка пакера допускается не более 5 раз. 51. НКТ: назначение, типы, размеры. НКТ - служат для добычи жидкости, газа из скважины, для закачивания в скважину технологической жидкости при ТКРС, при проведении технологических работ, бурение, промывка скважин, ликвидация аварий. На наружный поверхности труб не должно быть раковин, расслоений, трещин, не допускается заварка, заделка дефектных труб. НКТ выпускаются гладкие и с высаженными наружу концами на которую нарезают наружную резьбу, на один конец наворачивают муфту. Гладкая часть составляет 80-85% прочности не нарушенной части; у труб с высаженными концами прочность равна прочности гладкой части труб. В маркировке указывается: длина трубы, толщина стенок труб и марка, трубы и муфты делают из стали одной группы прочности. ТРУБЫ ГЛАДКИЕ И МУФТЫ К НИМ ИЗ СТАЛИ ПРОЧНОСТИ: К;Е;Л;Н;М. Трубы с высаженными концами для снятия внутреннего напряжения с помощью термической обработки. ТРУБЫ ГЛАДКИЕ И МУФТЫ К НИМ,:
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||