ступица рабочего колеса диплом. Диплом. Пояснительная записка содержит 157 страниц, в том числе 20 рисунков, 34 таблицы, 23 источника, 5 приложений. Графическая часть выполнена на 10 листах формата А1
 Скачать 6.95 Mb. Скачать 6.95 Mb.
|

|
2.5 Подробная разработка технологических операций механической обработки Операция 005 – «Токарная» Оборудование: Hessapp DVT-320 Характеристика: Вертикальный токарный двухшпиндельный обрабатывающий центр с ЧПУ. Система ЧПУ CNC Sinumerik Siemens 840 D. Технологическая база: Торец фланца, наружный диаметр фланца. Приспособление: Патрон токарный механизированный 3х кулачковый BISON-BIAL тип 2404-м Эскиз обработки: 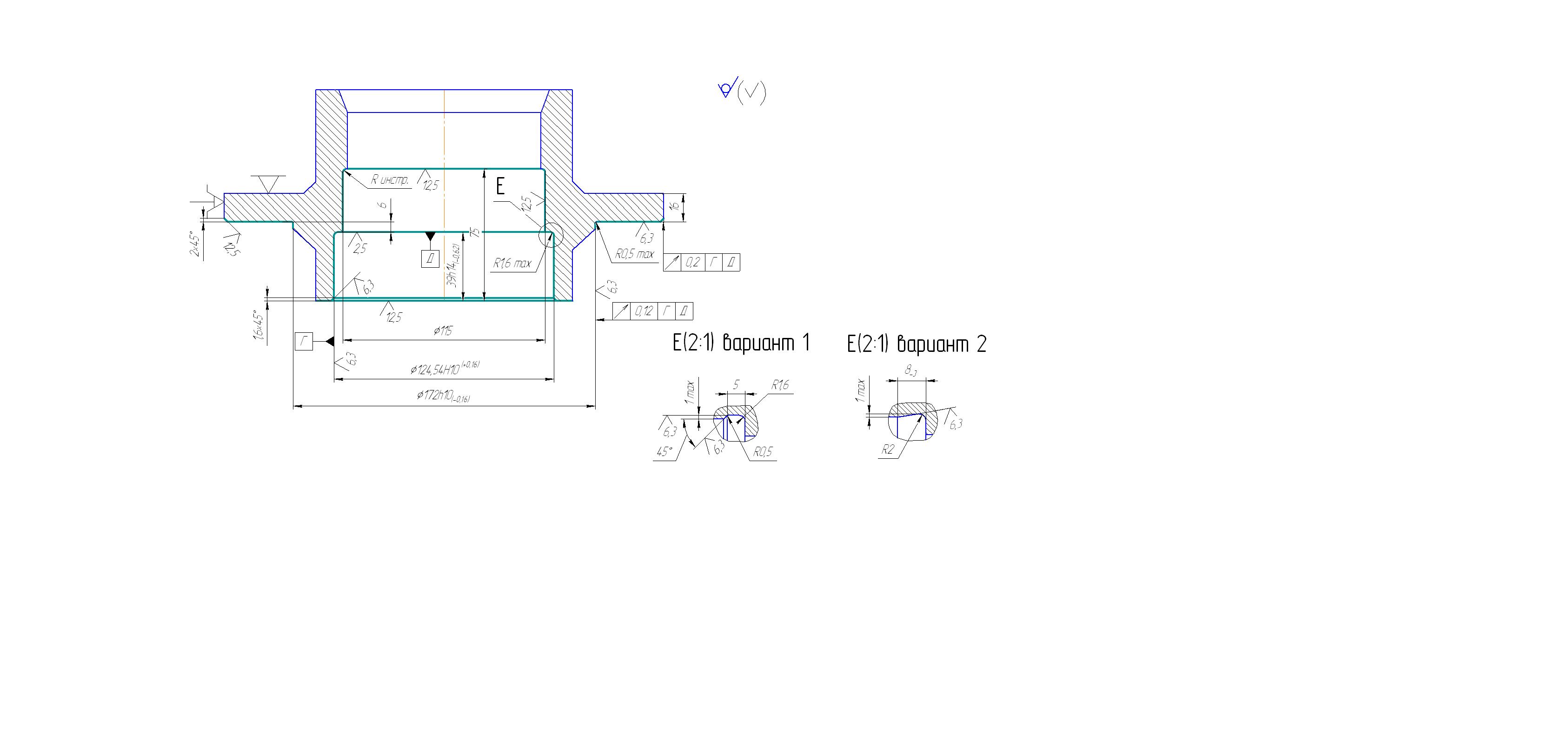 Рисунок 4 - Операционный эскиз на операцию 005 Содержание операции: Установить заготовку в патроне, закрепить; Подрезать по управляющей программе 2 торца одновременно согласно эскиза;  Точить по управляющей программе наружную поверхность ø172-0,16 и наружную фаску 2х45°; Точить по управляющей программе наружную поверхность ø172-0,16 и наружную фаску 2х45°;Расточить по управляющей программе отверстия ø115, ø124,5+0,16, внутреннюю фаску 2х45°, торец, выдерживая размер 39-0,62. Расточить по управляющей программе канавку Е согласно эскиза. Открепить деталь. Режущий инструмент: Резцовая головка Coromant Capto® C4-DCLNR-27050-12 Пластина CNMM 1204 12-PR GC4025(Сплав); Опорная пластина 5322 234-01. 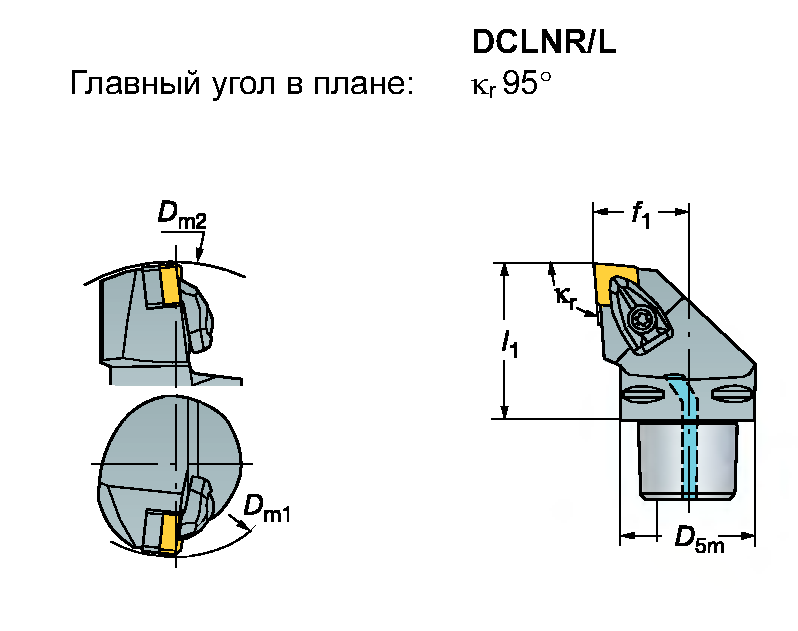 D5m=40; Dm1(min)=110; Dm2(min)=140; f1=27; l1=50; γ=-6°; λs=-6° Рисунок 5 - Резцовая головка. Расточная оправка Coromant Capto® C4-PCLNR-22110-12 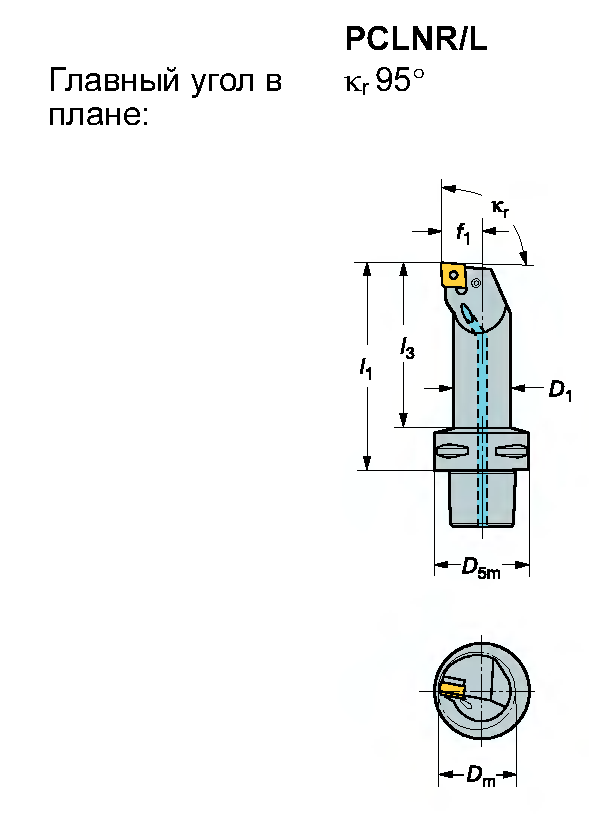 Dm(min)=40; D1=32; D5m=40; f1=22; l1=110; l3=89; γ=-6°; λs=-11°. Рисунок 6 - Расточная оправка Пластина CNMM 1204 12-PR GC4025(Сплав); Опорная пластина 171.31-850M.  Расточная оправка Coromant Capto® C4-PDUNR-17090-11 Расточная оправка Coromant Capto® C4-PDUNR-17090-11Пластина DNMG 11 04 04-PF GC4215(Сплав); 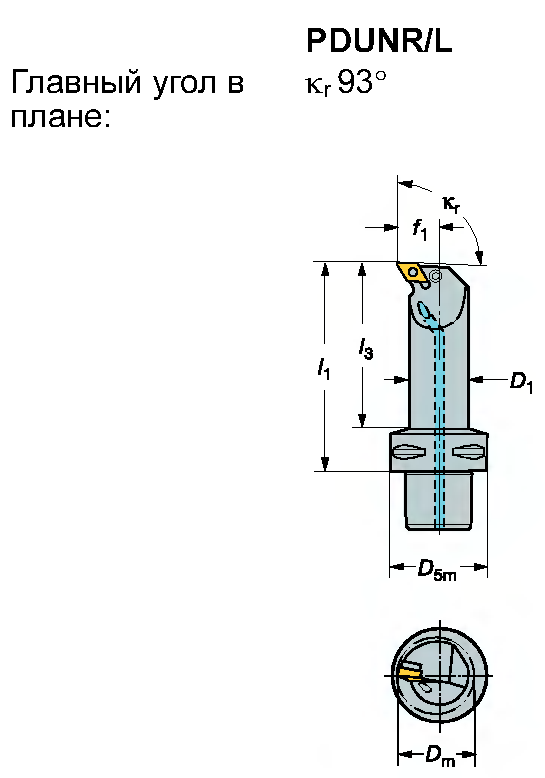 Dm(min)=32; D1=25; D5m=40; f1=17; l1=90; l3=69; γ=-6°; λs=-11°. Рисунок 7 - Расточная оправка Мерительный инструмент: Скоба 172-0,16 8113-5488; Пробка 124,5+0,16 ПР 8140-5141М; НЕ 8140-5142М; Калибр 6±0,2 8150-5038 Режимы резания: Назначение режимов резания на черновую обработку торца – поверхность 1, припуск на обработку Для черновой обработки детали берем резец подрезной, оснащенный пластинкой из твердого сплава Т15К6. Глубина резания при снятии припуска за один проход Рекомендуемое значение подачи Определяем скорость резания в зависимости от глубины резания, подачи и стойкости инструмента. Рекомендуемая скорость резания определяется по формуле, м/мин: где   По расчетной скорости резания и диаметру обрабатываемой детали находим требуемое число оборотов шпинделя: где В связи с тем, что обработка производится на станке с ЧПУ, корректировку по паспортным данным станка не производим. На остальные переходы назначение режимов резания производим с помощью нормативов. В таблице 12 приведены режимы резания к токарной операции № 005. Таблица 12 - Сводная таблица режимов резания к токарной операции 005
 Определение основного (машинного) времени: Определение основного (машинного) времени:где В таблице 16 приведен расчет основного времени к токарной операции 005. Таблица 13 Основное время к токарной операции 005
Операция 010 – «Токарная» Оборудование: Hessapp DVT-320 Характеристика: Вертикальный токарный двухшпиндельный обрабатывающий центр с ЧПУ. Система ЧПУ CNC Sinumerik Siemens 840 D. Технологическая база: Поверхность 1, 5 (Рисунок 1). Приспособления: Патрон токарный механизированный 3х кулачковый BISON-BIAL тип 2404-м. Регулируемый патрон для сверл С5-391.277-01 040А. Резьбовый патрон с предохранительной муфтой 393.03-SES1 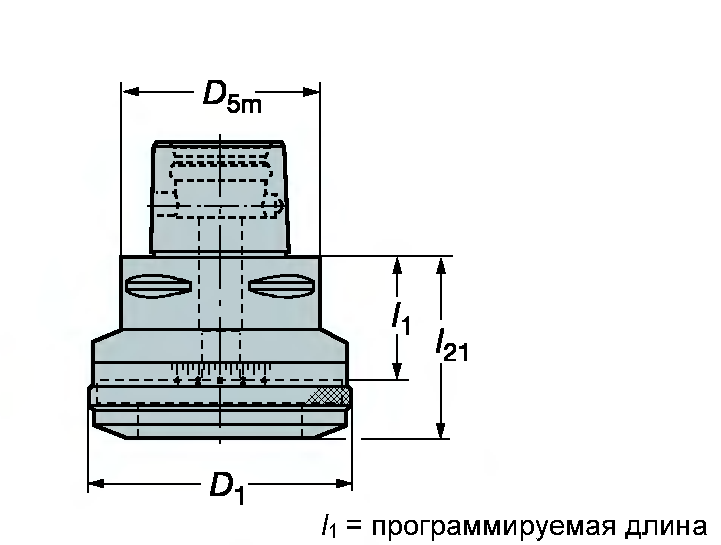 Рисунок 8 - Резьбовый патрон с предохранительной муфтой Эскиз обработки:  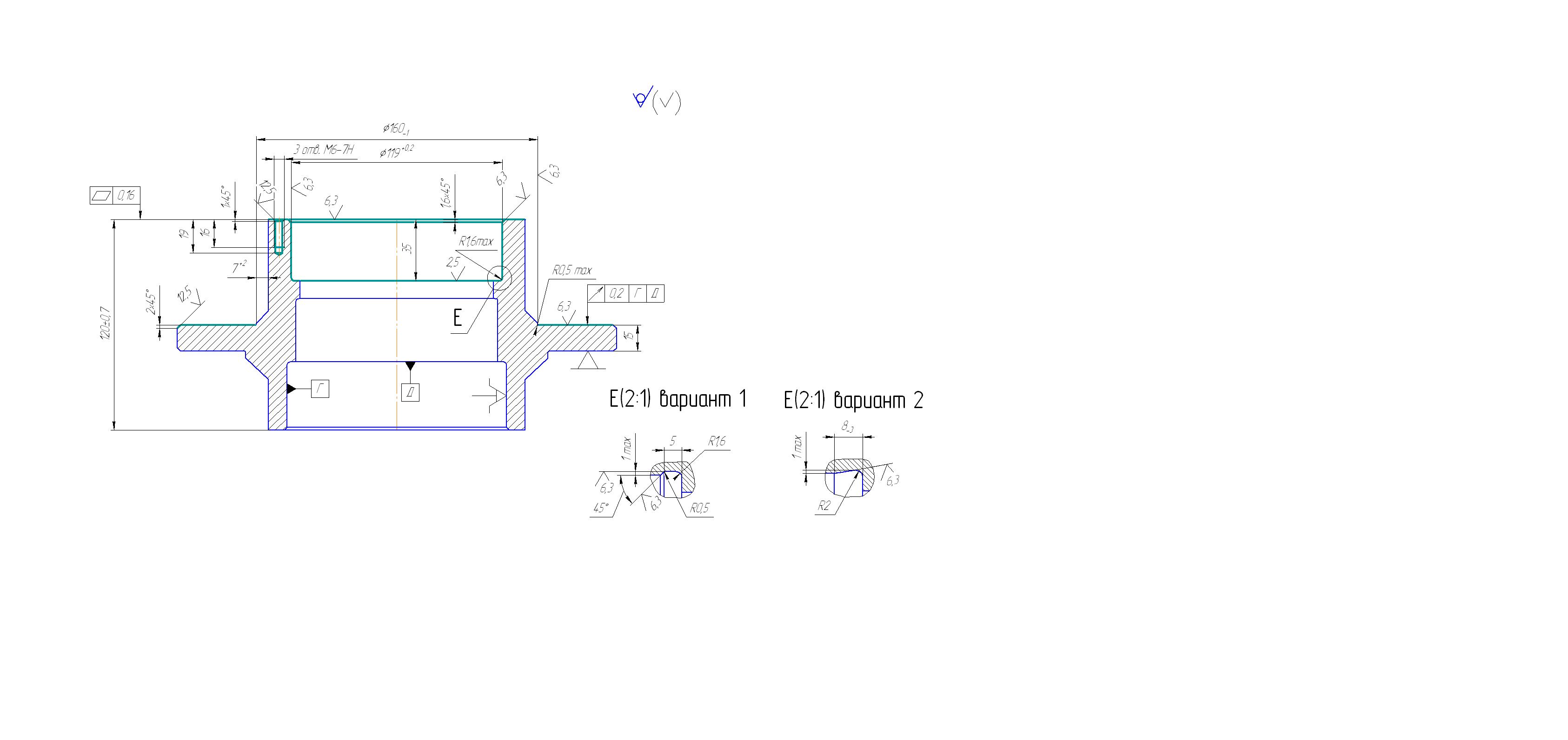 Рисунок 9 - Операционный эскиз на операцию 010 Содержание операции: Установить деталь в патрон, закрепить. Точить по управляющей программе 2 торца, выдерживая размеры ø160-1,0, 120±0,7 и 15, фаску 2х45°. Расточить по управляющей программе отверстие ø119+0,2, выдержав размер 35, фаску 1,6х45°. Расточить по управляющей программе канавку Е, выдерживая размеры согласно эскизу. Сверлить послед  овательно по управляющей программе 3 отверстия ø4,95+0,26 на глубину 19. овательно по управляющей программе 3 отверстия ø4,95+0,26 на глубину 19.Нарезать последовательно по управляющей программе резьбу М6-7Н на глубину 16 в 3х отверстиях. Раскрепить деталь, снять на конвейер. Режущий инструмент: Р езцовая головка Coromant Capto® C4-DCLNR-27050-12D5m=40; Dm1(min)=110; Dm2(min)=140; f1=27; l1=50; γ=-6°; λs=-6° Рисунок 10 - Резцовая головка Пластина CNMM 1204 12-PR GC4025(Сплав); Опорная пластина 5322 234-01. Расточная оправка Coromant Capto® C4-PCLNR-22110-12 Dm(min)=40; D1=32; D5m=40; f1=22; l1=110; l3=89; γ=-6°; λs=-11°. Рисунок 11 - Расточная оправка Пластина CNMM 1204 12-PR GC4025(Сплав); Опорная пластина 171.31-850M.  Расточная оправка Coromant Capto® C4-PDUNR-17090-11 Расточная оправка Coromant Capto® C4-PDUNR-17090-11 Dm(min)=32; D1=25; D5m=40; f1=17; l1=90; l3=69; γ=-6°; λs=-11°. Рисунок 12 - Расточная оправка Пластина DNMG 11 04 04-PF GC4215(Сплав); Сверло для обработки фасок и отверстий под резьбу CoroDrill® Delta-C ø5 с цилиндрическим хвостовиком R841-0500-30-A1A GC1220 (Сплав). 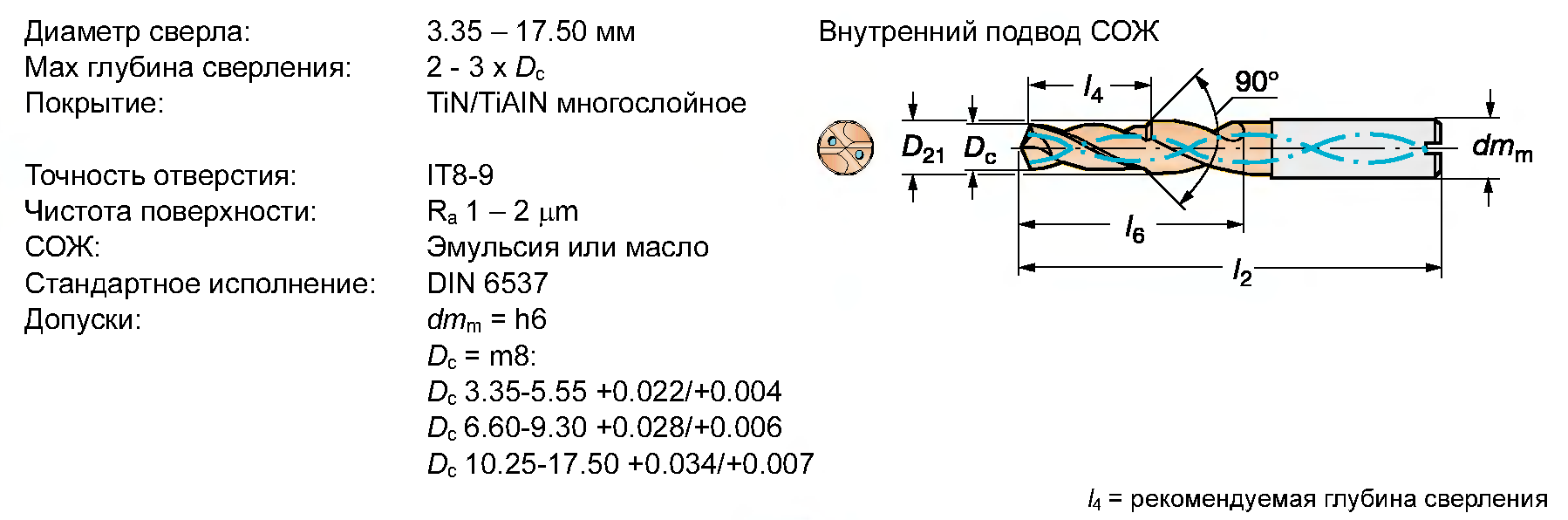 dmm=8; D21max=6,8; l2=79; l4=18,9; l6=28 Рисунок 13 - Сверло для обработки фасок и отверстий под резьбу CoroDrill®. Метчик М6-7Н 2620-1155 ГОСТ 3266-81. Мерительный инструмент: Штангенциркуль ШЦ-II-250-0,1 ГОСТ 166-80. Шаблон 46-0,62 8102-6211 Пробка ø119+0,2 ПР 8140-5139, НЕ 8140-5140 Пробка М6-7Н ПР 8221-0030 ГОСТ 17756-72, НЕ 8221-1030 ГОСТ 17757-72 Режимы резания: На все переходы назначение режимов резания производим с помощью нормативов. В таблице 14 приведены режимы резания к токарной операции 010.  Таблица 14 - Сводная таблица режимов резания к токарной операции 010 Таблица 14 - Сводная таблица режимов резания к токарной операции 010
В таблице 15 приведен расчет основного времени к токарно-винторезной операции 010. Таблица 15 - Основное время к токарно-винторезной операции 010
 Операция 015 – «Алмазно-расточная» Оборудование: ОС 2706 Характеристика: Специальный алмазно-расточной станок для одновременной двусторонней обработки отверстий. Технологическая база: Поверхности 1 и 3 (Рисунок 1). Приспособление: Приспособление установочное специальное. Эскиз обработки:  Рисунок 14 - Операционный эскиз на операцию 015. Содержание операции: Установить деталь в приспособлении. Закрепить. Расточить отверстие ø Расточить отверстие ø Снять деталь. Уложить на конвейер. Режущий инструмент: Резец ВК3М 2142-5978-02 Вспомогательный инструмент: Оправка для расточки 6300-5054 2 штуки; Наездник 120/125 (8701-5057). Мерительный инструмент:  Пробка Пробка Пробка Кольцо для нутромера ø120 8125-5094; Кольцо для нутромера ø125 8125-5095; Нутромер 120 8701-5028; Нутромер 125 8701-5028; Эталон для настройки 8450-5237. Режимы резания: Режимы резания взяты из базового технологического процесса: Подача S=0,1 мм/об; Скорость резания: V120=151 м/мин V125=158 м/мин Число оборотов n=402 об/мин Основное время к Алмазно-расточной операции 015: Основное время взято из базового технологического процесса То=2,02 мин.  Операция 025 – «Сверлильная» Операция 025 – «Сверлильная»Оборудование: СС 2157 Характеристика: Специальный вертикально-сверлильный станок. Технологическая база: Поверхности 1 и 3 (Рисунок 1). Приспособление: Приспособление установочное 7931-5043А, Головка 6ти шпиндельная 7930-5050. Содержание операции: Установить деталь в приспособление. Закрепить. Сверлить одновременно 6 отверстий ø 22+0,052 Снять деталь, уложить на подставку. Зенковать 6 отверстий с обоих сторон пневмодрелью до притупления острых кромок. Эскиз обработки: 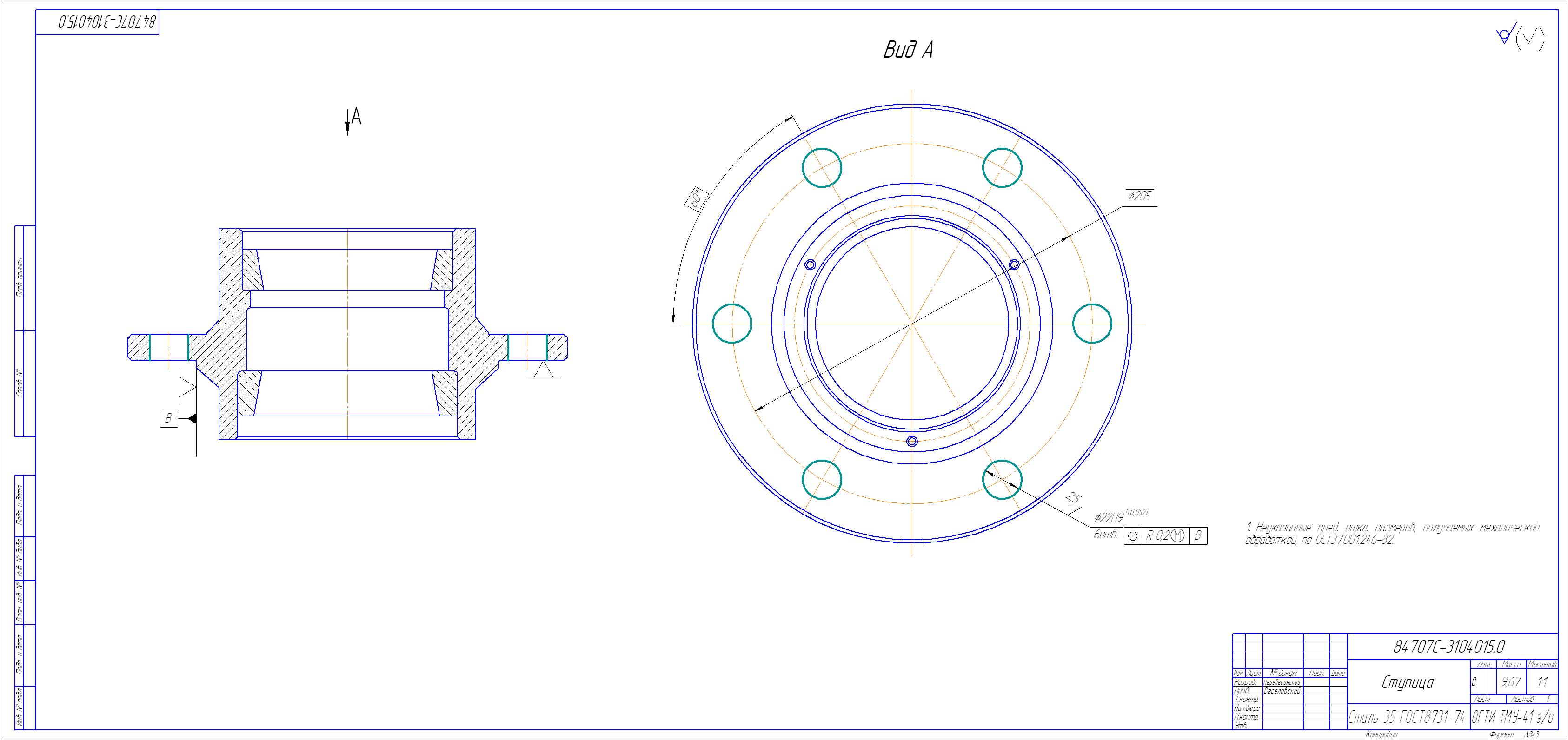 Рисунок 15 - Операционный эскиз на операцию 025 Режущий инструмент: Сверло-развертка ø 22+0,052 2382-6002 Зенковка 2353-5006 Вспомогательный инструмент: Пневмодрель ИП 1014А Втулка кондукторная 6 шт. 7051-5487 Мерительный инструмент: Пробка 22+0,052 8133-5558 Режимы резания:  Так как в базовом технологическом процессе режимы резания на данную операцию отсутствуют, то назначаем режимы самостоятельно. Так как в базовом технологическом процессе режимы резания на данную операцию отсутствуют, то назначаем режимы самостоятельно.Для комбинированного инструмента режимы резания будем назначать исходя из того, что для работы различного инструмента требуются различные режимы резания. Следовательно так как Sразв>Sсверл, а Vразв So(сверл)=SotK1soK4so, (34) где S ot=0,41 мм/об; K1so и K4so – поправочные коэффициенты учитывающие механические свойства обрабатываемого материала и глубину обрабатываемого отверстия; K1so=1,05 K4so=1,0 So(сверл)=0,41х1,05=0,43 мм/об tсверл=10,87 мм tразв=0,13 мм Vразв=VtK1vK2vK3vK5vK6vK7vK13v, (35) где Vt=8,8 м/мин; K1v - поправочный коэффициент учитывающий механические свойства обрабатываемого материала; K2v - поправочный коэффициент учитывающий формы заточки инструмента; K3v - поправочный коэффициент учитывающий наличие охлаждения; K5v – поправочный коэффициент учитывающий отношение фактического периода стойкости к нормативному; K6v - поправочный коэффициент учитывающий состояние обрабатываемой поверхности; K7v - поправочный коэффициент учитывающий марку материала инструмента; K13v - поправочный коэффициент учитывающий последовательность переходов маршрута обработки. K1v=1,05 K2v=1,3 K3v=1,0 K5v=1,0 K6v=1,0  K7v=1,0 K7v=1,0K13v=0,74 Vразв=8,8х1,05х1,3х1,0х1,0х1,0х1,0х0,74=8,9 м/мин Расчетное число оборотов шпинделя: n= по паспорту станка принимаем: n=125 об/мин S=0,4 мм/об действительная скорость резания: V= V= Основное время на операцию Основное время операции 025 Сверлильная: где То= | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||