Проект по модулю
 Скачать 1.27 Mb. Скачать 1.27 Mb.
|

Манипулятор прокатного станаОписание технологического процессаМанипулятор прокатного стана предназначен для перемещения прокатываемого металла в плоскости, параллельной оси валков перпендикулярно направлению прокатки. Кроме этого, с помощью манипулятора производится правка изогнутого проката, а также может производиться кантовка его на угол 90°. На прокатном стане располагается две линейки. Схема их взаимного расположения показана на рис. 8. Каждая линейка приводится в движение своим двигателем через реечную передачу. Встречно расположенные линейки необходимы для перемещения проката в обе стороны, а также для его правки и кантовки. 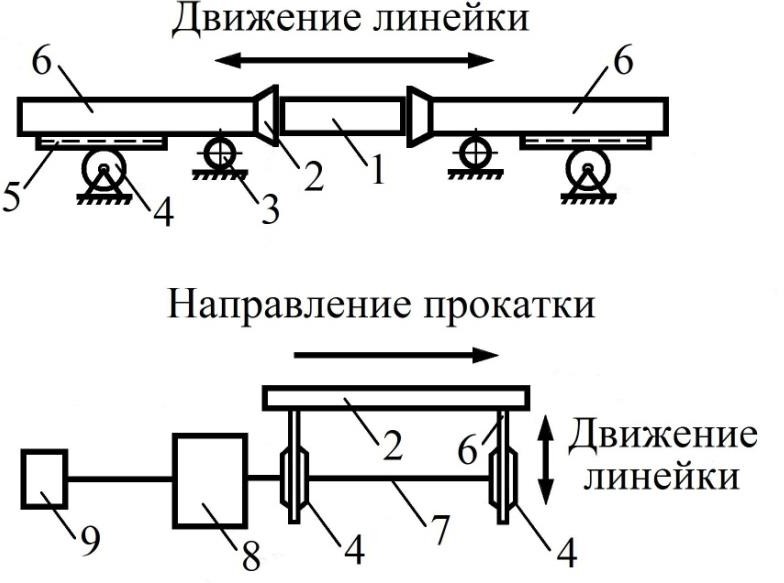 Рис. 8. Кинематическая схема электропривода манипулятора прокатного стана: 1– прокатываемый материал; 2– линейка; 3– каток; 4– шестерня реечной передачи; 5– рейка с зубчатым зацеплением; 6– штанга; 7– вал; 8– редуктор; 9– двигатель Вал реечной шестерни может соединяться с двигателем как через редуктор, так и непосредственно. Особенности электропривода и требования к немуПримерная тахограмма и зависимость моментов сопротивления показана на рис. 9. 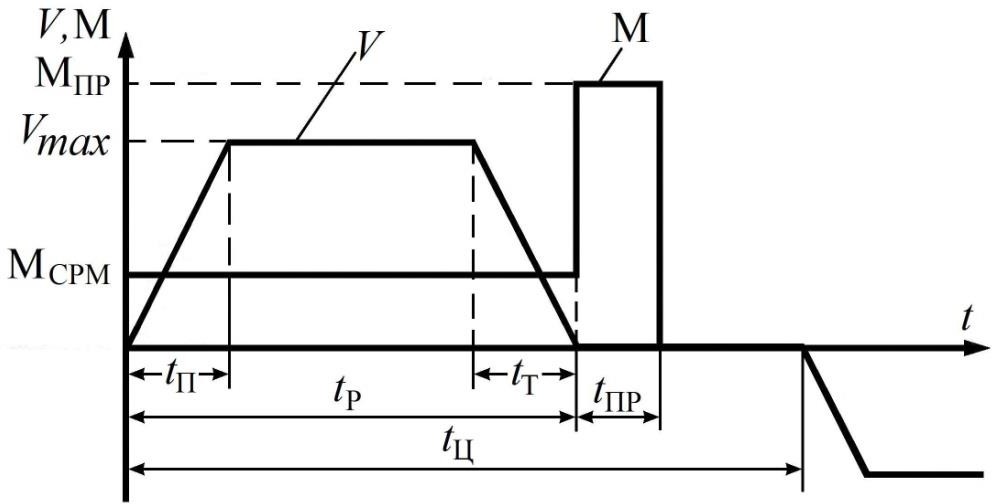 Рис. 9. Тахограмма и график моментов сопротивления для электропривода манипулятора прокатного стана Особенностью данного электропривода является наличие режима правки. Это такой режим, когда прокатываемый металл зажимается линейками с определенным усилием – усилием правки и производится выпрямление изогнутого при прохождении через валки металла. В таком случае привод работает на упор. Данный привод требует плавного регулирования скорости и возможности реверсирования. Заданная точность позиционирования линеек составляет 10 мм. |