газорезчик. газорезчик программа. Программа дополнительного профессионального образования Газорезчик
 Скачать 3.92 Mb. Скачать 3.92 Mb.
|

Влияние процесса резки на металл поверхности резаПри кислородной резке стали на лобовой поверхности реза развивается высокая температура, превышающая на 200...500 °С температуру плавления стали. Выделившаяся при резке теплота распространяется по детали и нагревает прилегающие к резу слои металла, создавая зону термического влияния (ЗТВ). Термическое воздействие на металл характеризуется очень быстрым нагревом поверхности реза и прилегающих к нему слоев металла до температуры, близкой к температуре плавления, высокой скоростью охлаждения и замедлением ее по мере снижения температуры (рис. 1.3). Чем ближе расстояние от поверхности реза до слоев металла, тем до более высоких температур они разогреваются и с большей скоростью охлаждаются. Установлено, что максимальная скорость охлаждения при резке стали толщиной 10...50 мм достигает 1 000...2 000 °С/с. Такие скорости охлаждения приводят к образованию закалочных структур на поверхности реза даже при относительно низком содержании углерода в разрезаемой стали.  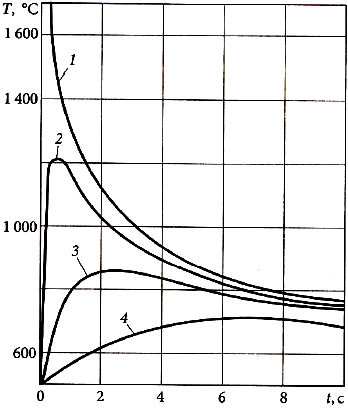 Рис. 1.3. Термический цикл кислородной разделительной резки низкоуглеродистой стали толщиной 20 мм в точках, расположенных на различном расстоянии от поверхности реза: 1 — 0,6 мм; 2 — 2 мм; 3 — 6 мм; 4 — 10 мм; T — температура; t — время Ширина ЗТВ изменяется от максимума у верхней кромки до минимума в средней части реза. У нижней кромки она опять возрастает за счет тепловыделения от шлаков, перемещающихся от верхней к нижней части реза. При кислородной резке стали на кромке реза происходит изменение химического состава металла. Оно вызвано тем, что в жидком расплаве происходит окисление элементов с большим сродством к кислороду. К таким элементам относятся марганец, кремний, хром. Они в первую очередь окисляются в жидком расплаве, вследствие чего их содержание на кромке реза снижается. Никель, молибден и медь, обладающие меньшим сродством к кислороду, чем железо, окисляются в расплаве в меньшей степени. Их содержание на кромке реза возрастает. Иным закономерностям подчиняется поведение углерода на кромке реза. При резке холодного металла углерод не выгорает на кромке, вследствие чего его содержание на кромке значительно повышается. При резке металла, подогретого до температуры 950 °С, содержание углерода на кромке реза снижается по сравнению с исходным количеством. Протяженность ЗТВ зависит от толщины разрезаемого металла, его состава, режимов резки (скорость резки, расход режущего кислорода и горючего газа) и составляет 2...55 мм для стали толщиной 20...1 000 мм (рис. 1.4). В ЗТВ выявляются три характерных участка: участок оплавленного металла с измененным химическим составом и температурой нагрева выше температуры плавления стали; участок перегрева, нагретый до температур, превышающих температуру фазового превращения; участок неполной перекристаллизации. Участок с измененным химическим составом при резке металла средней толщины не превышает 0,2 мм. 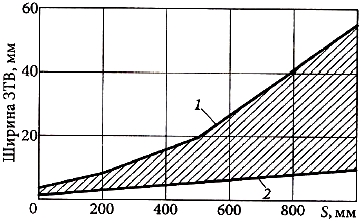 Рис. 1.4. Зависимость ширины зоны термического влияния от толщины металла S: 1 — нижняя кромка; 2 — верхняя кромка Образование закалочных структур на кромке реза приводит к повышению ее твердости. Низкая пластичность металла кромки в сочетании с внутренними напряжениями, вызываемыми воздействием источника теплоты, могут привести к появлению трещин, а в ряде случаев к разрушению изделия. Одним из способов устранения трещин при резке является предварительный подогрев заготовок, который снижает скорость охлаждения металла кромки и обеспечивает получение более пластичных структурных составляющих. Стали, содержащие 16...30% хрома и до 0,3% углерода, при нагреве до температуры свыше 950 °С приобретают крупнозернистое строение и повышенную хрупкость, которые не устраняются последующей термической обработкой, поэтому их резку рекомендуется выполнять на возможно максимальных скоростях с охлаждением кромки реза воздухом или водой. Технология разделительной газовой резки сталиРезка стали средней толщины. Качество реза и производительность процесса в значительной степени зависят от подготовки металла к резке. Листовой прокат различных марок сталей необходимо подавать на рабочее место резчика очищенным от окалины, ржавчины и других загрязнений. При резке в зимних условиях листы нужно подавать в цех заблаговременно, чтобы они успели нагреться до температуры окружающего воздуха. Это снизит вероятность образования трещин на кромке реза. Прибыли в зоне резки должны быть тщательно очищены от формовочной смеси, песка и пригара. Перед ручной кислородной резкой поверхность проката очищается от окалины и ржавчины обычно пламенем резака узкой полосой по линии предполагаемого реза. Для этого необходим незначительный прогрев поверхности металла подогревающим пламенем резака, в результате которого окалина отскакивает от поверхности листа. Перед механизированной резкой листовой прокат подвергается правке прокаткой на специальных листоправильных машинах и затем сплошной очистке. Существуют химический, механический и газопламенный способы очистки. Химическая очистка проводится травлением стального проката в растворе соляной или серной кислоты. При этом листы укладывают в специальные ванны. Продолжительность очистки листов из низкоуглеродистых и низколегированных сталей составляет 1...2 ч, из высоколегированных — более 3 ч. Среди различных способов механической очистки поверхности наибольшее распространение получила дробеметная очистка, при которой лист перемещается с равномерной скоростью, а поверхность листа обрабатывается пучком дроби, вылетающей с большой скоростью из дробеметной камеры. Этот процесс очистки является экологически чистым и наиболее производительным. Расстояние между мундштуком и поверхностью разрезаемого металла определяет качество резки и производительность процесса. Необходимо устанавливать торец мундштука на определенном расстоянии от поверхности разрезаемого металла. Оптимальными приняты следующие расстояния между торцом мундштука и поверхностью разрезаемого металла при ацетиленокислородной резке стали:  При работе на газах — заменителях ацетилена рекомендуемое расстояние увеличивается на 30...50%. Для поддержания постоянным расстояния между мундштуком и разрезаемым металлом при ручной резке используют специальные опорные тележки, при механизированной — устройства стабилизации положения резака. Процесс резки начинают с нагрева поверхности металла в начальной точке реза до температуры воспламенения металла в струе кислорода. После пуска кислородной струи и начала непрерывного окисления по толщине резак начинают перемещать по линии реза. Обычно начинают процесс резки с кромки листового проката. При вырезке внутренних элементов заготовок вначале необходимо пробить отверстие по всей толщине металла. Пробивка начального отверстия (рис. 1.5) в стальном листе начинается также с подогрева поверхности металла. При достижении заданной температуры плавно открывают вентиль режущего кислорода и наклоняют резак под углом 5...15° в сторону, обратную направлению резки. Одновременно с этим начинают перемещение резака на пониженной скорости. После прожигания отверстия резак устанавливают перпендикулярно к поверхности листа. 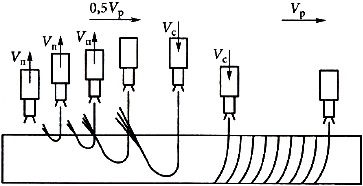 При механизированной кислородной резке резак закреплен в суппорте перпендикулярно к поверхности листа. Во избежание забрызгивания расплавленным металлом выходного отверстия для режущего кислорода и подогревающих каналов мундштука начало резки выполняют по специальному циклу (см. рис. 1.5). После прогрева металла в зоне пробивки включают подачу режущего кислорода первой ступени с давлением не более 98...196 кПа. Одновременно резак механизмом подъема плавно удаляется от металла со скоростью Vn на расстояние, равное 3/4 разрезаемой толщины. С началом пуска режущего кислорода включается подача машины на пониженной скорости, равной половине оптимальной (Vр). При таком начале резки расплавленные частички шлака не .засоряют мундштук, процесс пробивки отверстия протекает устойчиво. После прохождения резаком третьей части пути, определенной для пробивки, включается полное давление режущего кислорода с одновременным опусканием резака, которое осуществляется со скоростью Vс. Отверстие прожигается полностью. При пробивке начального отверстия в листе кромка реза получается невысокого качества, поэтому место начала пробивки при механизированной резке располагают вне контура разрезаемой детали (при вырезке наружного контура — снаружи, при вырезке внутреннего контура — внутри). Операции пробивки на машинах с числовым программным и фотокопировальным управлением выполняются автоматически. На машинах термической резки удается стабильно пробивать начальные отверстия в листовом прокате толщиной до 100 мм. При резке проката большой толщины начальное отверстие получают засверловкой либо кислородно-копьевой резкой. После начала резки и выхода резака на контур детали процесс резки протекает устойчиво при правильно выбранных технологических режимах. Для заданной скорости резки устанавливается определенная величина отставания, которая возрастает с увеличением скорости резки. Термином «отставание» пользуются для определения расстояния в направлении резки между осью сопла и точкой на нижней стороне разрезаемого листа, где выходит струя режущего кислорода (рис. 1.6). 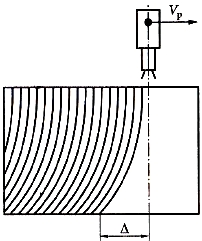 Рис. 1.6. Схема формирования отставания при газовой резке: Vр — скорость резки; Δ — отставание В большинстве случаев целесообразно уменьшить скорость резки, если при этом обеспечиваются точность вырезанной детали и такие качества поверхности резки, которые позволяют отказаться от дополнительной механической обработки. Если вырезаемые детали должны быть подвергнуты последующей механической обработке, поверхность реза может быть невысокого качества и скорость резки можно значительно увеличить. На производительность и качество кислородной резки кроме скорости резки, давления и расхода режущего кислорода, расхода и соотношения газов подогревающего пламени влияют факторы, которые не всегда можно учесть в производственных условиях. К таким факторам относятся температура окружающей среды, качество металла и его поверхности, качество каналов мундштуков и др. Поэтому данные по режимам резки могут быть использованы с некоторыми поправками, вытекающими из производственных условий. Для ручной разделительной резки могут быть приняты режимы, соответствующие третьему классу точности. В конце реза при замыкании контура детали скорость резки плавно понижают до 50 % оптимальной, что позволяет избежать появления перемычки в нижней части листа. Одной из широко применяемых операций, выполняемых кислородной резкой, является снятие фасок под сварку. Кромка заданной конфигурации может быть получена при установке резаков по схемам, представленным на рис. 1.7 и 1.8. 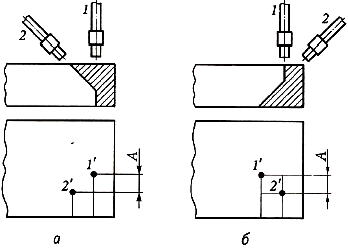 Рис. 1.7. Схемы расположения резаков при подготовке кромок под V-образную разделку: а — образование скоса сверху; б — образование скоса снизу; 1,2 — резаки; 1', 2’ — точки расположения резаков; А — смещение резаков относительно друг друга При подготовке кромок под V-образную разделку с образованием одностороннего скоса сверху (рис. 1.7, а) резак 1 выполняет вертикальный рез, резак 2, следующий за первым, — наклонный. Расстояние А зависит от толщины разрезаемого металла и должно быть достаточным для того, чтобы не происходило приваривания металла к нижней кромке реза. Недостаток этой схемы — сложное начало резки, потому что перед началом резки наклонным резаком необходимо остановить машину и выполнить подогрев металла. В результате остановки машины и повторного включения режущего кислорода вертикального резака в месте его остановки на поверхности реза образуется канавка глубиной до 2 мм. При образовании одностороннего скоса снизу (рис. 1.7, б) струя режущего кислорода резака 2 сначала срезает небольшую толщину металла, идущего в отход, а затем резаком 1 выполняется резка наклонной кромки металла, предварительно нагретого вертикальным резаком. Преимущество такой схемы — увеличение скоростей резки, а также отсутствие необходимости в остановке машины перед началом резки кромки вертикальным резаком. Недостаток этой схемы — несколько меньшая чистота поверхности реза при обработке металла толщиной более 35 мм. Подготовка кромок под Х-образную разделку осуществляется при одновременной работе трех резаков, при этом вертикальный резак образует притупление, наклонные резаки — фаски. На практике применяют две схемы работы резаков. При работе по первой схеме (рис. 1.8, а) впереди перемещается вертикальный резак 1, за ним — резак 2, срезающий нижнюю фаску, следом — резак 3, обрабатывающий верхнюю фаску. Расстояние между осями резаков 1 и 2 должно быть как можно меньшим, чтобы металл, разрезаемый резаком 2, не успел остыть после резки резаком 1 и покрыться пленкой оксидов. В противном случае кислородная струя, ударяясь о застывшую пленку оксидов, отражается от нее и устремляется вниз по вертикальному резу. При такой схеме установки резаков производительность резки высокая и нет необходимости в остановке машины при врезании в металл резаков 2 и 3. Эта схема применяется преимущественно при прямолинейной резке проката. 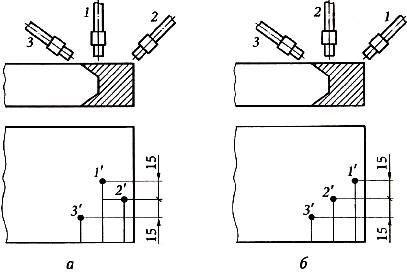 Рнс. 1.8. Схемы расположения резаков при подготовке кромок под Х-образную разделку: а — вертикальный резак впереди; б — вертикальный резак в центре; 1—3 — резаки; 2' — 3' — точки расположения резаков При фигурной резке со скосом кромок под сварку применяют вторую схему (рис. 1.8, б), обеспечивающую более высокую точность вырезанных деталей. При резке со скосом кромок под сварку начало резки необходимо выполнять с кромки металла, так как пробить в листе начальное отверстие несколькими резаками не представляется возможным. При вырезке внутренних контуров сначала центральным резаком 2 вырезается прямоугольное окно небольшого размера, и от него в дальнейшем начинается процесс резки. Эффективность процесса кислородной резки зависит от точности вырезаемых заготовок и качества поверхности. Точность резки характеризуется совпадением размеров вырезаемых деталей с заданными размерами. Качество поверхности реза определяется в соответствии с ГОСТ 14792—80 следующими показателями: отклонением поверхности реза от перпендикуляра к поверхности листа и шероховатостью поверхности реза. В зависимости от технологического назначения детали качество поверхности реза может быть высшее (класс 1), повышенное (класс 2) и обычное (класс 3). Класс 1 соответствует наилучшим результатам, достигаемым в наиболее благоприятных условиях при точном соблюдении оптимальных режимов резки, применении оборудования высшего класса, высоком качестве изготовления мундштуков. Класс 2 соответствует устойчивым результатам, получаемым на обычных серийно выпускаемых машинах в производственных условиях. Класс 3 соответствует устойчивым производственным показателям, достигаемым на серийном оборудовании при режимах, обеспечивающих наилучшие экономические показатели процесса. В табл. 1.2 приведены предельные отклонения реза по неперпендикулярности и шероховатости для различных диапазонов толщин разрезаемого листового стального проката (ГОСТ 14792—80). Таблица 1.2 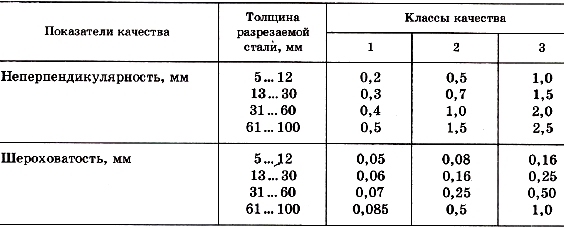 Различная точность резки, т.е. совпадение размеров вырезанной детали с заданными, зависит от точности машины, точности изготовления копир-чертежей, состояния поставки металла (наличие внутренних напряжений в листовом прокате). Установлено три класса точности машин (ГОСТ 5614—74): первый относится к машинам, электромеханическая погрешность которых не превышает ±0,5 мм, второй — ±1 мм, третий — ±1,5 мм. Точность размеров вырезанной заготовки, связанная с процессом резки (параметрами режущей струи, деформациями и т.п.), определяется ГОСТ 14792—80. Таким образом, размерная точность вырезаемых деталей должна укладываться в суммарный допуск точности машины и точности собственно резки. Деформация при резке — одна из главных причин отклонения размеров вырезанных деталей от заданных. Деформация металла при резке возникает вследствие неравномерного нагрева металла до высокой температуры и его охлаждения с образованием пластических деформаций в зоне нагрева. Пластические деформации, возникающие по кромкам вырезаемых деталей, вызывают укорочение, изгиб деталей, а также потерю устойчивости заготовки (отклонение от плоскостности). Количественно деформации зависят от размеров вырезаемых заготовок, теплофизических и механических свойств листового металла, расположения деталей на листе, последовательности их резки, а также от технологических параметров процесса резки (скорости резки, расхода режущего кислорода и мощности подогревающего пламени, ширины реза, наличия шлака на кромках реза и т.п.). Несмотря на большое число факторов, влияющих на величину деформации, можно дать общие рекомендации по повышению точности вырезаемых деталей. Прежде всего необходимо обращать особое внимание на расположение деталей на обрабатываемом стальном листе. В целях снижения деформаций при комплектовании раскроя необходимо избегать размещения на листе одних узких длинных деталей. Длинные детали следует компоновать на листе с короткими и размещать первые вдоль продольной кромки листа. Для уменьшения деформаций необходимо по возможности применять совмещенные резы, которые одновременно служат контурами двух рядом расположенных деталей. При необходимости вырезки из листа различных по размерам деталей необходимо резку начинать с края листа и перемещаться вдоль его короткой стороны (рис. 1.9). Направление обхода контура выбирают с таким расчетом, чтобы в первую очередь обрабатывались кромки, примыкающие к металлу, идущему в отход. В последнюю очередь следует выполнять рез, отделяющий деталь от основной массы листа. В процессе резки жесткость обрези должна быть меньше жесткости вырезаемой детали, поэтому следует предусматривать разрезку отходов. 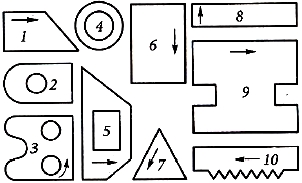 Рис. 1.9. Последовательность (1—10) вырезки деталей из листа При вырезке деталей с отношением длины к ширине более 3 необходимы перемычки. В зависимости от величины допустимой деформации и толщины детали назначают число и длину перемычек. Как правило, перемычки должны находиться на обрабатываемом контуре детали с шагом 1...3 м, их длина в зависимости от толщины металла составляет 15...50 мм. Резку полос из листа необходимо выполнять несколькими резаками, что практически исключает искривление заготовок. Для снижения деформации резку необходимо выполнять на максимальной скорости для данного класса качества реза с минимальной мощностью подогревающего пламени и минимальным в соответствии с требованиями к процессу расстоянием между торцом мундштука и поверхностью разрезаемого металла. Можно уменьшить значения погрешностей размеров деталей путем применения рациональной конструкции стола, на котором выполняется резка. Конструкция стола должна обеспечивать жесткое крепление, чтобы противостоять деформации изгиба вырезаемых деталей и обрези. Во избежание смещения листа в процессе резки необходимо предусматривать возможность свободного перемещения обрези. |