Лекционный материал по программе СМР. Соединительная деталь (трубопровода)
 Скачать 0.79 Mb. Скачать 0.79 Mb.
|

Стыковка (подгонка) катушек/захлестов, установка и монтаж запорной арматуры и соединительных деталейПосле вырезки катушки оси соединяемых участков трубопроводов должны быть выставлены в единую продольную линию на расстоянии, позволяющем произвести сборку стыков в соответствии с требованиями РД-25.160.00-КТН-037-14. Длина раскрываемого участка и размещение трубоукладчиков в зависимости от их грузоподъемности приведены в приложении А (см. таблицы А.1, А.2) с учетом диаметра участка трубопровода, минимального радиуса упругого изгиба и величины несоосности стыкуемых концов труб. Плоскости торцовых поверхностей стыкуемых труб должны быть перпендикулярны осям этих участков трубопровода и параллельны друг другу. Указанное требование достигают путем вскрытия и освобождения МТ от грунта с последующим их перемещением с целью достижения единой продольной оси стыкуемых труб. Перемещение участков МТ для достижения их соосности осуществляют трубоукладчиками в соответствии с данными в таблице А.2 (приложение А) с применением «мягких» полотенец. Мягкое полотенце должно быть расположено на расстоянии не менее 2 м от герметизатора/глиняного тампона с целью недопущения его повреждения при подъеме трубы и иметь соответствующую грузоподъемность. Запрещается подъем МТ с применением стропов-удавок и тросовых полотенец. При подготовке планируемых ремонтных работ к соединительным деталям и запорной арматуре должны быть, при необходимости, приварены переходные кольца, с подваркой кольцевого стыка изнутри и проведением ВИК, УЗК и РК сварных швов в объеме 100 %. Подготовку участка трубопровода для врезки проводят в следующей последовательности: удаление дефектного участка трубопровода, запорной арматуры, соединительных деталей (методом безогневой резки или взрыва); герметизация торцов участков трубопроводов герметизаторами/глиняными тампонами; сверление контрольных отверстий для отбора анализа воздуха перед герметизаторами/глиняными тампонами/водяными пробками на расстоянии от 100 до 150 мм от их торцов; сверление отверстий для контроля уровня нефти/нефтепродукта во внутренней полости освобожденного от нефти/нефтепродукта трубопровода и наличия избыточного давления (или вакуума) на расстоянии не менее 40м от установленных герметизаторов с обеих сторон ремонтного котлована; дегазация ремонтного котлована и контроль загазованности воздушной среды; определение соосности стыкуемых участков трубопроводов. Схема измерения соосности труб при врезке приведена на рисунке 13.1. При соосности стыкуемых участков трубопроводов проводят работы по подгонке деталей. При несоосности концов трубопроводов участки трубопроводов дополнительно освобождаются (вскрываются) от грунта экскаватором. Длина вскрываемого участка (участков), с учетом величины перемещения и радиуса упругого изгиба участка трубопровода, приведена в таблице А.1 (приложение А). Выставленные торцы стыкуемых труб при проведении дальнейших операций должны оставаться неподвижными. Неподвижность концов труб обеспечивают фиксированием положения стрелы трубоукладчика и засыпкой участков трубопроводов грунтом. П Не более 2 мм ри невозможности центровки труб с требуемой точностью, ремонт данного участка трубопровода производят монтажом гнутых отводов. Величина угла гнутого отвода должна быть определена по результатам геодезической съемки данного участка трубопровода. 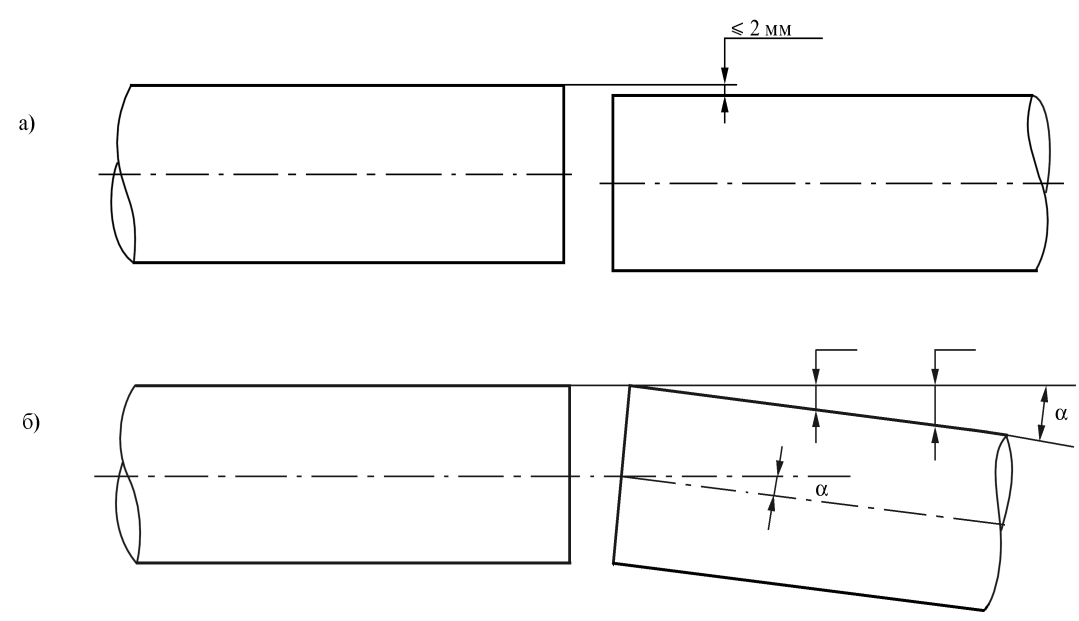 а) смещение стыкуемых кромок; труб б) несоосность стыкуемых труб Рисунок 13.1 – Схема измерения соосности труб при врезке Деформированные взрывом торцы трубопровода отрезают газовой резкой на расстоянии не менее 100 мм с последующей обработкой специализированными станками. Допускается обработка угловой шлифовальной машинкой со снятием слоя металла с обрезанного торца трубопровода не менее 1 мм и формированием разделки кромок под сварку для труб с толщиной стенки до 17 мм. Концы труб подвергают УЗК на длине не менее 100 мм по всему периметру на наличие расслоений. Расслоения, выявленные УЗК, удаляют. Подгонку катушки производят в следующей последовательности: производят разметку катушки (переходные кольца – при необходимости) на трубе, длина которой должна соответствовать длине вырезанного участка с учетом припуска на механическую обработку после газовой резки величиной 2 мм. Длина катушки, соединительной детали и запорной арматуры с переходными кольцами, готовой к установке, должна быть меньше длины ремонтного участка на величину от 2 до 3 мм; разметку линии реза производят мелом или тальком с применением мягких шаблонов либо других специальных приспособлений. Разметка линии реза торцов трубопровода с применением приспособления приведена на рисунке 13.2; для определения длины монтируемой катушки производят измерение длины заменяемого участка трубопровода в четырех точках по горизонтальной плоскости (расстояния В1 и В2,мм) и вертикальной плоскости (расстояния А1 и А2, мм). Схема измерения длины ремонтного участка трубопровода приведена на рисунке 13.3. Разность длин образующих трубопровода ΔА и ΔВ рассчитывают по формулам: ΔА = А1- А2 (13.1) ΔВ = В1- В2. (13.2) Разность длин образующих трубопровода ΔА и ΔВ должна составлять не более 3 мм. Неперпендикулярность обработанных торцов катушки относительно оси участка трубопровода по образующей трубы не должна превышать 2 мм. Угол между продольными осями стыкуемых элементов должен не превышать 1,5° (см. рисунок 13.1 б)). 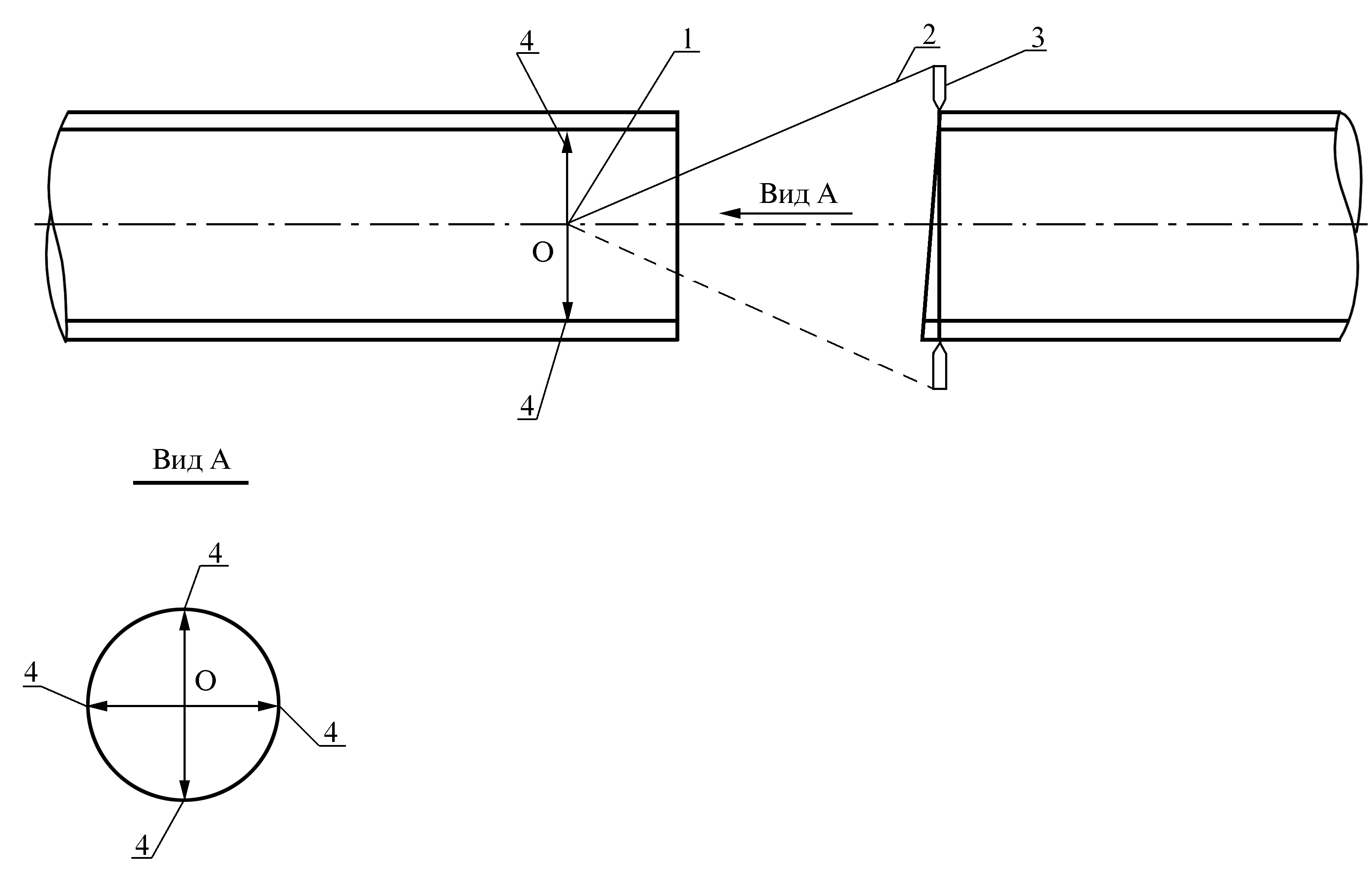 1 – регулировочная штанга; 2 – нить (тросик и т. п.); 3 – чертилка; 4 – винтовое приспособление Примечание – Центр винтового приспособления (О) выставляют относительно внутреннего диаметра трубы с точностью ±1 мм. Рисунок 13.2 – Разметка линии реза торцов трубопровода с применением приспособления 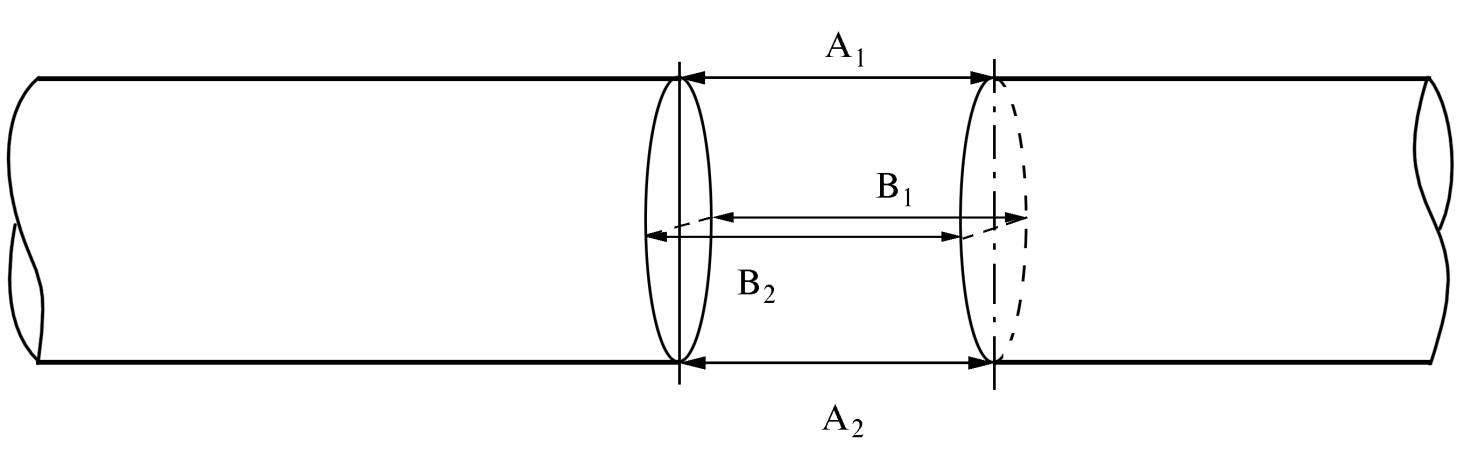 Рисунок 13.3 – Схема измерения длины ремонтного участка МТ Центровку катушки с ремонтируемым участком трубопровода выполняют с применением наружных центраторов. Если концы ремонтируемого участка трубопровода и катушки имеют овальность, для сборки должны применять центраторы, предназначенные для исправления овальности (цепные центраторы, центраторы-деовализаторы, подкладные струбцины для звеньевых центраторов). Сборку стыков с различными наружными диаметрами соединяемых элементов рекомендуется производить с использованием цепных центраторов и центраторов-деовализаторов, позволяющих компенсировать разность наружных диаметров с помощью регулировки опорных болтов. Подготовка и подгонка катушек, соединительных деталей, запорной арматуры выполняется в следующей последовательности: при соблюдении требований РД-25.160.00-КТН-037-14 по смещению кромок и разнотолщинности свариваемых элементов, на торец ремонтируемого участка трубопровода установить, зафиксировать и приварить одну сторону ввариваемого элемента (гнутого отвода, перехода, тройника, запорной арматуры); при разнице в толщине стенки ремонтируемого участка трубопровода и ввариваемого элемента, превышающей требования, к ввариваемому элементу с обеих сторон приварить переходные кольца (переходные катушки), длина которых на ЛЧ МТ после монтажа должна соответствовать требованиям 13.1.4. 13.2.14 (Измененная редакция. Изм. № 1). Сборку переходной катушки с ремонтируемым МТ (устранение технологического разрыва) производят с выполнением захлеста или установкой катушки в соответствии с РД-25.160.00-КТН-037-14. (Измененная редакция. Изм. № 1). При сборке и сварке стыков необходимо руководствоваться требованиями РД-25.160.00-КТН-037-14 и РД-23.040.00-КТН-201-17. |