Надежность. Темы вопросов к экзамену по дисциплине Процессы и методы повышения надежности на стадиях эксплуатации и ремонта нефтепромыслового оборудования
 Скачать 4.2 Mb. Скачать 4.2 Mb.
|

Виды дефектов материалов и основные способы их обнаруженияДефект – это каждое отдельное несоответствие продукции установленным требованиям [2].  Дефекты по происхождению: Ковка и прокат Литье Механическая обработка Сварные соединения Эксплуатация Сборка  Основные методы обнаружения дефектов: Визуально-измерительный контроль (ВИК) Капиллярный контроль проникающими веществами Тепловой неразрушающий контроль Радиационный неразрушающий контроль Акустический неразрушающий контроль Вихретоковый неразрушающий контроль Магнитный неразрушающий контроль Акустико-эмиссионный неразрушающий контроль 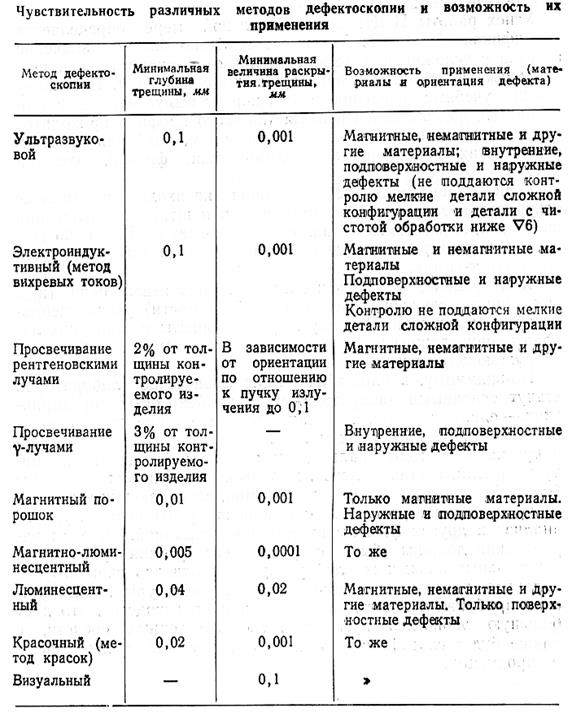 Выбор методов дефектоскопии деталей и сборочных единиц Дефектоскопия - это область знаний, охватывающая теорию, методы и технические средства определения дефектов в материале контролируемых объектов, в частности в материале деталей машин и элементов металлоконструкций. Дефектоскопия является составной частью диагностики технического состояния оборудования и его составных частей. Работы, связанные с выявлением дефектов в материале элементов оборудования, совмещаются с ремонтами и техническим обслуживанием или выполняются самостоятельно в период технического осмотра. Для выявления скрытых дефектов в конструкционных материалах используются различные методы неразрушающего контроля (дефектоскопии). Согласно ГОСТ Р 56542-2019 методы неразрушающего контроля классифицируют по видам: акустические, магнитные, оптические, проникающими веществами, радиационные, радиоволновые, тепловые, электрические, электромагнитные. Каждый вид представляет собой условную группу методов, объединенных общностью физических характеристик. Основными качественными показателями методов дефектоскопии являются: чувствительность, разрешающая способность, достоверность результатов. Чувствительность – наименьшие размеры выявляемых дефектов; разрешающая способность – наименьшее расстояние между двумя соседними минимальными выявляемыми дефектами, измеряется в единицах длины или числом линий на 1 мм (мм-1). Достоверность результатов – вероятность пропуска дефектов или браковки годных деталей. Акустические методыоснованы на регистрации параметров упругих колебаний, возбужденных в исследуемом объекте. Эти методы широко применяются для контроля толщины деталей, сплошности (трещин, пористости, раковин и т.п.) и физикомеханических свойств (зернистости, межкристаллитной коррозии, глубины закаленного слоя и др.) материала. Магнитные методы основаны на регистрации магнитных полей рассеивания над дефектами или магнитных свойств контролируемого объекта. Их применяют для обнаружения поверхностных и подповерхностных дефектов в деталях различной формы, изготовленных из ферромагнитных материалов. Оптические методы. Оптический неразрушающий контроль основан на анализе взаимодействия оптического излучения с объектом. Для получения информации используют явления интерференции, дифракции, поляризации, преломления, отражения, поглощения, рассеивания света, а также изменение характеристик самого объекта исследования в результате эффектов фотопроводимости, люминесценции, фотоупругости и других. Капиллярный метод дефектоскопии является метод контроля проникающими веществами. Он основан на капиллярном проникновении индикаторных жидкостей в полости поверхностных и сквозных несплошностей объекта и регистрации образующихся индикаторных следов визуально или с помощью преобразователя (датчика). Дефектоскопия деталей радиационными методами основана на регистрации ослабления интенсивности радиоактивного излучения при прохождении через контролируемый объект. Радиоволновые методы основаны на регистрации изменения электромагнитных колебаний, взаимодействующих с контролируемым объектом. Тепловые методы. В тепловых методах в качестве диагностируемого параметра используется тепловая энергия, распространяющаяся в объекте, излучаемая объектом, поглощаемая объектом. Вихретоковые методы основаны на анализе взаимодействия внешнего электромагнитного поля с электромагнитным полем вихревых токов, наводимых возбуждающей катушкой в электропроводящем объекте. Поверхностные и подповерхностные дефекты в ферромагнитных сталях обнаруживают намагничиванием детали и фиксацией при этом поля рассеивания с помощью магнитных методов. Те же дефекты в изделиях, изготовленных из немагнитных сплавов, например, жаропрочных, нержавеющих, нельзя выявить магнитными методами. В этом случае применяют, например, электромагнитный метод. Однако и этот метод не пригоден для изделий из пластмасс. В этом случае оказывается эффективным капиллярный метод. Ультразвуковой метод малоэффективен при выявлении внутренних дефектов в литых конструкциях и сплавах с высокой степенью анизотропии. Такие конструкции контролируют с помощью рентгеновских или гамма-лучей. Выбор вида дефектоскопии зависит от материала, конструкции и размеров деталей, характера выявляемых дефектов и условий дефектоскопии (в мастерских или на машине). Методы неразрушающего контроля не являются универсальными. Каждый из них может быть использован наиболее эффективно для обнаружения определенных дефектов. Выбор метода неразрушающего контроля определяется конкретными требованиями практики и зависит от материала, конструкции исследуемого объекта, состояния его поверхности, характеристики дефектов, подлежащих обнаружению, условий работы объекта, условий контроля и технико-экономических показателей. Конструкция (форма и размеры) деталей также обусловливает выбор метода контроля. Если для контроля объекта простой формы можно применить почти все методы, то для контроля объектов сложной формы применение методов ограничено. Объекты, имеющие большое количество выточек, канавок, уступов, геометрических переходов, трудно контролировать такими методами, как магнитный, ультразвуковой, радиационный. Крупногабаритные объекты контролируют по частям, определяя зоны наиболее опасных участков. Состояние поверхности изделия, под которым подразумевают ее шероховатость и наличие на ней защитных покрытий и загрязнений, существенно влияет на выбор метода и подготовку поверхности к исследованиям. Грубая шероховатая поверхность исключает применение капиллярных методов, метода вихревых токов, магнитных и ультразвуковых методов в контактном варианте. Малая шероховатость расширяет возможности методов дефектоскопии. Ультразвуковой и капиллярный методы применяют при шероховатости поверхности не более 2,5 мкм, магнитный и вихретоковый - не более 10 мкм. Защитные покрытия не позволяют применять оптические, магнитные и капиллярные методы. Эти методы можно применять только после удаления покрытия. Если такое удаление невозможно, то применяют радиационные и ультразвуковые методы. Электромагнитным методом обнаруживают трещины на деталях, имеющих лакокрасочные и другие неметаллические покрытия толщиной до 0,5 мм и металлические немагнитные покрытия до 0,2 мм. При выборе метода контроля следует изучить характер возможных дефектов. По расположению дефекты могут быть внутренними, залегающими на глубине более 1 мм, подповерхностными (на глубине до 1 мм) и поверхностными. Для обнаружения внутренних дефектов в стальных изделиях используют чаще радиационный и ультразвуковые методы. Если изделия имеют сравнительно небольшую толщину, а дефекты, подлежащие выявлению, достаточно большие размеры, то лучше пользоваться радиационными методами. Если толщина изделия в направлении просвечивания больше 100-150 мм или требуется обнаружить в нем внутренние дефекты в виде трещин или тонких расслоений, то применять радиационные методы нецелесообразно, так как лучи не проникают на такую глубину и их направление перпендикулярно к направлению трещин. В таком случае наиболее приемлем ультразвуковой контроль. Поверхностные дефекты обнаружить проще, однако и в этом случае выбор метода зависит от того, где находится трещина (на гладкой поверхности или в месте геометрического перехода). При ремонте изделия контролю подлежат все детали. При этом выявляют характерные виды их дефектов. Дефектация элементов конструкции при ремонтно-восстановительных работах и отказах служит основанием для определения предельных значений параметров их технического состояния. В условиях эксплуатации контролю может быть подвержено ограниченное число элементов, деталей, участков и точек, представляющих наибольшую опасность эксплуатации объекта.  Применение ультразвукового контроля для повышения надежности оборудования. На ремонтных предприятиях нефтегазовой отрасли широко применяют ультразвуковой контроль. Сущность ее заключается в способности ультразвуковых колебаний приникать вглубь материала контролируемого изделия и отражаться от дефектов, являющихся нарушением сплошности материала. Ультразвуковой контроль относится к акустическим методам дефектоскопии, он основан на регистрации параметров упругих колебаний, возбужденных в исследуемом объекте. Метод пригоден для деталей, материал которых способен упруго сопротивляться деформациям сдвига (металлы, фарфор, оргстекло, некоторые пластмассы). Ультразвуковые дефектоскопы работают с частотой ультразвуковых колебаний (УЗК) от 0,5 до 10 МГц. Упругие волны характеризуются следующими параметрами: длиной, частотой, скоростью распространения, амплитудой волны, акустическим давлением, смещением, скоростью и ускорением частиц среды, энергией волны. Для обнаружения различных дефектов применяют различные схемы прозвучивания. В зависимости от назначения, метода диагностирования, объекта и дефектов применяют различные пьезоэлектрические преобразователи (датчики излучения и приема ультразвуковых волн). Пьезоэлектрические датчики различаются формой, направленностью ультразвуковой волны. Ультразвуковые колебания распространяются в виде узких направленных пучков. Они могут отражаться, преломляться и фокусироваться. При падении на границу раздела двух фаз, обладающих различным акустическим сопротивлением, в том числе нарушенной сплошности материала (трещин, раковин, расслоений и др.), часть ультразвуковых колебаний отражается, причем угол падения равен углу отражения, а остальная часть УЗК проходит во вторую среду, преломляясь в ней. Направленность УЗК и способность их отражаться от границы раздела двух сред используются для выявления в материалах трещин, расслоений, пор, газовых и шлаковых включений и измерения толщины деталей. Ультразвуковая дефектоскопия осуществляется тремя основными методами: теневым, резонансным и эхо-методом. Наибольшее применение для контроля материала деталей получил импульсный эхо-метод, основанный на принципе посылки в материал контролируемой детали ультразвуковых колебаний и приеме отраженных волн. 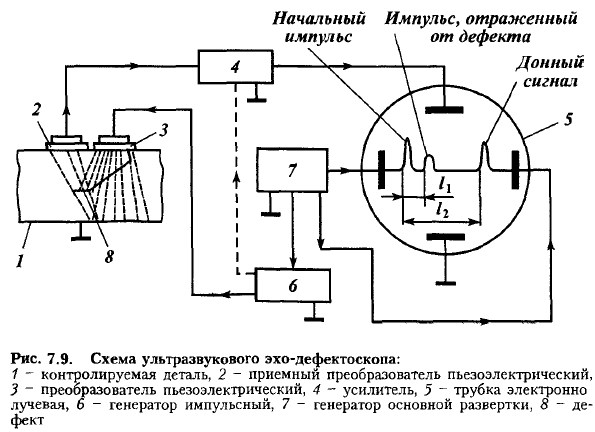 К основным недостаткам ультразвуковых методов относятся необходимость достаточно высокой чистоты поверхности деталей и существенная зависимость качества контроля от квалификации оператора-дефектоскописта Влияние на надежность? Применение магнитных методов контроля для повышения надежности оборудования Магнитные методы основаны на регистрации магнитных полей рассеивания над дефектами или магнитных свойств контролируемого объекта. Их применяют для обнаружения поверхностных и подповерхностных дефектов в деталях различной формы, изготовленных из ферромагнитных материалов. Магнитный поток, встречая на своем пути дефект с низкой магнитной проницаемостью по сравнению с ферромагнитным материалом детали, огибает его. Часть магнитных силовых линий выходит за пределы детали, образуя поле рассеивания. Наличие последнего, а следовательно и дефекта, обнаруживают различными методами (магнитопорошковый, магнитографический и феррозондовый).  При магнитопорошковом способе для обнаружения магнитного потока рассеивания используют магнитные порошки (сухой способ) или их суспензии (мокрый способ). Проявляющийся материал наносят на поверхность изделия. Под действием магнитного поля рассеивания частицы порошка концентрируются около дефекта. Форма их скоплений соответствует очертанию дефекта. Сущность магнитографического метода заключается в намагничивании изделия при одновременной записи магнитного поля на магнитную ленту, которой покрывают деталь, и последующей расшифровке полученной информации. Для обнаружения дефектов феррозондовым способом применяют феррозондовые преобразователи. При контроле деталей, поступающих в ремонт, наиболее распространен магнитопорошковый способ. Технология определения дефекта состоит из следующих операций: очистки детали от загрязнений; подготовки суспензии (мокрым способом); намагничивания контролируемой детали; осмотра поверхности детали с целью выявления мест, покрытых отложениями порошка; размагничивания детали. Намагниченность деталей должна быть достаточной для создания около дефекта магнитного поля рассеивания, способного притягивать и удерживать частицы порошка. Через детали пропускают электрический ток или помещают их в магнитное поле соленоида. Различают три способа намагничивания: полюсное, циркулярное и комбинированное. Полюсным намагничиванием создают продольное магнитное поле (вдоль детали). Деталь помещают между полюсами электромагнита (постоянного магнита) или в магнитное поле соленоида. Это намагничивание применяют для выявления дефектов, расположенных перпендикулярно к продольной оси детали или под углом к ней не более 20—25°. Циркулярным намагничиванием создают магнитное поле, магнитные силовые линии которого расположены в виде замкнутых концентрических окружностей. Через деталь пропускают электрический ток. При необходимости обнаружения дефекта на внутренней цилиндрической поверхности ток пропускают через стержень или кабель из немагнитного материала (медь, латунь, алюминий), помещенный в отверстие детали. Это намагничивание служит для нахождения дефектов, расположенных вдоль продольной оси детали или под небольшим углом к ней. Комбинированное намагничивание заключается в одновременном воздействии на деталь двух взаимно перпендикулярных магнитных полей. В результате их сложения образуется результирующее магнитное поле, величина и направление которого зависят от вектора магнитной напряженности каждого из слагаемых. Для получения комбинированного магнитного поля обычно через деталь пропускают электрический ток, создавая в ней циркулярное магнитное поле, и одновременно помещают в соленоид (или электромагнит), создавая продольное магнитное поле. Магнитный метод контроля используют только для ферромагнитных металлов. Объекты, имеющие большое количество выточек, канавок, уступов, геометрических переходов, трудно контролировать магнитным методом. Магнитный метод применяют при шероховатости не более 10 мкм. Кроме того нельзя использовать магнитный метод при наличии покрытия. Влияние на надежность (наверное так) Безотказность: обнаруживаем дефект у детали и заменяем ее на деталь без дефекта, поэтому ВБР увеличится. Долговечность: обнаруживаем дефект у детали и заменяем ее на деталь без дефекта, поэтому ср. ресурс/срок службы увеличится. Сохраняемость: срок сохраняемости детали с дефектом и без одинаковый Ремонтопригодность: ср. время восстановления увеличиться, так как деталь с дефектом надо дольше ремонтировать. Применение цветной дефектоскопии для повышения надежности оборудования Капиллярный метод (цветная дефектоскопия) основан на капиллярном проникновении индикаторных жидкостей в полости поверхностных и сквозных несплошностей объекта и регистрации образующихся индикаторных следов визуально или с помощью преобразователя (датчика). Метод позволяет обнаруживать поверхностные и сквозные дефекты. Капиллярные методы применяют для обнаружения дефектов в деталях простой и сложной формы. Эти методы позволяют обнаруживать дефекты производственно-технологического и эксплуатационного происхождения – трещины шлифовочные, термические, усталостные, волосовины, закаты и др. В качестве проникающих веществ используют керосин, цветные, люминесцентные и радиоактивные жидкости, а также применяют метод избирательно фильтрующихся частиц. 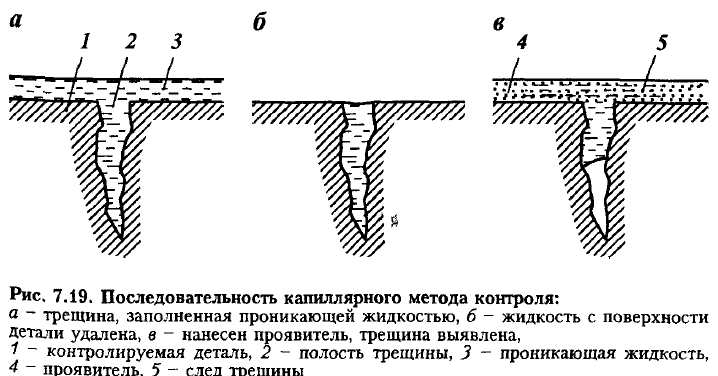 Очищенная от грязи и специальных покрытий (краска, гальванические покрытия и др.) деталь 1 покрывается проникающей жидкостью 2. Ускорение заполнения жидкостью дефектов достигается в зависимости от ее свойств подогревом (жидкости или детали), созданием вакуума или компрессии, упругим деформированием или воздействием ультразвуком. Затем жидкость с поверхности удаляют протиркой ветошью, промывкой или продувкой и в зону контроля кистью или краскораспылителем наносят равномерный слой проявителя. Он поглощает оставшуюся в полостях дефектов жидкость, образуя индикаторный рисунок дефектов, а также создает фон, улучшающий видимость рисунка. При использовании цветных жидкостей индикаторный рисунок получается цветным, обычно красным, который хорошо выделяется на белом фоне проявителя - цветная дефектоскопия. При использовании люминесцирующих жидкостей индикаторный рисунок становится хорошо видимым под воздействием ультрафиолетовых лучей - люминесцентный метод. Контроль характера индикаторных рисунков осуществляется визуально-оптическим методом. При этом линии рисунка обнаруживаются сравнительно легко, так как они в десятки раз шире и контрастнее, чем дефекты. Достоинствами капиллярной дефектоскопии являются универсальность в отношении формы и материалов деталей, хорошая наглядность результатов, простота и низкая стоимость материалов, высокая достоверность и хорошая чувствительность в частности, минимальные размеры обнаруживаемых трещин составляют: ширина 0,001-0,002 мм, глубина 0,01-0,03 мм. Недостатки: возможность обнаружения только поверхностных дефектов, большая длительность процесса и трудоемкость (необходимость тщательной очистки), токсичность некоторых проникающих жидкостей, недостаточная надежность при отрицательных температурах. Влияние на надежность (наверное так) Безотказность: обнаруживаем дефект у детали и заменяем ее на деталь без дефекта, поэтому ВБР увеличится. Долговечность: обнаруживаем дефект у детали и заменяем ее на деталь без дефекта, поэтому ср. ресурс/срок службы увеличится. Сохраняемость: срок сохраняемости детали с дефектом и без одинаковый Ремонтопригодность: ср. время восстановления увеличиться, так как деталь с дефектом надо дольше ремонтировать. |