МУ ПЗ МДК.03.03.Рем.куз.лег.авто.. тольяттинский машиностроительный колледж
 Скачать 1.46 Mb. Скачать 1.46 Mb.
|

1. Платформенный стапель с Trommelberg B-22G 2-сторонним подъемом B22G.2. Гидравлический ручной насос с манометром 10 т AE&T T03010PM.3. Гидроцилиндр (усилие 10т, шток 10”, диаметр 45 мм) JTC RC1010.4. Гидравлический набор WIEDERKRAFT WDK-87110. 5. Набор гибких индукторов в кейсе RedHotDot 2400 054783.6. Набор инструмента для жестянщика 7 шт TOPEX 02A025.7. Набор монтажных лопаток (4 предмета) JTC 3117.8. Обратный молоток в комплекте с захватами JTC YC900.9. Набор гидравлических растяжек 10 т KraftWell KRWPH10.10. Сварочный инвертор FUBAG INTIG 400 T AC/DC PULSE 38028.3.11. Детали кузова.12. Лист писчей бумаги формат А4 (210x297мм) с нанесенной ограничительной рамкой, отстоящей от левого края листа на 20мм и от остальных на 5мм со штампом основной надписи 15х185 мм (ГОСТ 2.104-2006). 13. Ручка с чернилами черного цвета 14. Карандаш простой. 15. Чертежные принадлежности: (линейка). Задания для лабораторной работы: 1. Определите способы и методы правки вмятин на металлических панелях кузова автомобиля 2. Результаты анализа оформить в виде таблицы: Таблица 1– Способы и методы правки вмятин кузова автомобиля
3. Выполнить лабораторную работу. Правка деформированных панелей и проемов механическим воздействием Как правило, вмятины в панелях кузовов и оперения, где металл после удара не растянут, выравнивают выдавливанием или вытягиванием вогнутого участка до придания ему правильного радиуса кривизны. При большом растяжении металла образуются выпучины, которые нельзя исправить рихтовкой. Правку выпучины можно выполнять в холодном или нагретом состоянии. Устранение выпучины в холодном состоянии основано на растяжении металла по концентрическим окружностям или по радиусам от выпучины к неповрежденной части металла (рисунок 1). При этом образуется плавный переход от наиболее высокой части выпучины к окружающей ее поверхности панели. 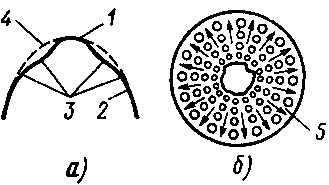 Рисунок 1- Способ правки (б) в панелях кузова выпучин (а) без нагрева: 1 - выпучина, 2 - панель, 3 - участки панели, подлежащие растягиванию ударом молотка, 4 - радиус кривизны панели после правки выпучины, 5 - схема направления ударов молотка (указано стрелками). Значительное растяжение металла, имеющее место при устранении выпучины рихтовкой в холодном состоянии, увеличивает истинную поверхность металла на ремонтируемом участке. В результате коррозионная стойкость металла ухудшается. Поэтому правку неровных (волнистых, небольших вогнутых поверхностей) металлических панелей кузовов и оперения механическим способом рекомендуется выполнять разглаживанием специальными устройствами, выдавливанием или вытягиванием с помощью указанных ниже приспособлений, а выпучины править с применением нагрева. Для правки труднодоступных мест используют изогнутые поддержки-лопатки (рисунок 2а), конец которых можно ввести между внутренними и наружными панелями кузова через зазоры или монтажные люки (рисунок 2б). 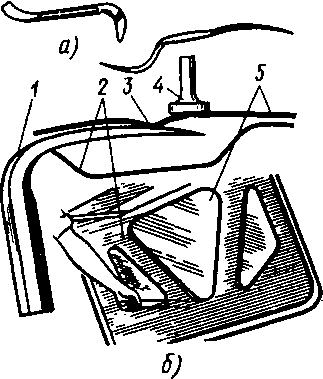 Рисунок 2-Поддержки (а) для правки участков, закрытых внутренними панелями и схема правки с их помощью крышки багажника (б): 1 - поддержка, 2 - внутренняя панель, 3 - вмятина, 4 - рихтовочный молоток, 5 - наружняя панель Рихтовка незначительных вмятин на панелях крыши, дверей, капота, багажника, крыльев и других лицевых панелей и приемы ее выполнения показаны на рисунке 3. Для правки труднодоступных мест используют изогнутые поддержки-лопатки (рисунок 2а), конец которых можно ввести между внутренними и наружными панелями кузова через зазоры или монтажные люки (рисунок 2). Рихтовка незначительных вмятин на панелях крыши, дверей, капота, багажника, крыльев и других лицевых панелей и приемы ее выполнения показаны на рисунке3. Исправление вмятин на кузовах, имеющих закругленную (овальную) лицевую поверхность (рисунке 4), всегда начинают с периферии вмятины и продвигаются к ее центру. 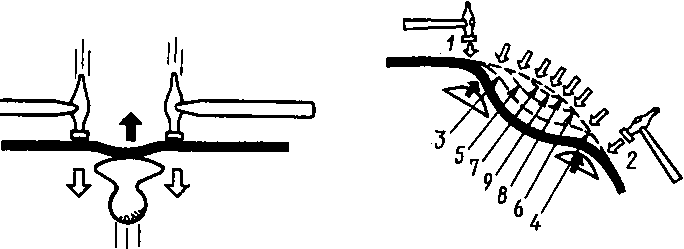 Рисунок 3- Рихтовка незначительных вмятин на панелях (крыши, дверей, капота и др.) Рисунок 4-Последовательность (1-9) исправления вмятин на деталях кузова, имеющих закругленную (овальную) лицевую поверхность Устранение небольших деформаций в панелях в некоторых случаях можно осуществить с помощью рычага-прижима. Приемы работы с этим инструментом, а также с молотком и рычагом-прижимом приведены на рисунках 5, 6. 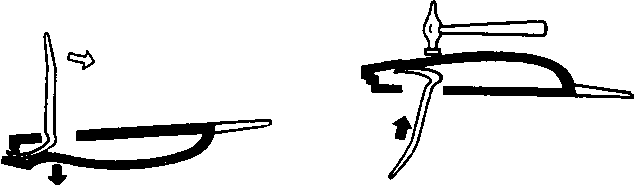 Рисунок 5- Исправление деформированного участка с помощью рычага-прижима Рисунок 6- Исправление вмятин с помощью молотка и рычага-прижима При использовании для рихтовки небольших деформационных участков специального рихтовочного молотка (имеет насечку) и наковальни-поддержки металл «не плывет», его длина восстанавливается до первоначальных форм и размеров. Классическая, или обычная, рихтовка. Классическая рихтовка выполняется с помощью специальных молотков, домкратов, ложек, оправок, рычагов и других приспособлений. Иногда требуются аппараты контактной сварки. Такая технология обычно используется при исправлении локальных дефектов кузова. Она предполагает: нанесение частых последовательных ударов деревянными, металлическими или резиновыми молотками; выдавливание специальными крючками, клюшками, ложками; разглаживание фасонными плитами; применение других технологических приёмов и приспособлений. Классическая рихтовка выполняется с помощью специальных молотков, ложек, оправок, рычагов и других инструментов. Вакуумная рихтовка вмятин. Вакуумную рихтовку используют для устранения вмятин, у которых нет острых углов и не нарушено лакокрасочное покрытие. Это могут быть следы от локтей, коленей при неудачном облокачивании о кузов автомобиля. Такие дефекты с плавными закруглёнными краями исправляются с помощью специальных вакуумных присосок. В условиях гаража можно использовать подручные средства. Это могут быть присоски для крепления на лобовом стекле зеркала заднего вида, шторки от солнца, органайзера и т. п. Технология рихтовки очень проста. На обезжиренную и смоченную водой вмятину устанавливается присоска и фиксируется сильным нажатием или специальными приспособлениями.  Универсальная вакуумная присоска проста в использовании и не требует специальных навыков При работе с присосками важно найти место, где напряжение металла наиболее велико. Обычно это периметр вмятины. Именно умение точно находить точки с максимальным напряжением определяет квалификацию мастера. Такой метод особенно эффективен при устранении плавных неглубоких вмятин диаметром больше 12–20 см. Присоска фиксируется, а затем резко тянется на себя. Иногда для этого используют прочный шнур, привязанный к стержню присоски. Главные достоинства вакуумного метода: не требуется демонтаж повреждённой детали, так как работа ведётся на её внешней поверхности; не повреждается лакокрасочное покрытие; не требуется больших затрат времени. Горячая рихтовка. Если обычными способами устранить кузовные дефекты не получается, используется технология горячей рихтовки. Для этого обычно применяют газовую горелку. Однако в неопытных руках она принесёт больше вреда, чем пользы. Нагреть детали из тонкой листовой стали можно с помощью строительного фена с температурой струи воздуха в несколько сотен градусов. Это позволит избежать разрушения лакокрасочного покрытия. Кроме того, фен не так опасен, как газовая горелка. Рихтовка контактной сваркой. В последнее время стала популярна рихтовка с помощью споттера. На деформированное место контактной сваркой привариваются элементы крепления, с помощью которых выравнивается поверхность. Способ этот недешёвый — далеко не каждому автовладельцу по карману купить споттер. Многие умельцы для этих целей переделывают переносные сварочные аппараты, микроволновые печи или собирают устройство из подручных материалов. Технология контактной сварки имеет ряд неоспоримых преимуществ: время нагрева составляет 0,3 сек, и металл не успевает прогореть; в месте сварки не образуется шлака, окалины, искр; крепёжные элементы рассчитаны на многократное применение; крепёж надёжно приваривается и легко удаляется с поверхности; рихтовка отличается большой точностью и не занимает много времени; работа ведётся снаружи, поэтому нет необходимости демонтировать повреждённую деталь и обеспечивать доступ к её внутренней стороне.  При рихтовке контактной сваркой используется споттер Порядок устранения дефектов кузова с помощью Pops-a-Dent. 1. Небольшой башмак крепится к кузову в центр вмятины. Он фиксируется специальным клеем, который идёт в комплекте с инструментом. 2. В башмак вкручивается шпилька с резьбой, на неё надевается небольшой мост из пластика. Основания моста упираются в кузов автомобиля. 3. На шпильку накручивается гайка. Подтягивая её, башмак тянет металл наружу. После удаления вмятины башмак снимается специальным шпателем. Он также есть в комплекте с этим приспособлением. Набор для устранения дефектов кузова Pops-a-Dent.  Все эти способы подходят для небольших вмятин. Более глубокие лучше поручить профессионалам. Сейчас открыто достаточно много мастерских, которые используют технологии удаления вмятин без покраски. В их распоряжении специальный инструмент для выравнивания изнутри более глубоких вмятин. Следует заметить, что кузовной ремонт без окрашивания занимает намного меньше времени, не требует демонтажа деталей кузова. Кроме этого такого вида ремонт обходится дешевле. 4. Оформить отчет по лабораторной работе (Приложение А). Литература: 1. Шестопалов С.К. Устройство, техническое обслуживание и ремонт легковых автомобилей. – М.: ИРПО Академия, 2014. 2. Епифанов Л. И., Епифанова Е.А. Техническое обслуживание и ремонт автомобилей: Учебное пособие для студентов учреждений среднего профессионального образования. – М.: ФОРУМ: ИНФРА-М, 2015. – 280 с.: 3. Синельников А.Ф. Кузова легковых автомобилей: Обслуживание и ремонт/ А.Ф.Синельников, Ю.Л.Штоль, С.А.Скрипников.-3-е изд. стер. -М.: Транспорт,2015,-256 с.: ил. Раздел ПМ.03 «Производить текущий ремонт различных типов автомобилей в соответствий с требованиями технологической документаций». Тема 1.3. Технология восстановления геометрических параметров кузовов и их отдельных элементов. Практическая работа 6 Тема: «Восстановление геометрических параметров кузова». Цель работы: Развить навыки восстановление геометрических параметров кузова. Образовательные результаты, заявленные во ФГОС третьего поколения: Обучающийся должен уметь: -выбирать и пользоваться инструментами и приспособлениями для ремонтных работ; -снимать и устанавливать агрегаты, узлы и детали автомобиля; -определять объемы и подбирать комплектующие при выполнении ремонтных работ систем и частей автомобилей; -определять способы и средства ремонта; -использовать специальный инструмент, приборы, оборудование; -оформлять учетную документацию; -выполнять требования безопасности при проведении ремонтных работ. знать: -устройство и конструктивные особенности обслуживаемых автомобилей; -назначение и взаимодействие основных узлов ремонтируемых автомобилей; -виды и методы ремонтных работ, способы восстановления деталей; -технологическую последовательность и регламент работы по разборке и сборке систем автомобилей; -методику контроля геометрических параметров в деталей систем и частей автомобилей; -системы допусков и посадок, классы точности, шероховатость, допуски формы и расположения поверхностей; -основные механические свойства обрабатываемых материалов; -порядок регулирования узлов отремонтированных систем и частей автомобилей; -инструкции и правила охраны труда; -бережливое производство. Оборудование (средства обучения): 1. Платформенный стапель с Trommelberg B-22G 2-сторонним подъемом B22G. 2. Гидравлический ручной насос с манометром 10 т AE&T T03010PM. 3. Гидроцилиндр (усилие 10т, шток 10”, диаметр 45 мм) JTC RC1010. 4. Гидравлический набор WIEDERKRAFT WDK-87110. 5. Набор гибких индукторов в кейсе RedHotDot 2400 054783. 6. Набор инструмента для жестянщика 7 шт TOPEX 02A025. 7. Набор монтажных лопаток (4 предмета) JTC 3117. 8. Обратный молоток в комплекте с захватами JTC YC900. 9. Набор гидравлических растяжек 10 т KraftWell KRWPH10. 10. Сварочный инвертор FUBAG INTIG 400 T AC/DC PULSE 38028.3. 11. Детали кузова. 12. Лист писчей бумаги формат А4 (210x297мм) с нанесенной ограничительной рамкой, отстоящей от левого края листа на 20мм и от остальных на 5мм со штампом основной надписи 15х185 мм (ГОСТ 2.104-2006). 13. Ручка с чернилами черного цвета 14. Карандаш простой. 15. Чертежные принадлежности: (линейка). Задания для лабораторной работы: |