технология макарон2. Учебное пособие для студентов специальности 260202 Технология хлеба, кондитерских и макаронных изделий
 Скачать 5.4 Mb. Скачать 5.4 Mb.
|

|
Макаронный пресс Б6-ЛПШ-1000 Конструкция. Пресс состоит из основных узлов: дозировочного устройства, трехкамерного тестосмесителя с двумя приводными узлами для первых двух камер и вакуумной камеры, двух прессующих корпусов с индивидуальными приводами, установки для вакуумирования. Схема пресса Б6-ЛПШ- 1000 представлена на рисунке 4. Пресс может комплектоваться двумя прессующими головками для круглых матриц с механизмами их замены, обдувочным устройством и механизмом резки для каждой головки или тубусом для двух прямоугольных матриц с механизмом их замены и обдувочным устройством. Конструкция дозирующего устройства 3 аналогична соответствующему устройству в прессе Б6-ЛПШ-500.Тестосмеситель имеет три камеры 24,19,8. Прессующие головки пресса для круглых матриц имеют цилиндрическую часть с пробкой 15, закрываемой крышкой 21, и сферическую 20, в которой устанавливается круглая матрица 16 диаметром 350 мм. 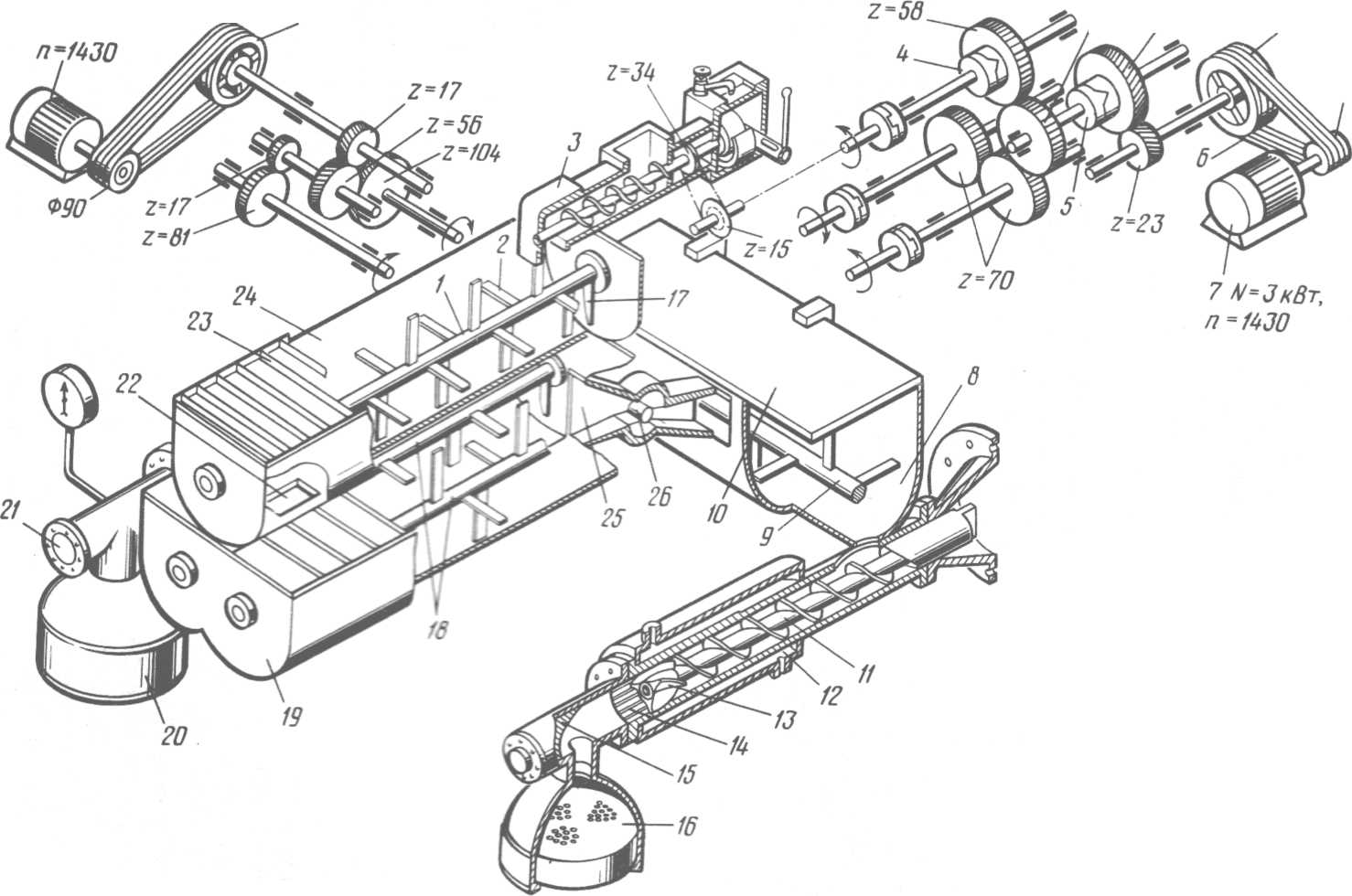 Рис. 4. Шнековый макаронный пресс Б6- ЛПШ -1000: 1,9,18 – месильные валы; 2 - палец; 3 – дозирующее устройство; 4,5 - муфты; 6 - клиноремённая передача;7,27 - электродвигатели; 8,19,24 – месильные камеры;10- крышка; 11- шнек; 12- водяная рубашка; 13 – трёхзаходное звено; 14- канавки; 15 – пробка; 16 - матрица; 17 - нож; 20 – сферическая часть прессующей головки; 22,25 - окна; 21 – прессующее устройство; 26 – роторный питатель Обдувочные устройства и механизмы резки соответствуют аналогичным устройствам на прессах Б6-ЛПШ-500. Принцип работы. Тесто готовится в трехкамерном тестосмесителе в течение 18-20 мин. Мука и вода в необходимом соотношении поступают в первую камеру 24, в которой с помощью вращающегося вала с лопатками предварительно смешиваются ингредиенты. Через окно 22, расположенное в конце первой камеры, тесто поступает в нижний двухвальный тестосмеситель 19, где навстречу друг другу вращаются два вала с лопатками 18. Лопатки установлены в определенном порядке, обеспечивающем перемешивание теста до необходимой консистенции и перемещение его к выгрузочному окну 25. Каждая камера имеет решетчатую крышку, механически сблокированную с рычагом включения муфты сцепления привода вала тестосмесителя. Схема блокировки устроена так, что не позволяет открыть крышку, не включив муфту, и при открытой крышке невозможно включить муфту. Выход теста из второй камеры в третий вакуумный смеситель осуществляется через вакуумный затвор. Основные правила безопасной работы шнековых прессов Для безопасной работы шнековых прессов необходимо: - ежедневно проверять исправность механизмов блокировки открывания крышек камер; - не производить при работе пресса какой бы то ни было ремонт, смазку или очистку движущихся механизмов, не снимать ограждения и детали, не касаться движущихся частей; - пресс должен быть надежно заземлен, все пусковые электроприборы и проводка должны находиться в исправном состоянии; - производить осмотр и ремонт электродвигателей, пусковой аппаратуры и электропроводки только при выключенном питании; - все защитные ограждения и кожухи пресса всегда должны быть на своих местах и в исправном состоянии. В процессе эксплуатации пресса необходимо проводить текущий ремонт не реже одного раза в 6 месяцев, капитальный ремонт один раз в 3 года и постоянно, согласно установленному графику, проводить межремонтный осмотр. 2.2 МАТРИЦЫ ДЛЯ ФОРМОВАНИЯ МАКАРОННЫХ ИЗДЕЛИЙ Матрица является основным рабочим органом макаронного пресса и представляет собой металлический диск (круглая матрица), или прямоугольную пластину (тубусная матрица) со сквозными отверстиями, профиль которых определяет форму и внешний вид изделий (трубка, нить, лента и т.д.). Матрицы изготавливают из бронзы, латуни, нержавеющей стали. Круглые матрицы. Устанавливают в шнековых прессах для производства коротких изделий, так как ее форма обеспечивает наиболее эффективную резку таких изделий, исключением является макаронный пресс ЛПЛ-2М, где круглая матрица имеет более широкое назначение. Размеры матрицы зависят от производительности пресса. В прессах ЛПЛ-2M используют матрицы диаметром 298 мм, в прессах Б6-ЛПШ – диаметром 350 мм, в прессах зарубежных фирм – диаметром 400 и 450 мм. Матрицы диаметром 298 мм изготавливают трех типов размеров по высоте: 22, 28 и 60 мм. Первые две эксплуатируются со специальными опорными устройствами — колосниками. В промышленности применяют колосники двух типов — подкладные и накладные. В матрицах с подкладными колосниками (рис.5,а) имеются две поперечные полосы 4, которыми матрицы устанавливаются на ребра 1 колосников. Диаметр обечайки 2 таких колосников равен диаметру круглой матрицы 3. Матрицы с подкладными колосниками позволяют формовать изделия, которые режутся только в подвесном состоянии. В матрицах с накладными колосниками (рис.5,б) в центральной части имеется отверстие, в которое вставляется болт 2, имеющий два поперечных ребра 1. Матрица и ребра стягиваются гайкой 3. Матрицы высотой 60 мм (рис.5,в) имеют необходимую прочность и эксплуатируются без колосников. 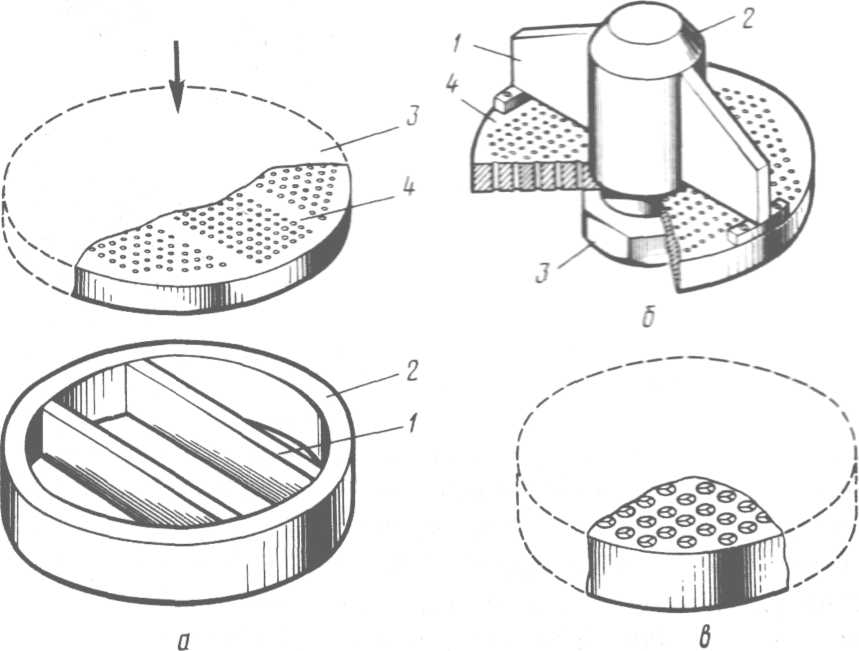 Рис. 5. Круглые матрицы и колосники а - круглая матрица и подкладной колосник: 1 – ребра колосников; 2- обечайка; 3 - матрица; 4- поперечные полосы; б – накладной колосник: 1 - ребра; 2- болт; 3 - гайка;4 – матрица; в – матрица без колосника. Прямоугольные матрицы. Устанавливают в тубусах шнековых прессов для формования длинных изделий с последующим распределением их на бастуны или роликовый конвейер. Прямоугольные матрицы изготавливают однополосными (рис. 6, а) и двухполосными (рис. 6, б). 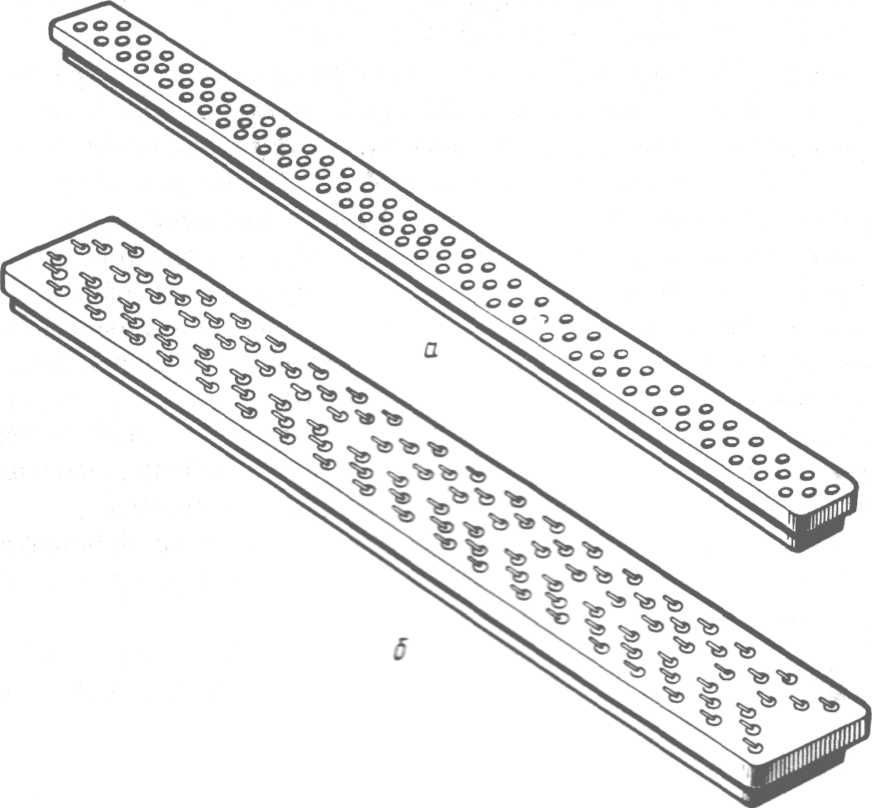 Рис. 6. Прямоугольные матрицы: а – однополосные; б – двухполосные. Каждая полоса матрицы имеет по нескольку рядов формующих отверстий, размещённых в несколько рядов с таким расчётом, чтобы на бастунах или на рольганговом столе они располагались в один слой. Число рядов в матрице зависит от размера поперечного сечения изделий: для макарон особых и лапши широкой в каждой полосе отверстия расположены в два ряда, для макарон соломка – в три, для вермишели тонкой – в семь рядов. Прямоугольные матрицы для автоматизированных линий Б6-ЛМГ и Б6-ЛМВ имеют длину 955, ширину 100 мм. Толщина матриц может колебаться от 35 до 50 мм. Формующие отверстия макаронных матриц Подразделяются на два вида: без вкладышей для формования нитеобразных и лентообразных макаронных изделий и с вкладышами для формования трубчатых изделий и некоторых видов фигурных изделий. Из матриц с формующими отверстиями без вкладыша наибольшее распространение получили матрицы с вставками для производства вермишели и лапши. В диске матрицы высверлены колодцы, внутри которых устанавливаются вставки, имеющие форму дисков диаметром 18 или 20 мм и толщиной 5—10,5 мм. В каждой вставке просверлены отверстия различного профиля. На (рис.7,а) изображена дисковая вставка для формования вермишели обыкновенной диаметром 1,5 мм. В диске матрицы 102 такие вставки, в каждой по 19 формующих отверстий, армированных фторопластом. Всего в матрице 1938 отверстий. Изображённая дисковая вставка на (рис.7,б) имеет 55 отверстий диаметром 1,2 мм для формования вермишели более тонкого диаметра. Дисковая вставка имеет фторопластовую прокладку 3 толщиной 4 мм и верхний диск 2, который защищает фторопласт от нагрузок и повреждений при попадании в колодец посторонних предметов.  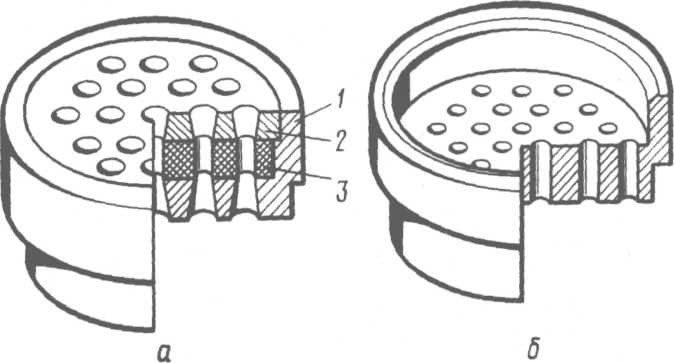 Рис. 7. Дисковые вставки макаронных матриц: а, б — с формующими отверстиями для вермишели: 1 — корпус; 2 - диск; 3- прокладка фторопластовая; в - с формующими отверстиями для лапши. Матрицы для лапши, мало чем отличаются от матриц для вермишели. Разница только в конструкции дисковых вставок. У дисковых вставок для лапши (рис.7,в) формующие отверстия имеют в сечении форму прямоугольной щели с закругленными краями, чтобы изделия не рвались по длине. Разновидностью безвкладышных отверстий являются формующие отверстия щелевидной формы различной конфигурации, предназначенные для получения тестовых лент, ракушек и других изделий. Данные матрицы имеют формующие отверстия щелевидной формы различного профиля. Форма ракушек получается при формовании теста через щель серповидной формы. Матрица для формования тестовой ленты представляет собой латунный диск, в котором имеется всего одна щель длиной 600 мм и шириной 1,2 мм. Такие матрицы устанавливаются для формования тестовой ленты, которая в дальнейшем поступает в штампмашину. Одно из основных требований, которому должны удовлетворять формующие отверстия, - их антиадгезионные свойства. Для формующих отверстий изготавливают специальные вставки из фторопласта – 4. Формующее отверстие матриц с вкладышами состоит из двух основных элементов: многоступенчатого канала цилиндрической формы, высверленного в диске матрицы, и закрепленного в канале вкладыша. На рис. 8, а показан профиль формующего канала для получения трубчатых макарон.  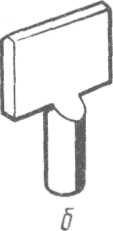   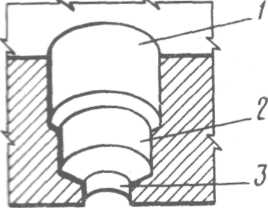 Рис. 8. Формующие элементы матриц с вкладышами: а - профиль формующего канала: 1 - верхняя зона; 2 - переходная зона; 3 -формующая щель; б, в, г, д - двухопорный, серповидный, цилиндрический и трехопорный вкладыши. Профиль для получения трубчатых макарон имеет три различных по диаметру зоны. Верхняя зона 1 наибольшего диаметра, в ней укрепляется своими опорами вкладыш, далее следует переходная зона 2 и формующая щель 3, в которых располагается нижняя часть вкладыша. Существует несколько типов вкладышей: двухопорный, серповидный, цилиндрический и трехопорный ( рис. 8, б, в, г, д). Двухопорный вкладыш прост в изготовлении, но при эксплуатации матриц часто децентрируется, в результате толщина стенок макаронных трубок становится неравномерной и качество изделий снижается. Цилиндрический вкладыш имеет преимущества предыдущего, но перфорированная опорная часть создаёт сопротивление проходу теста, при этом повышается давление формования. Трёхопорный вкладыш хорошо центрируется и не создаёт значительного сопротивления проходу теста. Трёхопорный вкладыш (рис.9), имеющий сквозное отверстие, применяется в прямоугольных матрицах тубусных прессов. Такая конструкция обеспечивает поступление воздуха внутрь макаронной трубки через высверленный канал в матрице и через металлическую трубку – вкладыш. Необходимость такой конструкции вызвана тем, что после формования через прямоугольные матрицы изделия развешиваются на бастуны. В этом случае в местах перегиба трубки на бастуне или при отрезании может возникнуть вакуум, вследствие которого трубчатые изделия могут сплющиваться. Отверстия без вкладышей имеют, как правило, только входную камеру и формующие щели. Во входную камеру тесто входит одним потоком, после чего оно продавливается через узкие отверстия - формующие щели. Высота формующих щелей 1,5-2 мм. 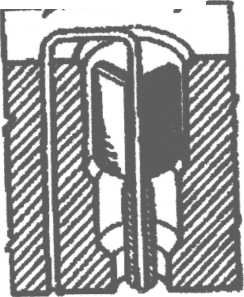 Рис. 9. Трехопорный вкладыш с дополнительным отверстием За счет упругого последействия диаметр сырых изделий при выходе из формующей щели увеличивается примерно на 10% по сравнению с диаметром щели, поскольку полного рассасывания внутренних напряжений в тесте при прохождении канала матрицы не происходит. Прилипание теста к стенкам формующей щели матрицы — основная причина образования шероховатой поверхности отформованных изделий, что снижает их товарный вид, уменьшает степень насыщенности желтого цвета изделий из крупки твердой пшеницы, увеличиваем потерю сухих веществ в процессе варки изделий. Кроме того, при вязком течении затрачивается дополнительная механическая энергия на преодоление сил сцепления частиц теста между собой, на отрыв теста от прилипшего к каналу матрицы элементарного слоя, а также замедляется скорость выпрессовывания, т.е. снижается производительность пресса. Поэтому уменьшение прилипания теста к поверхности формующих каналов матрицы даёт значительные технические и экономические выгоды. Наиболее радикальный способ снижения прилипания теста к формующим каналам матриц — изготовление каналов из материалов, к которым тесто не прилипает. Таким материалом служит фторопласт - 4. В силу низкой прочности изготавливать матрицы целиком из этого материала нельзя. Поэтому используют различные варианты установки в формующие щели металлических матриц фторопластовых вставок. При формовании теста через матрицы с фторопластовыми вставками макаронные изделия во всех случаях имеют гладкую, лощеную поверхность независимо от качества муки, влажности и температуры теста. Существует еще один перспективный способ устранения прилипания теста к каналам металлической матрицы — нагревание матрицы до температуры 100…110 оС. Количество сырых изделий, выпрессовываемое через отверстия матрицы в единицу времени, зависит от скорости прессования и площади живого сечения матрицы. Последний фактор представляет собой площадь матрицы «в свету» и определяется формой и числом отверстий матрицы. Правила эксплуатации матриц Для содержания прессовых матриц в должном техническом состоянии на предприятиях имеются графики смены матриц, их чистки, технического осмотра и ремонта. Каждая матрица закрепляется за определенным прессом и колосником, поэтому на матрице указывается номер пресса. Одна матрица находится в эксплуатации не более суток, после чего она подлежит замене. Снимать матрицу с пресса следует только специальным съемником. При установке матрицы в кольцо пресса можно применять только деревянный молоток. Для очистки матриц на предприятии предусмотрено моечное отделение, которое включает следующее оборудование и инвентарь: машину для мойки матриц; ванну с гнездами для отмочки матриц; световую подставку для проверки чистоты матриц после мойки; специальный стеллаж или этажерку для хранения чистых матриц; шкаф с инструментом и запасными частями для ремонта матриц. Матрицу опускают в ванну для отмочки и устанавливают на ребро. Температура воды в ванне 40—50 °С, отмачивается матрица в течение 10—12 ч. После отмочки матрицу устанавливают в моечную машину. При осмотре необходимо обратить внимание на размеры и профиль отверстий и вкладышей. Вкладыши в формующих отверстиях должны сидеть плотно, ось вкладыша должна совпадать с осью отверстия. Края прессующих щелей и вкладышей не должны иметь заусенцев. Для технического осмотра и текущего ремонта вкладыши макаронной матрицы вынимают только в случае необходимости. Не рекомендуется чистить отверстия матрицы гвоздями или шилом и без необходимости удалять вкладыш. 2.3 ОБОРУДОВАНИЕ ДЛЯ РЕЗКИ И РАСКЛАДКИ МАКАРОННЫХ ИЗДЕЛИЙ По принципу действия машины для pезки макаронных изделий подразделяются на машины непрерывного и периодического действия. Машины периодическою действия применяются, как правило, при резке и раскладке длинных макаронных изделий. Машины непрерывного действия используются для резки коротких макаронных изделий, исключение составляют механизмы для подравнивания (подрезки) длинных макарон. По виду режущего инструмента применяемые в макаронной отрасли резательные установки можно разделить на следующие основные группы: - механизмы с пластинчатыми или роторными ножами, закрепленные на оси и при работе совершающие вращательное движение; - машины с пластинчатыми ножами, с гладкой или зубчатой режущей кромкой и возвратно-поступательным движением основного рабочего органа; - машины с серповидными ножами, закрепленные с одной стороны на оси и при работе совершающие вращательное движение; - машины с дисковыми ножами, с гладкой или зубчатой режущей кромкой и сложным движением рабочего органа или самоподачей продукции. Оборудование для резки коротких макаронных изделий можно разделить на два типа: механизмы для резки макаронных изделий по диску матрицы; механизмы для резки коротких макаронных изделий по ножевой решетке (в подвесном состоянии). Механизмы для резки коротких макаронных изделий по диску матрицы Универсальный режущий механизм УРМ (рис.10). Устанавливается на шнековых макаронных прессах с круглыми матрицами диаметром 298 мм. Механизм состоит из ножевой головки и привода. Привод смонтирован на общей сварной раме 11 и включает электродвигатель 10 с вариатором 8 и коробку скоростей 5. Ножевая головка представляет собой шкив 2 с четырьмя спицами, к которым крепятся на специальных шарнирах ножи 1. Конструкция шарниров обеспечивает равномерное прижатие лезвия ножа к нижней плоскости матрицы. Шкив с ножами вращается вокруг вертикальной оси головки на двух шарикоподшипниках. С помощью этой же оси ножевая головка крепится к матрице пресса или к стяжке колосника, для этого в центре стяжки или матрицы высверливается отверстие с левой резьбой М20. Ножевая головка приводится в движение клиноременной передачей от приводного шкива 4,расположенного на вертикальном валу коробки скоростей. Для регулировки натяжения клиноремённой передачи служит ролик 12. Ограждение 3 закрывает ножевую головку и дополнительно предназначено для направления сырых изделий к обдувочному устройству пресса. 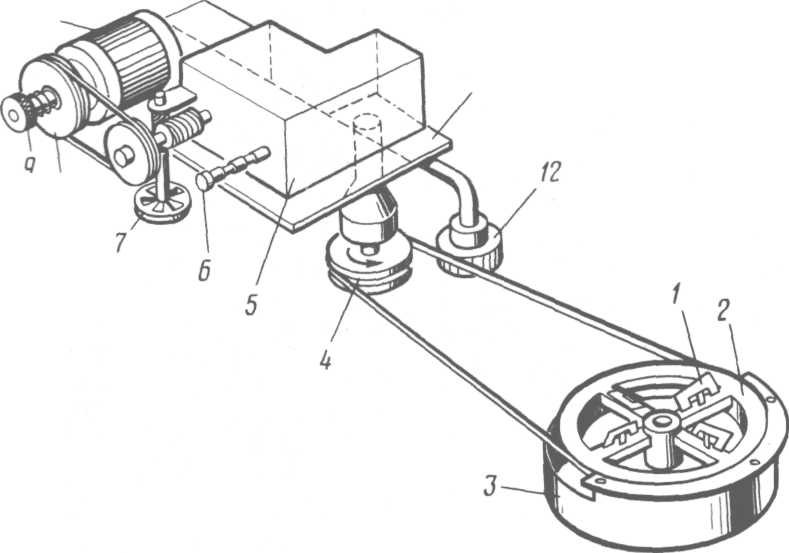 10 10Рис. 10. Универсальный режущий механизм УРМ: 1- нож; 2,4 - шкивы;3 - ограждение; 5 – коробка скоростей;6 - рукоятка; 7 - штурвал; 8 - вариатор; 9- гайка; 10 - электродвигатель; 11 - рама; 12 - ролик Необходимое число срезов изделий в минуту устанавливается с помощью коробки скоростей, вариатора и числа ножей, установленных на ножевой головке. Минимальное число срезов изделий в минуту составляет при одном ноже – 18, при двух- 36, при четырёх – 72. Максимальное число срезов четырьмя ножами 2100. |