технология макарон2. Учебное пособие для студентов специальности 260202 Технология хлеба, кондитерских и макаронных изделий
 Скачать 5.4 Mb. Скачать 5.4 Mb.
|

|
Особенности эксплуатации машин для резки макарон При обслуживании оборудования для резки макаронных изделий необходимо соблюдать меры безопасности, являющиеся общими для работы на пищевом оборудовании. К работе допускаются люди, прошедшие обучение и знающие устройство и правила эксплуатации обслуживаемого оборудования. Работающий на резательном оборудовании должен соблюдать дополнительные требования, связанные со спецификой обслуживания: своевременное включение и выключение резательной машины; установку и крепление ножей; регулировку зазора между ножевой рамой (матрицей) и ножами; регулировку привода машины, обеспечивающую необходимую скорость движения ножей. Кроме того, он обязан выявлять причины образования брака в процессе резки и устранять их. Движущиеся части машин для резки должны иметь ограждения. Специальная блокировка должна исключать возможность включения машины при снятии ограждения. На работающих машинах запрещается проводить какой-либо ремонт и смазку; снимать ограждения, кожухи и другие детали; касаться движущихся ножей. Чистку, ремонт, профилактический осмотр механизмов резки проводят только при их полной остановке. При этом на пусковых приборах вывешиваются предупреждающие надписи типа: "Не включать, работают люди!" 2.4 ОБОРУДОВАНИЕ ДЛЯ СУШКИ МАКАРОННЫХ ИЗДЕЛИЙ Сушка отформованных нарезанных макаронных изделий – завершающий этап производства макарон, от которого зависит качество продукции. Осуществляется в специальных сушильных аппаратах, в которых применяется конвективный способ подвода тепла.  Сушильная установка для макаронных изделий состоит из камеры, где происходит обезвоживание продукта; калорифера, где подогревается сушильный воздух; приточно-вытяжной системы для подачи подогретого и отвода отработавшего воздуха. Сушильная установка для макаронных изделий состоит из камеры, где происходит обезвоживание продукта; калорифера, где подогревается сушильный воздух; приточно-вытяжной системы для подачи подогретого и отвода отработавшего воздуха. Калорифер может быть расположен как внутри сушильной камеры, так и вне ее. В зависимости от способа обогревания теплоносителя используются калориферы с водяным или паровым обогревом. В зависимости от конструкции сушильные установки делятся на барабанные, конвейерные и шкафные, а по принципу действия — на непрерывнодействующие, цикличные и периодические. М  акаронные сушильные установки различаются способами размещения высушиваемого материала внутри камеры (рамки, кассеты, бастуны, ячейки) или устройствами для его перемещения. акаронные сушильные установки различаются способами размещения высушиваемого материала внутри камеры (рамки, кассеты, бастуны, ячейки) или устройствами для его перемещения.Классификация сушилок для макаронных изделий представлена на рис.22 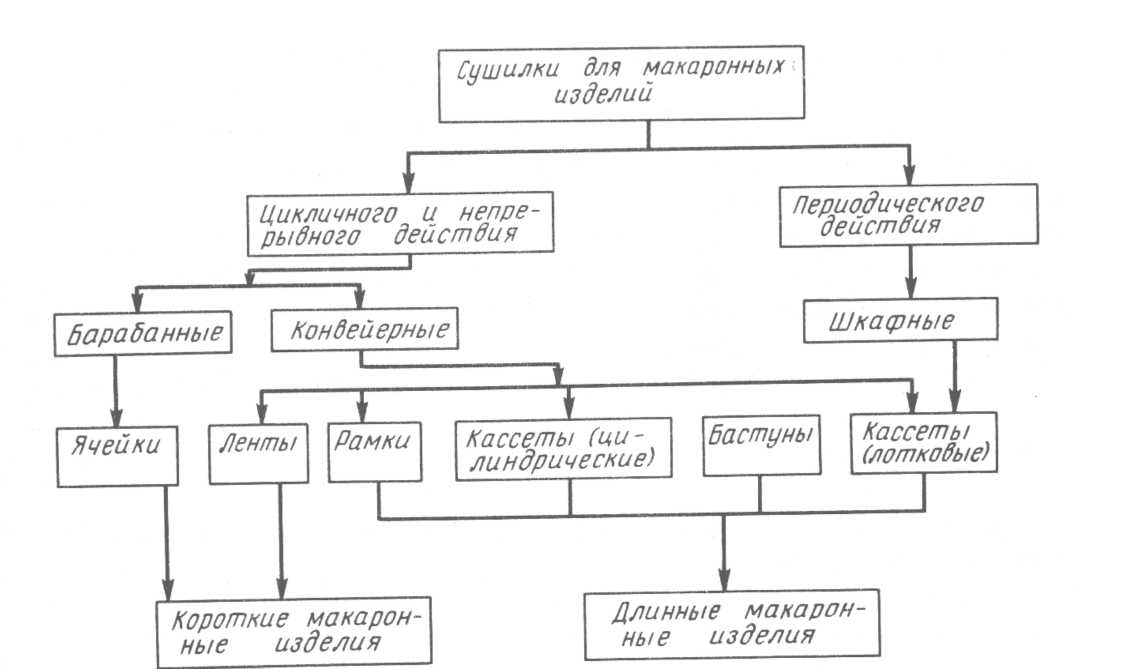 Рис. 22. Классификация сушилок для макаронных изделий Оборудование для сушки коротких макаронных изделий Установка для предварительной сушилки Установка предназначена для первичной подсушки макаронных изделий, осуществляемой с целью предупреждения их слипания в процессе дальнейшей сушки. Такими установками комплектуются автоматизированные линии для производства коротких макаронных изделий. Установка для предварительной подсушки фирмы "Брайбанти" состоит из двух одинаковых секций (левой и правой), работающих одновременно и независимо одна от другой. Секции жестко соединены с помощью стяжек и имеют общую обшивку, что придает установке вид единой законченной конструкции. Установка размещается под площадкой пресса, между его опорами. Основными узлами установки (рис.23) являются блок сит с механизмом привода и система обогрева и вентиляции. Каждая секция имеет сварной каркас 1, выполненный из стального уголкового проката. Внутри каждой секции расположено одно над другим пять металлических вибрирующих сит 8. Каждое сито представляет собой сетку из нержавеющей стали, натянутую на деревянную раму прямоугольной формы и закрепленную в металлическом каркасе. В концах каждого из четырех верхних сит (по ходу продукта) имеются прямоугольные окна, через которые сырые изделии пересыпаются сверху вниз с сита на сито. Нижнее сито соединено с лотком 6, который выступает за пределы камеры с противоположной от загрузки стороны. На стенке каркаса со стороны выгрузки изделий закреплён привод сит, состоящий из электродвигателя, клиноременной передачи с двухступенчатыми шкивами, эксцентрикового вала и двух пар шатунов. Первая пара шатунов соединена с набором из первого, третьего и пятого сит, вторая – с набором из второго и четвёртого сит. При работе установки наборы сит совершают возвратно-поступательные движения в противоположных направлениях относительно друг друга, что обеспечивает перемещение сырых изделий по первому, третьему и пятому ситам вперёд, по второму и четвёртому – в обратном направлении. Таким образом, перемещаясь по ситам сверху вниз, сырой продукт последовательно проходит около 10 м, за это время из изделий удаляется до 2% влаги. 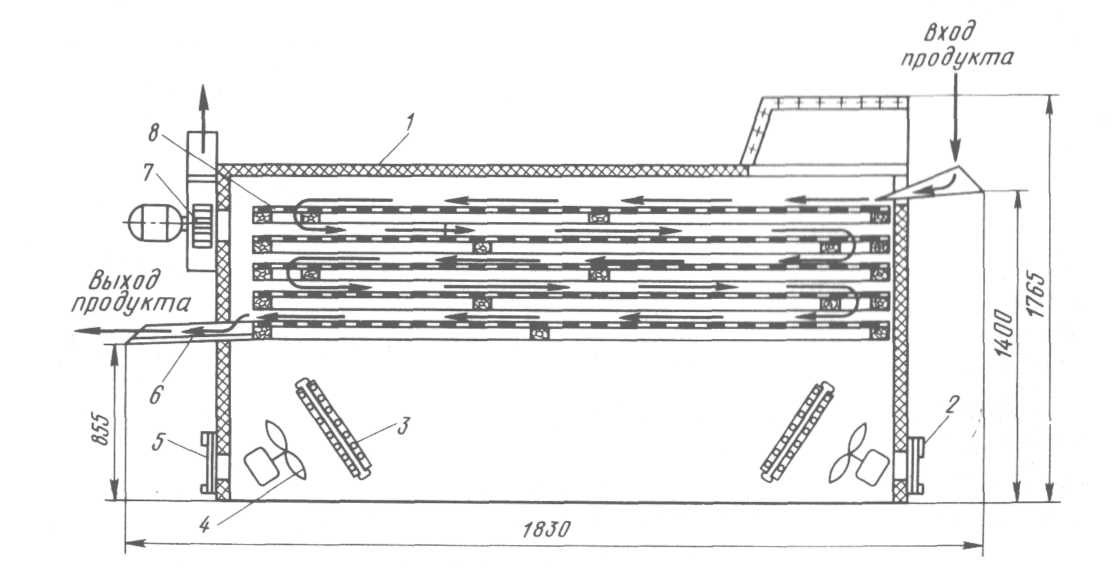 Рис.23. Установка "Брайбанти" для предварительной подсушки На торцовых сторонах каркаса камеры каждой секции под ситами установлено по два калорифера 3 и по два осевых восьмилопастных вентилятора 4. В калориферы подается горячая вода (90 °С) в количестве 2,5 м3 /ч. Вентиляторы непрерывно подают горячий воздух, нагнетая его сквозь блок сит. Воздух забирается из помещения цеха через регулирующие шиберы 2 и 5 в обшивке камеры.Установленный на торцовой стенке секции камеры центробежный вентилятор 7 предназначен для удаления избытка влажного отработавшего воздуха из секции. Обшивка камеры состоит из деревянного каркаса, облицованного с внутренней стороны древесноволокнистыми плитами толщиной 3 мм, с другой стороны — бумажно-слоистым пластиком. Между ними проложен термоизоляционный материал — пенопласт. Для облегчения доступа к вентиляторам, электроприводам и калориферам стенки камеры изготовлены съемными. Конвейерные сушилки Сушилка СПК-4Г-45 (рис. 24). Состоит из следующих основных частей: пяти ленточных конвейеров 4, двух приводных колонок 12, паровых калориферов 2, вентиляционной системы 9 и пульта управлении сушилкой. Каркас 1 сушилки сборный металлический, снаружи облицован металлическими щитами, имеет двери. Для наблюдения за процессом сушки продукта, отбора проб, очистки сеток и ремонта с боковых сторон сушилки установлены съёмные щиты с окнами 7, а с торцовых сторон – двери. 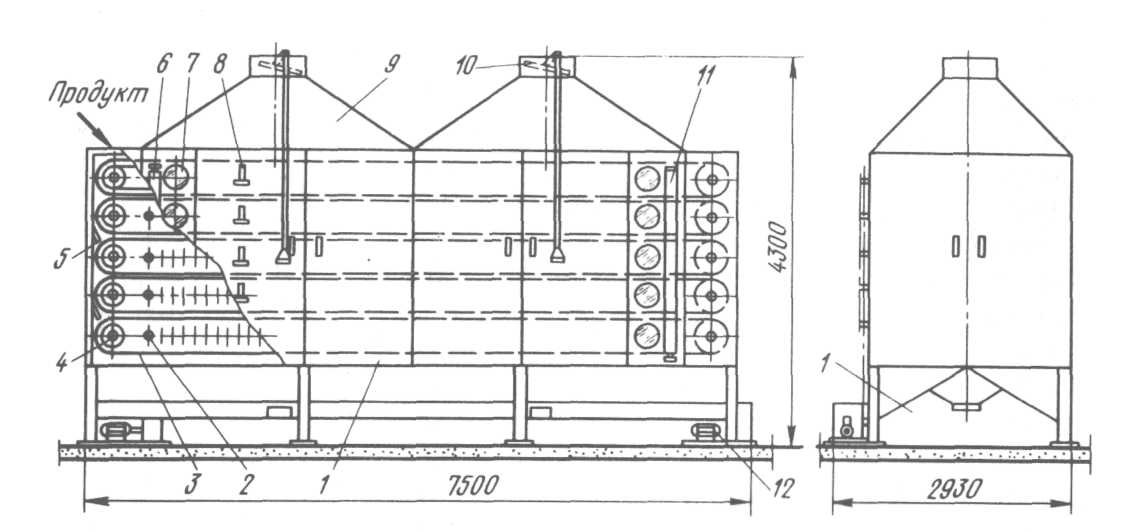 Рис 24. Сушилка СПК-4Г-45: 1 -каркас; 2 - калорифер; 3 -сетчатая лента, 4 -ленточный конвейер, 5 -шиберы; 6, 11-коллектор; 7 -окно; 8 -угловой термометр; 9 -вентиляционна система; 10 -шиберы; 12 -приводная колонка Внутри сушилки один под другим расположены пять пар барабанов, диаметр каждого 340 мм, на которые натянута металлическая сетчатая лента 3 шириной 2000 мм из нержавеющей стали, при этом общая сушильная поверхность лент 45 м2. Каждая пара барабанов относительно другой смещена по длине, что позволяет продукту пересыпаться с ленты на ленту. Для очистки поверхности барабанов от налипающего продукта на всех пяти натяжных барабанах установлены скребки. В местах ссыпки продукта с верхней ленты на нижнюю установлены поворотные направляющие шибера 5. Сушилка обогревается паровыми ребристыми калориферами, расположенными между ведущей и ведомой ветвями сетчатых лент всех пяти конвейеров. Калорифер 2 каждого конвейера состоит из двух последовательно соединенных батарей. Каждая батарея представляет собой две продольные трубы диаметром 44,5/39,5 мм с отверстиями, в которые вставлено 16 поперечных труб диаметром 38/33 мм. На поперечных трубах навиты металлические полоски шириной 30 мм и толщиной 1 мм так, что образуются ребра в количестве 100 на 1 м длины трубы. Поверхность нагрева каждого калорифера 140 м2, общая поверхность калориферов сушилки 700 м2. Источником тепла для калориферов служит пар, который поступает от паросиловой установки под давлением 0,3-0,8 МПа по трубопроводу через регулирующий клапан, впускной коллектор 6, а от него через впускные вентили к каждому ярусу калориферов. Контроль за давлением пара, поступающего в сушилку, осуществляется манометрами ОБМ-160, установленными на впускном и выпускном 11 коллекторах. Сушилка оборудована вентиляционной системой, которая представляет собой две вытяжные камеры, изготовленные из листовой стали толщиной 1,5 мм и установленные над верхней лентой сушилки. В каждой камере находится по одному осевому вентилятору. Внутри вытяжных камер перед осевыми вентиляторами установлены поворотные шиберы 10, с помощью которых можно изменять количество проходящего отработавшего воздуха. Движение ленточных конвейеров сушилки осуществляется от двух приводных колонок 12. От первой приводятся в движение первый, третий и пятый ленточные конвейеры. Вращение приводных барабанов осуществляется от электродвигателя через клиноременную передачу, цепной вариатор, цепную передачу, червячный редуктор и систему цепных передач. От электродвигателя первой колонки через клиноременную передачу, червячный редуктор и цепную передачу осуществляется вращение одного вала со щетками, установленными в конце второго ленточного конвейера. Вторая приводная колонка имеет аналогичную конструкцию, от нее осуществляется привод второго и четвертого ведущих барабанов конвейерных лент, а также вращение двух валов со щетками, установленными в конце первой и третьей лент. Над тремя верхними лентами имеются ворошители, которые представляют собой вал с закрепленными на нем прутками. Он расположен поперек ленты, и при вращении прутки перемешивают высушиваемые изделия, предотвращая образование слитков. Сырые изделия при помощи раскладчика поступают на верхнюю ленту сушилки, где довольно быстро перемещаются над калориферами верхнего яруса. При этом испаряется более трети влаги, подлежащей удалению. Далее продукт поступает на вторую ленту, которая несколько медленнее перемещается над калориферами второго яруса. Сушка продолжается здесь также довольно интенсивно, удаляется примерно еще одна треть влаги. Затем изделия поступают на третью ленту, которая еще медленнее перемещается над калориферами третьего яруса, на этой ленте удаляется около 4 % влаги. Четвертая и пятая ленты имеют еще меньшие скорости, и за время нахождения на них продукт окончательно высыхает до стандартной влажности. В процессе пересыпания изделий на лентах образуется мелкая мучная крошка, которая проходит сквозь ячейки лент и собирается в нижней части сушилки на поддонах. Сушильный воздух проходит через сушилку снизу вверх, подогревается в калориферах и охлаждается, проходя через конвейерные ленты с продуктом. Удаляемая из изделий влага посредством вытяжных вентиляторов выводится в атмосферу. Сушилка СПК-4Г-90. Сушилка данной марки отличается от СПК- 4Г- 45 тем, что имеет большие рабочие площади конвейерных лент и производительность. Сушилка СПК-4Г-90 при такой же ширине лент (2000 мм), но за счет большей длины имеет суммарную рабочую поверхность 90 м2. Основной недостаток паровых конвейерных сушилок - в них используется режим с повышающейся сушильной способностью воздуха. Так как поток продукта и поток сушильного воздуха направлены навстречу друг другу, более сухие изделия, находящиеся на лентах нижних транспортеров, высушиваются более сухим воздухом, чем сырые изделия на лентах верхних конвейеров, а также наблюдается эффект провисания транспортёрных лент. Барабанные сушилки Барабанная сушилка «Ромет» устанавливается в автоматизированной линии итальянской фирмы «Брайбанти». Барабанная сушилка «Ромет» (рис.25) представляет собой два сетчатых цилиндра диаметром 1600 и 2400 мм, вставленных один в другой. 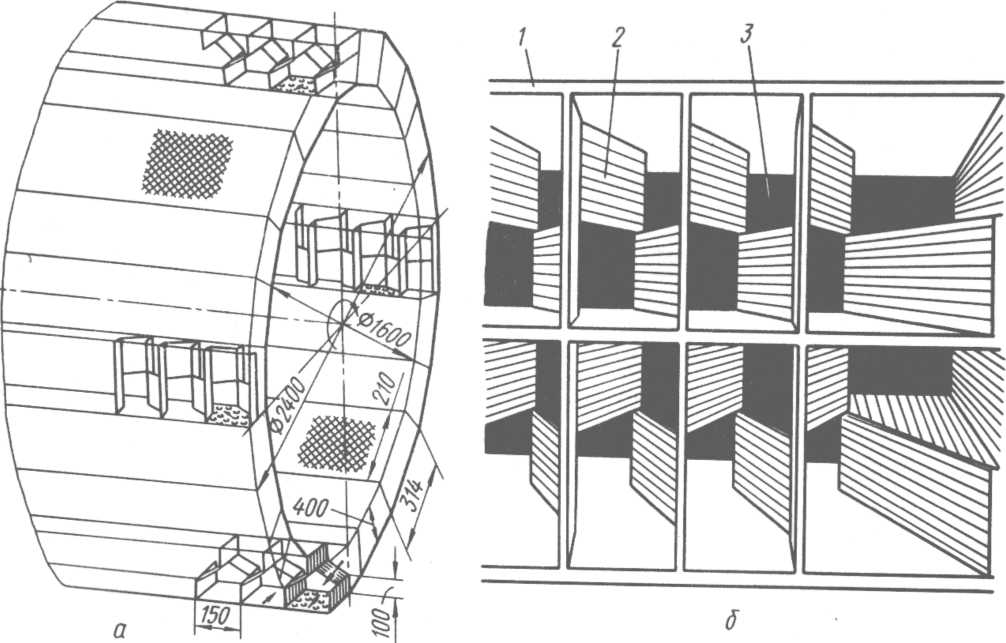 Рис.25. Барабанная сушилка фирмы "Ромет": а- схема; б — ячейки; 1- перегородка; 2 - профиль; 3 – окно Крепление цилиндров между собой осуществляется с помощью ободов и 24 поперечных стяжек. Для придания конструкции необходимой жесткости по наружному периметру барабана установлено шесть обручей со специальными зажимными устройствами. Внутреннее пространство между цилиндрами разделено металлическими перегородками (рис.25, б) 1, а каждая секция по всей длине — специальными изогнутыми профилями 2 на отдельные ячейки с окнами 3 (50 ячеек). Такая конструкция обеспечивает при вращении барабана пересыпание продукта в ячейках и постепенное его движение вдоль секции. За один оборот барабана изделия пересыпаются из одной ячейки в другую, за 50 оборотов барабана изделия проходят последовательно все ячейки одной секции. Для обеспечения необходимых технологических режимов сушильного процесса все четыре последовательно установленных барабана закрыты теплоизолирующими панелями. Между верхним перекрытием и сушильными барабанами расположены осевые вентиляторы и батареи калориферов. На каждую сушилку приходится шесть осевых вентиляторов мощностью 1,1 кВт каждый и по одному центробежному отсасывающему вентилятору. Обеспечение горячей водой всей системы линии осуществляется насосом мощностью 1,1 кВт. Регулировка количества свежего воздуха, забираемого в сушилку и выброс отработавшего осуществляются автоматически в заранее заданных соотношениях. Для этого в верхнем перекрытии над каждой сушилкой имеется по три отверстия для забора свежего воздуха, каждый из которых перекрывается шиберами при помощи системы тяг и редуктора. На всасывающем патрубке центробежного вентилятора также установлен шибер. Продукт в первый сушильный барабан из вибрационного подсушивателя поступает по двум вибрирующим лоткам. Для этого в обшивке торцовой части сушильного туннеля предусмотрено два загрузочных окна размером 300х400. Концы вибрирующих лотков установлены на гибких вертикальных опорах на полу помещения. Передача продукта из одной сушилки в другую осуществляется с помощью перегрузочного устройства, которое имеет сборные вертикальный и наклонный лотки. Оборудование для сушки длинных макаронных изделий В зависимости от способа размещения изделий внутри сушилки оборудование для сушки длинных макарон можно разделить на три основные группы: -первая объединяет группу сушилок, где применяется способ сушки макарон в лотковых кассетах. Это шкафные сушилки периодического действия ВВП, 2ЦАГИ-700 и "диффузор". К этой группе относятся механизированные туннельные сушилки Уфимской и Волгоградской макаронных фабрик и ЛС-2А конструкции ПО "Роспищепромавтоматика"; -вторая группа сушилок конвейерных цикличного действия представлена в автоматизированных линиях Б6-ЛМГ, Б6-ЛМВ Ростовского-на-Дону машиностроительного завода и линиях итальянской фирмы "Брайбанти". В данных сушилках применяется подвесной способ сушки макарон на металлических бастунах; -третья группа конвейерных сушилок непрерывного действия представлена в автоматизированных линиях французской фирмы "Бассано". Здесь применен комбинированный способ сушки макаронных изделий в предварительной сушилке — на рамках, в окончательной — в цилиндрических кассетах. Шкафные сушилки Шкафные сушилки представляют собой закрытый с трех сторон шкаф, имеющий канал для прохода воздуха и гнездо для установки сушильных кассет с продукцией. Открытая часть шкафа служит для загрузки и выгрузки продукции, а также для поступления и выброса воздуха. Сушилка ВВП (рис.26). Представляет собой сушильную камеру 1, открытую с одной стороны для загрузки кассет 2. В её верхней части расположен кожух, в котором установлены реверсивный вентилятор 4 с электродвигателем 3 и коллектор 5 для направления воздуха в вертикальный канал 6. Внутри кожуха установлен осевой реверсивный вентилятор ЦАГИ № 7. Каркас сушильной камеры изготовлен из деревянных брусков, обшит фанерой и стянут для прочности болтами. В камере устанавливается 156 двойных или 312 одинарных кассет. По ширине камера вмещает три ряда кассет, по высоте – 26; по длине двойных кассет вмещается два ряда, одинарных – четыре ряда. Рабочий объем сушильной камеры 2 м3. Крыльчатку вентилятора устанавливают в коллекторе обтекаемой формы, направляющем поток воздуха в вертикальный канал. Применение коллектора обеспечивает лучшие условия для работы вентилятора и способствует повышению его КПД. 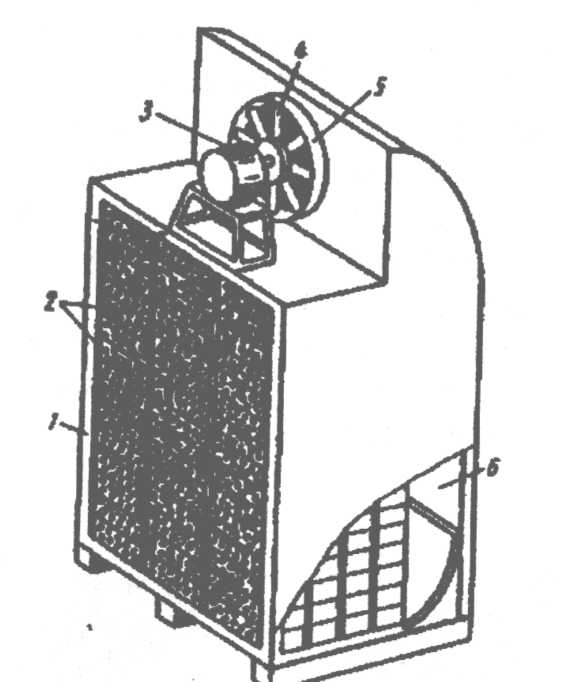 Рис. 26 Сушилка ВВП: 1- сушильная камера; 2- кассеты; 3 - электродвигатель; 4 - вентилятор; 5 – коллектор, 6 - канал Сушка макарон осуществляется при температуре 30-35оС и относительной влажности воздуха 60-70%. Кассеты с макаронами подаются от установки для резки и раскладки макарон или от разделочного стола на конвейере или в вагонетках в сушильное помещение и штабелируются в сушильной камере. Реверсивный вентилятор вращается в одну сторону, забирает воздух из цеха, направляя его через слой изделий. Затем следует кратковременная остановка вентилятора и вновь его включение с вращением в обратную сторону, при этом направление воздушного потока противоположно первоначальному. Далее цикл повторяется. Организация процесса реверсии воздушного потока в сушильной камере позволяет более равномерно высушить продукт по глубине и сечению шкафа. Общая продолжительность процесса сушки 14-16 ч. Кассеты с высушенными макаронами вынимают и транспортируют в фасовочное отделение, а шкафы вновь заполняют сырыми изделиями. Сушилка 2ЦАГИ – 700 (рис.27). Представляет собой открытую с двух противоположных сторон сушильную камеру 3, разделенную по высоте на две секции полкой 1, в которых установлено по одному осевому реверсивному вентилятору ЦАГИ № 7 5 с электродвигателем. 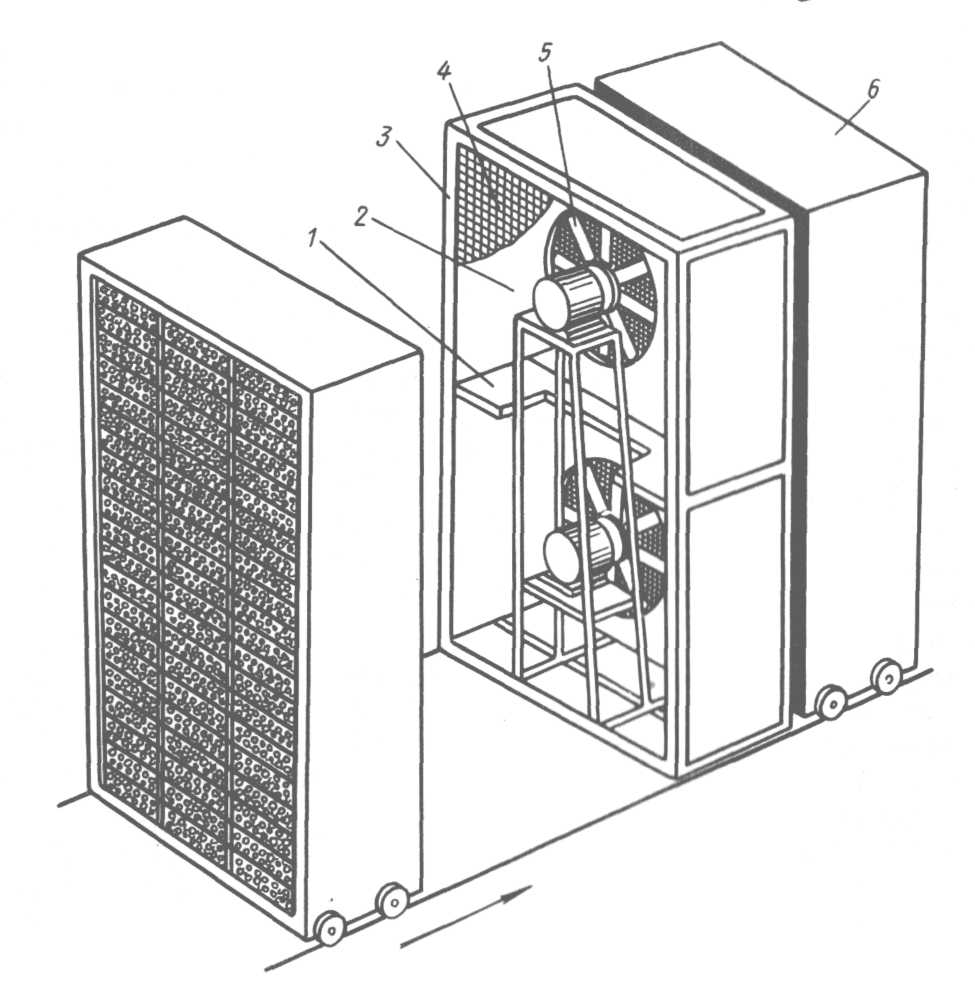 Рис.27 Сушилка 2- ЦАГИ-700: 1- полка; 2- гнездо; 3 – сушильная камера; 4 -сетка; 5- вентилятор; 6- вагонетка с изделиями С каждой открытой стороны шкафа имеются гнезда 2 для загрузки кассет. Электродвигатели и вентиляторы с обеих сторон ограждены металлическими сетками 4, которые служат ограничителями для кассет при установке их в гнезда сушилок. Каркас сушилки изготовляют из деревянных брусков и обшивают фанерой. Подставки для установки электродвигателей сварены из металлических уголков. Сушилки могут использоваться как нестационарные, в этом случае к вентиляторной головке с каждой стороны ставят 1—2 подкатные вагонетки 6 с изделиями. В каждой вагонетке размещается 156 одинарных или 78 двойных кассет. Сушилка 2ЦАГИ-700 отличается от ВВП повышенной скоростью воздуха на входе в изделия (4—5 м/с) и 1,5—1,8 м/с на выходе из них, благодаря наличию двух вентиляторов при почти одинаковом поперечном сечении гнезда. Повышенная скорость воздуха и меньшая площадь обдувки изделий каждым вентилятором обеспечивают более равномерное подсушивание изделий в слое, сокращают продолжительность сушки и соответственно увеличивают съём продукции с 1м 2 площади, занимаемой сушилкой. Производительность сушилки 1,0-1,2 т/сут. при продолжительности процесса 12-14ч. 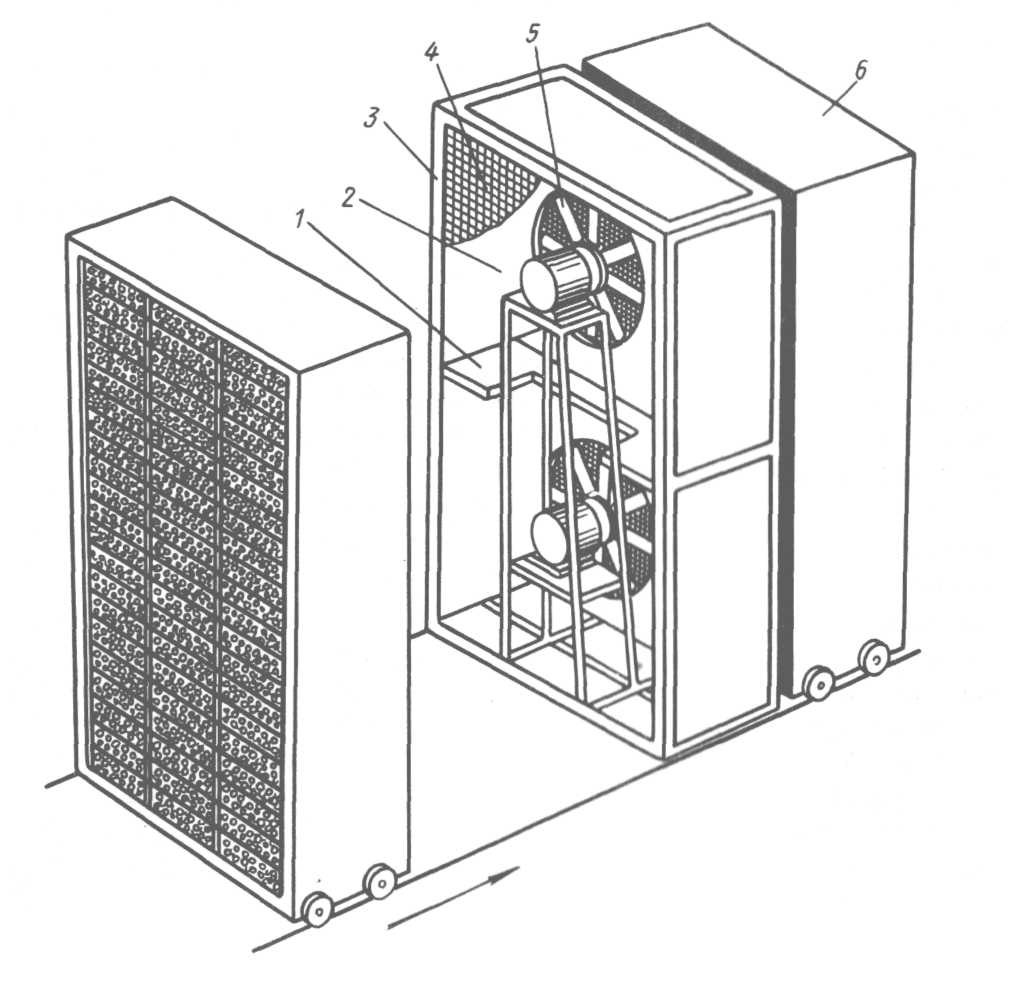 При работе сушилки необходимо следить, чтобы оба вентилятора вращались одновременно в одну сторону. Для равномерного высушивания продукта с обеих сторон шкафа в данных сушилках также применяют реверсирование вентиляторов. |