курсовая по мб. курсрвая мб. Външноикономическата дейност е доста сложна и интересна сфера на дейност на организациите. Това е набор от мерки, свързани с работата на предприятието на външния пазар
 Скачать 3.47 Mb. Скачать 3.47 Mb.
|

|
SIGNATURES OF THE PARTIES/ ПОДПИСИ НА СТРАНИТЕ THE SELLER/ ПРОДАВАЧ THE BUYER/КУПУВАЧ Addendum /Приложение №1 to the Сontract / към Контракт № 236/14049 dtd / 10.11.2022 Minsk/Минск 10.11.2022 Specification of the Equipment / Спецификация на оборудването
Sum in words: one hundred thousand euros. Сума с думи: сто хиляди евро. Delivery terms: DAP Minsk, OJSC «MTW», Radialnaya Str. 19, customs office 06503 «Stepianka» (INCOTERMS-2010). Условия за доставка: DAP Минск, ОАО «МТЗ», ул. Радиалная 19, митница 06503 «Степянка» (INCOTERMS-2010). Terms of delivery: within 90 calendar days from the date of opening L/C Условия за доставка: до 90 календарни дни от датата на откриване на акредитива. SIGNATURES OF THE PARTIES/ ПОДПИСИ НА СТРАНИТЕ THE SELLER/ ПРОДАВАЧ THE BUYER/КУПУВАЧ Addendum /Приложение №2 to the Сontract / към Контракт № 236/14049 dtd / 10.11.2022 Minsk/Минск 10.11.2022 List of employees who will be trained to operate the Equipment/Списък на служителите, които ще бъдат обучени за работа на Оборудване.
SIGNATURES OF THE PARTIES/ ПОДПИСИ НА СТРАНИТЕ THE SELLER/ ПРОДАВАЧ THE BUYER/КУПУВАЧ Addendum /Приложение №3 to the Сontract / към Контракт № 236/14049 dtd / 10.11.2022 Minsk/Минск 10.11.2022 Technical characteristics of the product /Технически характеристики на продукта.  Понастоящем праховото боядисване е извън конкуренцията по отношение на технологични, икономически и екологични показатели сред другите методи за индустриално боядисване. Откриването на праховите бои през 20 век значително обогати областта на боите и лаковите продукти. Понастоящем праховото боядисване е извън конкуренцията по отношение на технологични, икономически и екологични показатели сред другите методи за индустриално боядисване. Откриването на праховите бои през 20 век значително обогати областта на боите и лаковите продукти.Линията за прахово боядисване ви позволява да създавате висококачествени защитни и декоративни покрития в строителството, машиностроенето, приборостроенето, в производството на потребителски стоки. Поради факта, че праховите бои практически не съдържат органични разтворители или други летливи компоненти, а също така имат висока екологична чистота, линията за прахово боядисване непрекъснато разширява своя обхват. Линията за прахово боядисване се използва ефективно и икономично за боядисване: алуминиеви и стоманени профили, битови оборудване, покривни материали, медицинско оборудване, спортно оборудване. В сравнение с течните бои и лакове, праховите бои имат неоспорими предимства: прахообразните бои не изискват специална подготовка, разреждане, регулиране на степента на вискозитет, тъй като те са веднага готови за употреба; не съдържат летливи органични вещества; промишлена линия за прахово боядисване позволява при нанасяне на вече един слой прахова боя да се постигнат високи качества на покритието и експлоатационни свойства; модерна линия за прахово боядисване произвежда продукти с висококачествени удароустойчиви покрития, които иматне содержат летучих органических веществ; Бояджийското оборудване се произвежда с възможност за събиране на различни варианти на бояджийски линии. Линията за прахово боядисване може да бъде монтирана по стандартен или специален проект, като се вземат предвид спецификите на производството. Линията за прахово боядисване включва: камера за прахово боядисване с филтрираща система, където се извършва процесът на пръскане на прахова боя върху повърхността, която ще се обработва (фиг. 1) полимеризационна пещ или полимеризационна камера за прахови покрития, където протичат процесите на полимеризация и префловане (фиг. 2) транспортна система, която е проектирана да оптимизира движението на боядисаните продукти (фиг. 3)    Фиг. 1 Фиг. 2 Фиг. 3 Спрей камера Спрей камерата е структура, в която се извършва процесътна пръскане на боя върху повърхността на продукта. Без използването на камера за пръскане е невъзможно да се събере боя, която не се е утаила върху продукта, и следователно да се използва повторно. Загубата на боя ще струва прилична сума. Предложените камери за разпрашаване имат всички необходими функции:  филтриране, филтриране,възможност за ръчно връщане на праха на работа, автоматично почистване на филтъра., Използването на висококачествено италианско пневматично оборудване прави системите за възстановяване безпроблемни и високоефективни. Пещи за втвърдяване Пещта за втвърдяване е специално оборудване за прахово боядисване. Тези устройства са предназначени за полимеризация полимерни покрития, които са нанесени върху продукта. Самият продукт може да бъде изработен от всякакъв материал, който провежда електрически ток (метал, керамика и стъкло и други). Пещта за полимеризация е един от основните елементи на процеса на прахово боядисване. Видове пещи за полимеризация: Пещите за полимеризация се класифицират, както следва: според вида на корпуса (проходен, задънен или тунелен), по ниво на мощност чрез топлоносител (инфрачервен или конвективен). В допълнение, пещите за формиране на покритие могат да бъдат разделени на вертикални и хоризонтални - това зависи от равнината на товарене и разтоварване на продуктите с покритие. Пещите за полимеризация са два вида: преминаване през задънени улици Те могат да имат различен дизайн, но винаги отговарят на определени стандарти. Отоплението става по конвективен начин, с помощта на въздух. Но в някои случаи може да се изпозва инфрачервено лъчение. Изборът на метод на нагряване се влияем от няколко фактора: топлинния капацитет на боядисванете части, степента на сложност на боядисание продукти и т.н. Най-често срещаното разделение на пещите за образуване на покритие се считат за задънени и проходни камери, както и различни видове транспортни системи. Продуктът за боядисване се зарежда в задънените пещи за образуване на покритието и разтоварени по един начин. Това може да стане както по горната, така и по долната транспортна система, която представлява релси с количка за товарене и разтоварване. За разлика от задънена камера, проходът може да зарежда продуктите за боядисване от едната страна и да излиза от другата страна. В процеса на полимеризация на един продукт на входа, следващата количка вече е готова с продукта, който изисква прахово боядисване. Такива пещи за полимеризация могат значително да повишат нивото на производителност, тъй като процесът на боядисване протича непрекъснато, веднага след боядисването и образуването на покритие на един продукт, започва боядисването и образуването на друг. Разположение на пеща Пещта за полимеризация е термоизолиран контейнер, който има двойни стени. Междустенното пространство е изпълнено с огнеупорна топлоизолация. На задната стена има вентилатор, който осъществява принудителна конвекция на въздуха. За отстраняване на летливите газове, които се образуват по време на полимеризацията, фурната е оборудвана с аспиратор и смукателна вентилация. Топлинните загуби са значително намалени благодарение на уплътняването на вратата със специален профил на основата на силиконова гума. В допълнение, това уплътняване на вратата намалява консумацията на пещта и значително намалява разходите за енергия. Пещите за нанасяне на покритие имат стандартно устройство: метален корпус, външна и вътрешна подплата, топлоизолационен слой, автоматичен блок за управление, термоблок и други устройства, които осигуряват отопление на камерата. Полимеризационните пещи за прахово боядисване са оборудвани с електрическо оборудване, което автоматично поддържа определена температура и време за полимеризация. Използването на таймери и микропроцесорни термостати прави лесна, бърза и лесна промяна на параметрите на полимеризацията. Пещите могат да бъдат оборудвани с транспортни системи и колички за придвижване на продуктите за боядисване.изделий. Принцип на действие Принципът на работа е доста прост: продуктът, върху който е нанесен слой боя, се поставя в пещ за полимеризация, където се нагрява до определена температура (около 180-200 ° C). След това има процес на фиксиране на покритието. Температурното ниво зависи от вида на боята, която се използва за оцветяване на продуктите. Някои покривни материали могат да образуват завършено покритие при 90°, други изискват по-висока температура, например 250°C. След като достигне необходимата температура, боята започва да се топи и се разпределя равномерно по цялата повърхност на продукта. Този процес е полимеризация, продължава около 12-15 минути. Транспортните системи Транспортните системи са най-важната и последна точка в организацията на зоната за прахово боядисване. Една добре проектирана транспортна система с добро технологично оборудване може да увеличи производителността десетки пъти. Схема 1. Проходна камера, непрекъсната работа на проходния тип. Стандартна фурна 3000х2000х1600, с три транспортни колички и две разпръскващи камери. Такава секция е в състояние да извърши до 25 полимеризационни цикъла на смяна. Схема 2. Полуавтоматична линия. В зависимост от необходимия производствен капацитет, скоростта на конвейера и др. За съжаление, полуавтоматичните линии не са представени в ценовата листа, тъй като се произвеждат строго индивидуално. Схема 3. Транспортната система за напречно-надлъжно движение на продуктите е удобна за извънгабаритни, тежки продукти. Схема 4. Комбинирана система за обработка на продукти: горна и долна транспортни колички. Долните транспортни колички се използват за едрогабаритни тежки продукти, горните - за малки и леки части. 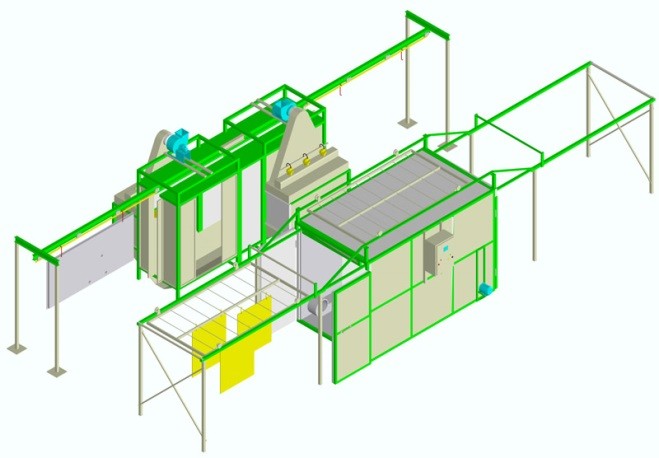 Схема 1 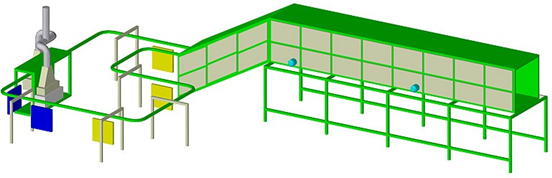 Схема 2 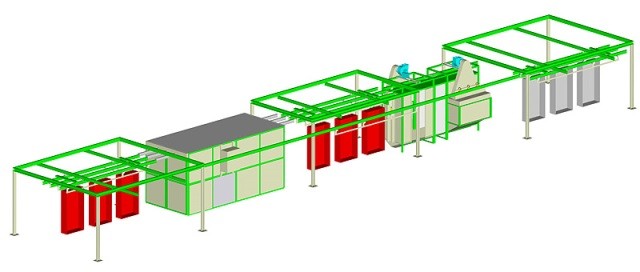 Схема 3 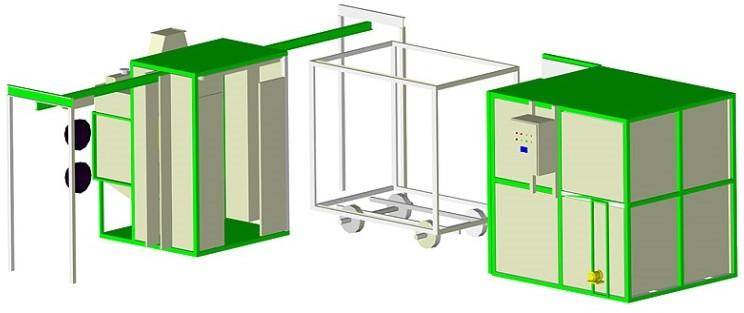 Схема 4 SIGNATURES OF THE PARTIES/ ПОДПИСИ НА СТРАНИТЕ THE SELLER/ ПРОДАВАЧ THE BUYER/КУПУВАЧ Библиография ЛУКАШУК, И. И. Современное право международных договоров. В 2 т. Т. 1. Заключение международных договоров [електронен ресурс]. Москва «Wolters Kluwer Russia», 2004 [цит. 2015-03-28], books.google.cz ДОДОНОВ, В. Н., ЕРМАКОВ, В. Д., КРЫЛОВА, М. А. Большой юридический словарь, Москва «Инфра М», 2001 ИСМАГИЛОВА, Л. Р. Лексические особенности перевода деловой корреспонденции [електронен ресурс]. Вестник Челябинского государственного университета. 2012. No 21 [цит. 2015-04-10], http://www.lib.csu.ru/vch/275/012.pdf БУНКИНА, М.К., СЕМЕНОВ, А.М., СЕМЕНОВ, В.А.: Макроэкономика Москва «Дело и Сервис» 2000 ЭНГОВАТОВА О. 500 советов секретарю [електронен ресурс]. Москва «Бизнес», 2006, [цит. 2015-02-28], http://www.e-reading.club/book.php?book=72818 ВОЛКОВ, О. И., ДЕВЯТКИН, О.В. Экономика предприятия. Москва: «ИНФРА-М», 2007 МТЗ-ХОЛДИНГ, информция за компания http://www.belarus-tractor.com Търговско-икономическото сътрудничество между Република Беларус и Чешката република, https://czech.mfa.gov.by/ru/bilateral_relations/trade_economic/ Automatic Powder Coating Line, [електронен ресурс], https://www.coating-equipment.com/ Ръководство за износ на стоки, [електронен ресурс], https://trade.ec.europa.eu/access-to-markets/bg/content/rkovodstvo-za-iznos-na-stoki Josef Fiala, Jan Hurdík, Contract Law in Czech Republic, Second edition, 2020 Обязанности пользователя включают необходимость проверки соответствия продукта требованиям проводимого процесса. |