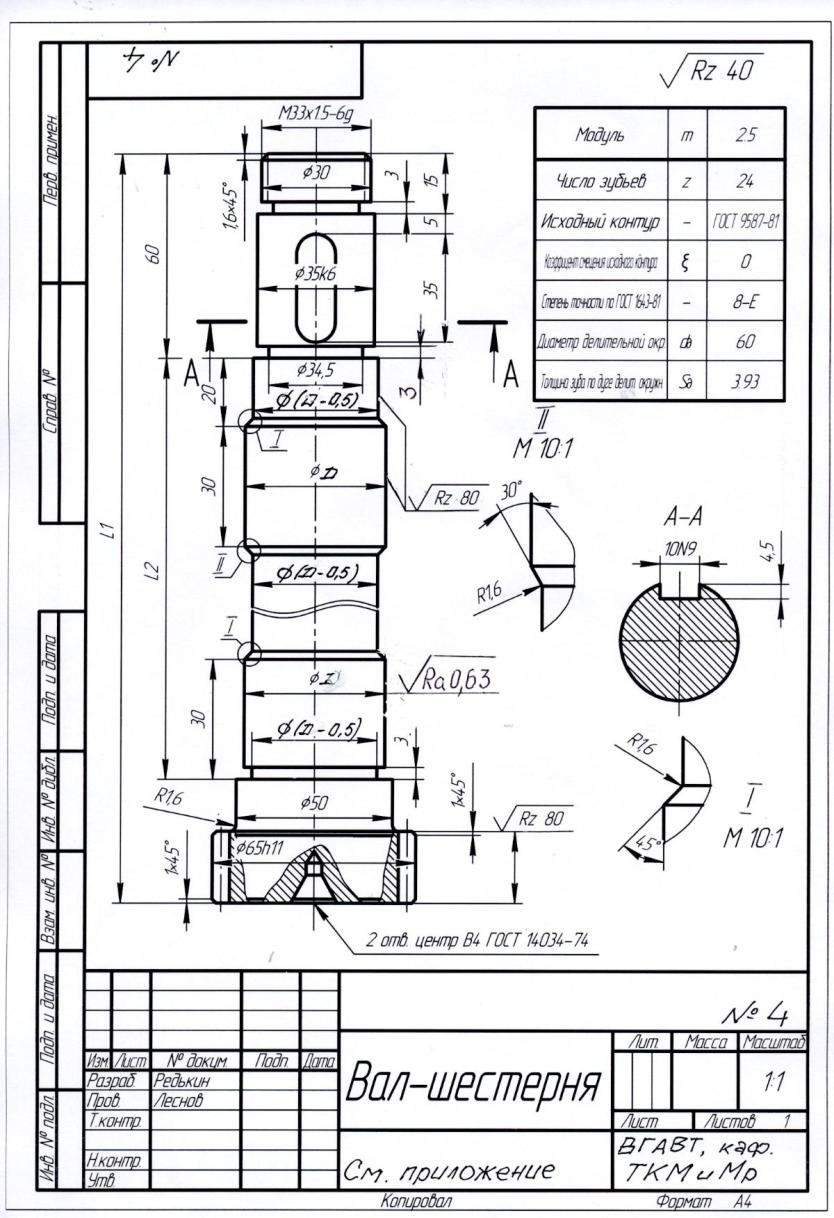
Приложение к чертежу № 4
Подварианты детали к чертежу № 4.
Подв ариа нт
|
Размеры
|
Материал
|
Термическая обработка и ее обозначение на
чертеже
|
L1
|
L2
|
D
|
L3
|
0
|
170
|
80
|
45k6
|
20
|
Сталь 40Х, ГОСТ
|
Улучшение –
|
1
|
180
|
75
|
50m6
|
25
|
4543–71, σ = 1000
|
закалка и
|
2
|
200
|
90
|
50m6
|
30
|
МПа.
|
высокий
|
3
|
220
|
96
|
50m6
|
32
|
Улучшения –
|
отпуск,
|
|
|
|
|
|
закалка и высокий
|
σ = 1150 МПа.
|
|
|
|
|
|
отпуск, σ = 1150
|
ТО 40Х-У
|
|
|
|
|
|
МПа. ТО 40Х-У
|
|
4
|
210
|
65
|
45k6
|
40
|
Сталь 50Г, ГОСТ
|
Улучшение –
|
5
|
240
|
90
|
46k6
|
30
|
4543–71, σ = 660
|
закалка и
|
6
|
230
|
80
|
50m6
|
35
|
МПа
|
высокий
|
7
|
300
|
100
|
48k6
|
50
|
|
отпуск,
|
|
|
|
|
|
|
σ =880 МПа.
|
|
|
|
|
|
|
ТО 50Г-У
|
8
|
280
|
120
|
46h6
|
60
|
Сталь 415,
|
Улучшение –
|
|
|
|
|
|
ГОСТ 1050–88,
|
закалка и
|
9
|
250
|
110
|
47h6
|
52
|
σ = 610 МПа
|
высокий
|
|
|
|
|
|
|
отпуск,
|
10
|
260
|
120
|
48k6
|
38
|
|
σ =750 МПа.
|
|
|
|
|
|
|
ТО 45-У
|
Примечание. Улучшение выполнить после черновой токарной обработки.
Годовая программа выпуска деталей – 4200 шт.
Заготовка – штамповочная поковка класса точности Т2 по ГОСТ 7505–89, изготавливаемая в открытом штампе на молоте или прессе.
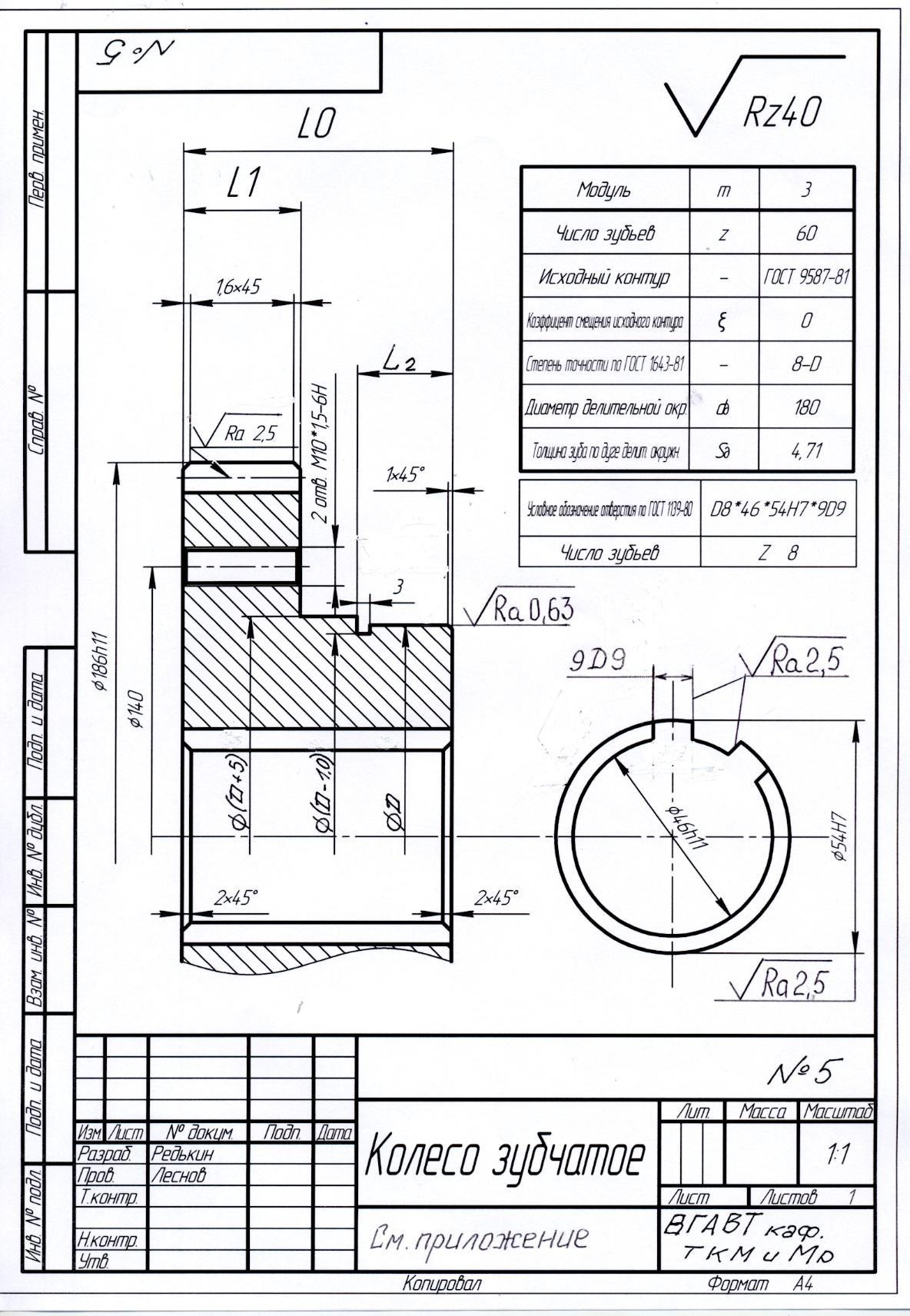
Приложение к чертежу № 5
Подварианты детали к чертежу № 5.
Подвари вает
|
Размеры
|
Материал
|
Теоретическая обработка и ее обозначение на
чертеже
|
L0
|
L1
|
L2
|
D
|
0
|
75
|
36
|
30
|
100js8
|
Сталь 20Х,
|
Цементация зубьев
|
|
|
|
|
|
ГОСТ 4543–71,
|
на глубину 0,9–1,1
|
1
|
70
|
32
|
22
|
95h6
|
σ = 800 МПа
|
мм, закалка в масле
|
|
|
|
|
|
|
и отпуск на
|
2
|
65
|
28
|
32
|
90п6
|
|
твердость HRC56-
|
|
|
|
|
|
|
62. Зубья ТО 20Х-
|
3
|
80
|
36
|
28
|
85m6
|
|
Ц1-М59
|
4
|
75
|
40
|
20
|
115кб
|
|
|
5
|
70
|
36
|
25
|
120е8
|
Сталь 20Х, –
|
Закалка зубьев с
|
|
|
|
|
|
ГОСТ 4543–71,
|
нагревом ТВЧ и
|
6
|
65
|
25
|
30
|
110js6
|
σ = 1000 МПа
|
отпуск на твердость
|
|
|
|
|
|
|
HRC 48-52. Зубья
|
7
|
60
|
30
|
20
|
100 7
|
|
ТО 40Х-ТВЧ-50
|
8
|
55
|
25
|
20
|
90 6
|
|
|
9
|
50
|
20
|
20
|
80h6
|
|
|
Годовая программа выпуска деталей – 4400 штук.
Заготовка – штампованная поковка класса точности Т12 по ГОСТ 7505–89, изготавливаемая в закрытом штампе на прессе, с прошивкой центрального отверстия.
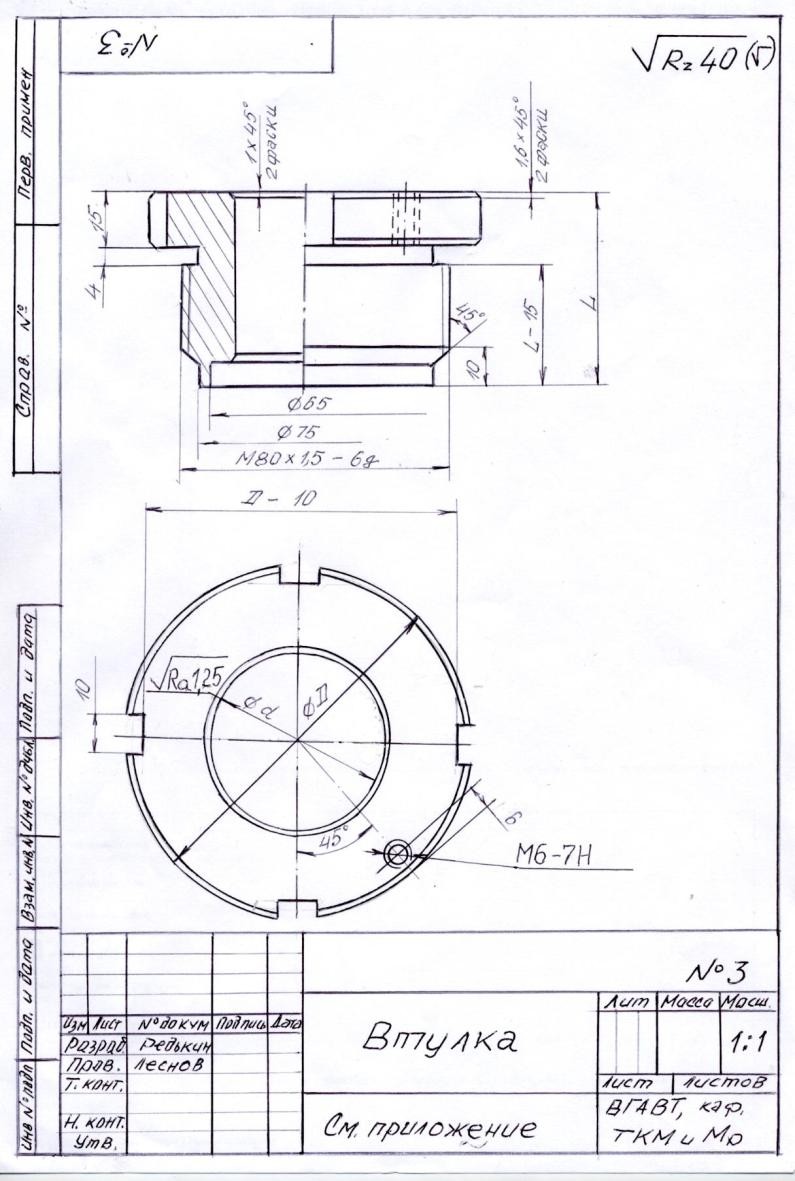
Приложение к чертежу № 6
Подварианты детали к чертежу № 6.
Подваривает
|
Размеры
|
Материал
|
L0
|
L1
|
L2
|
D1
|
D2
|
0
|
350
|
60
|
275
|
38k6
|
50h6
|
Сталь 40Х, ГОСТ
|
|
|
|
|
|
|
4543–71,
|
1
|
340
|
50
|
280
|
40k6
|
50d8
|
σ = 1000 МПа.
|
|
|
|
|
|
|
Улучшение –
|
2
|
310
|
45
|
250
|
38k6
|
48h7
|
закалка и
|
|
|
|
|
|
|
высокий отпуск σ
|
3
|
325
|
40
|
265
|
40k6
|
45h6
|
= 1150 МПа
|
4
|
320
|
50
|
260
|
38k6
|
50h6
|
ТО 40Х-У
|
5
|
300
|
45
|
2240
|
40k6
|
48h7
|
Сталь 50Х,
|
|
|
|
|
|
|
ГОСТ 4543–71,
|
6
|
280
|
40
|
220
|
38k6
|
45d8
|
σ = 660 МПа.
|
|
|
|
|
|
|
Улучшение –
|
7
|
250
|
50
|
190
|
40k6
|
50d8
|
закалка и
|
|
|
|
|
|
|
высокий отпуск σ
|
8
|
240
|
45
|
180
|
38k6
|
48h7
|
= 880 МПа
|
9
|
200
|
40
|
140
|
40k6
|
45h6
|
ТО 40Х-У
|
Примечание. Улучшение выполнить после черновой токарной обработки.
Годовая программа выпуска деталей – 3600 штук.
Заготовка – сортовая калиброванная круглая сталь (пруток) 11 квалитета точности по ГОСТ7417-75.
|
 Скачать 3.48 Mb.
Скачать 3.48 Mb.