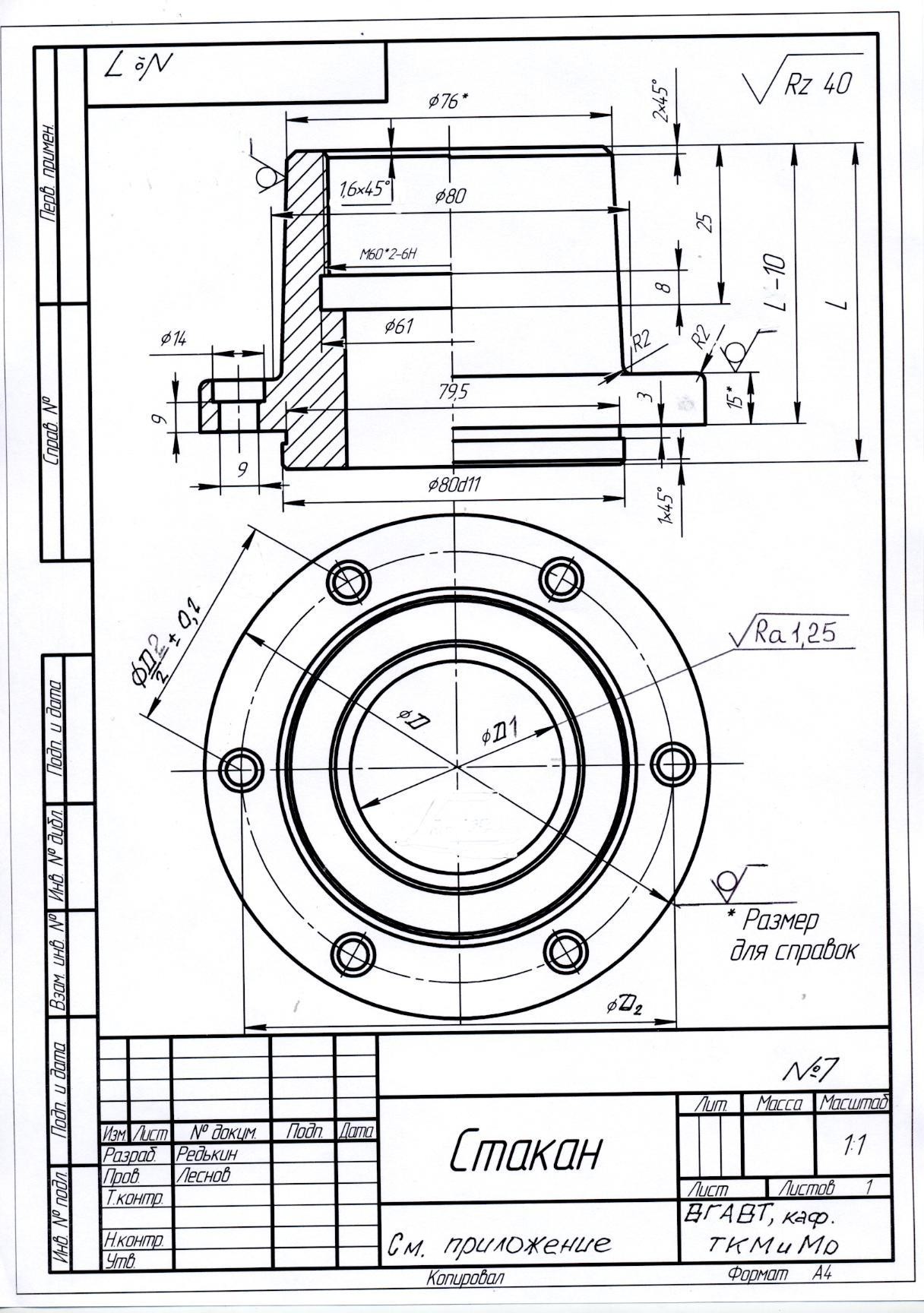
Приложение к чертежу № 7
Подварианты детали к чертежу № 7.
Под- вариант
|
Размеры
|
Материал
|
L
|
D
|
D1
|
D2
|
0
1
|
60
60
|
130
130
|
52Н8
50Н8
|
105
105
|
АЛ4 (силумин) ГОСТ1583–89Е,
σ = 230 МПа, твердость НВ =70
|
2
3
|
60
75
|
130
120
|
45Н8
52Н8
|
105
100
|
АЛ2 (силумин) ГОСТ1583–89Е,
σ = 140 МПа, твердость НВ =50
|
4
|
75
|
130
|
45Н8
|
105
|
Чугун СЧ 20 ГОСТ 1412–85, НВ = 170-241
|
5
|
75
|
120
|
50Н8
|
100
|
ЧугунСЧ15ГОСТ1412–85,НВ=163-229
|
6
7
|
65
63
|
130
120
|
52Н8
52Н8
|
105
100
|
Сталь 25Л, ГОСТ 977–88, твердость
НВ = 138, σ = 450 МПа
|
8
9
|
65
63
|
120
120
|
50Н8
45Н8
|
100
100
|
Сталь 35Л ГОСТ 977–88, твердость
НВ – 152, σ = 500 МПа
|
Годовая программа выпуска деталей – 3800 шт. Заготовка:
отливка из алюминиевого сплава 11-го класса точности по ГОСТ 26645–85 (подварианты 0, 1, 2,3);
отливка чугунная 11-го класса размерной точности по ГОСТ 26645–85 (подварианты 4 и5);
отливка стальная 11-го класса размерной точности по ГОСТ 26645–85 (подварианты 6, 7, 8,9).
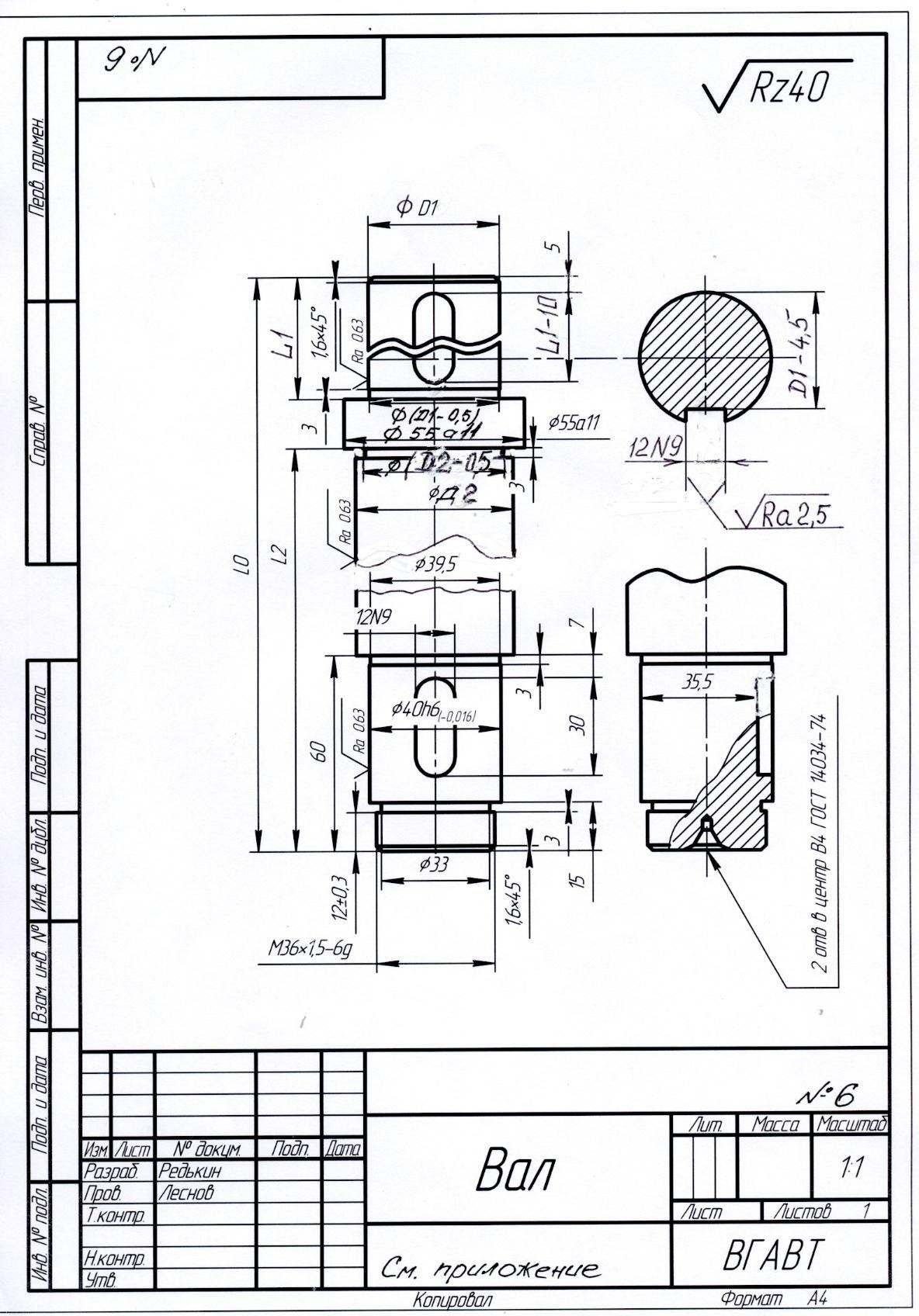
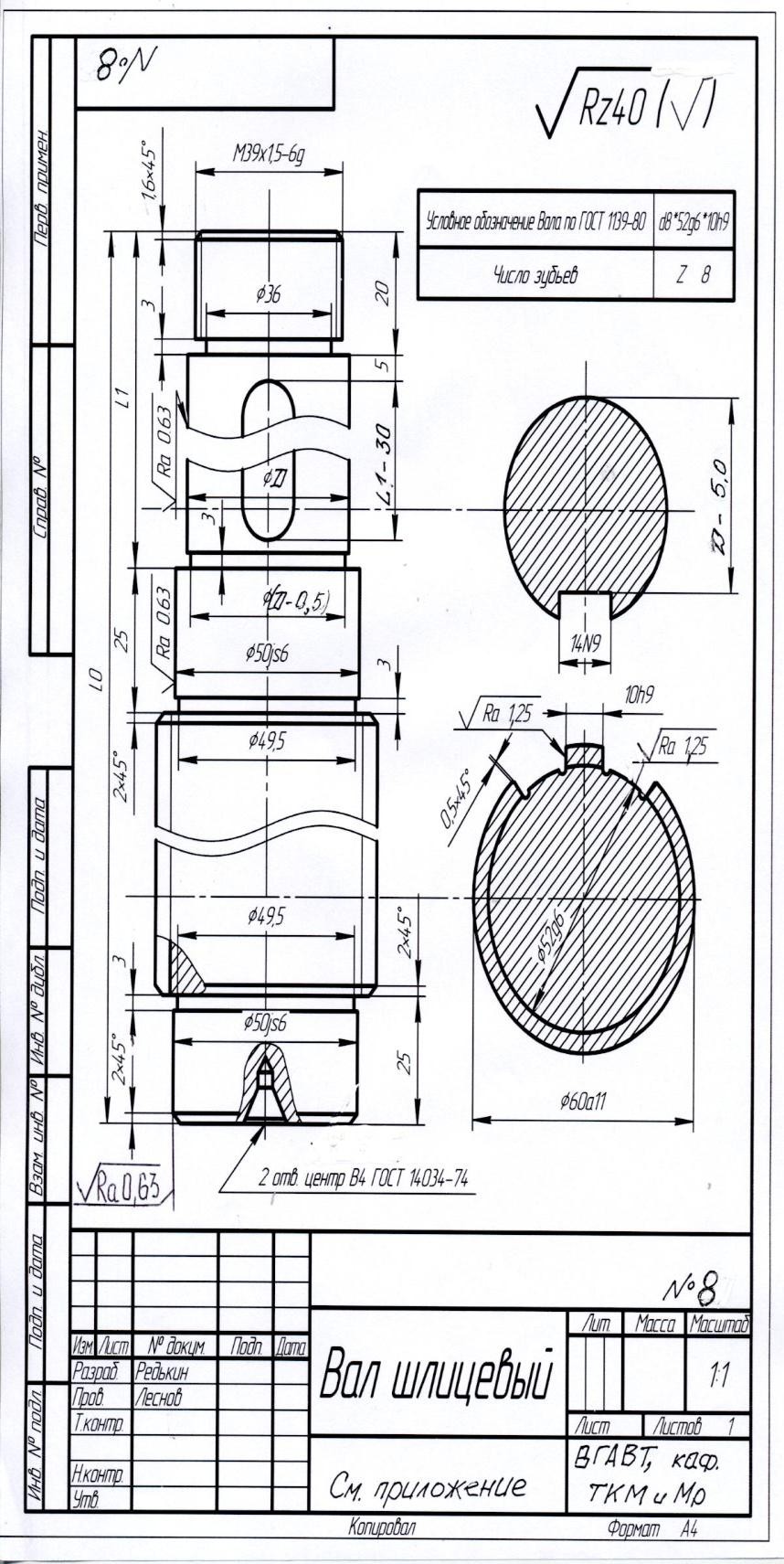
Приложение к чертежу № 8
.
Подварианты детали и данные к ним.
Под- вариант
|
Размеры
|
Материал
|
Термическая обработка и ее обозначение на чертеже
|
L0
|
L1
|
D
|
0
|
300
|
120
|
48к6
|
Сталь 50Г,
|
Улучшение – закалка и
|
1
|
340
|
90
|
45к6
|
ГОСТ 4543–71,
|
высокий отпуск, σ = 880
|
2
|
280
|
100
|
48к6
|
σ = 660 МПа
|
МПа.
|
|
|
|
|
|
ТО 50Г-У
|
3
|
320
|
ПО
|
45к6
|
Сталь 40Х,
|
Закалка шлицевой
|
4
|
340
|
130
|
48к6
|
ГОСТ 4543–71,
|
поверхности с нагревом ТВЧ;
|
5
|
300
|
100
|
45h6
|
σ = 1000 МПа
|
отпуск на твердость HRC 48-
|
6
|
320
|
75
|
48h6
|
|
52
|
7
|
300
|
70
|
45h6
|
Сталь 45,
|
Улучшение – закалка и
|
8
|
280
|
75
|
48к6
|
ГОСТ 1050–88
|
высокий отпуск, σ = 750
|
9
|
260
|
70
|
45h6
|
σ = 610 МПа
|
МПа.
|
|
|
|
|
|
ТО 45-У
|
Примечание. Улучшение выполнять после черновой токарной обработки.
Годовая программа выпуска деталей – 3300 шт.
Заготовка – штампованная поковка класса точности Т2 по ГОСТ 7505–89, изготавливаемая в открытом штампе на молоте илипрессе.
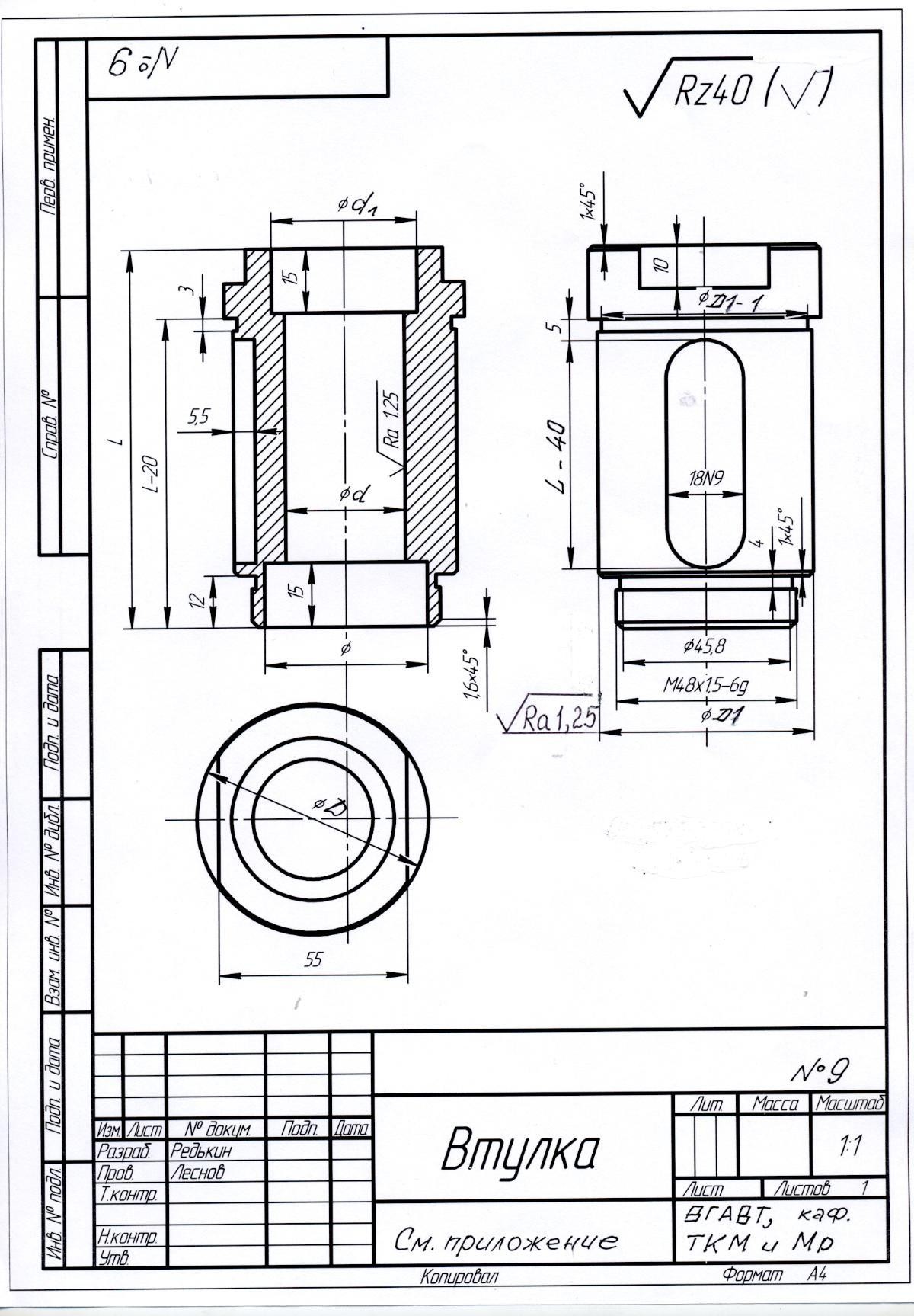
Приложение к чертежу № 9
Подварианты детали и данные к ним.
Под- вариант
|
Размеры
|
Материал
|
L
|
D
|
Di
|
d
|
di
|
0
|
90
|
60h8
|
55k6
|
26H7
|
30H11
|
Сталь 45, ГОСТ 1050–88,
|
1
|
95
|
60h8
|
55k6
|
30H7
|
38H11
|
σ = 610 МПа
|
2
|
100
|
60h8
|
55js6
|
32H7
|
38H11
|
Сталь 50Г, ГОСТ 4543–71,
|
3
|
105
|
63h8
|
55h6
|
30H7
|
35H11
|
σ = 660 МПа
|
4
|
ПО
|
63h8
|
60k6
|
32H7
|
40H11
|
|
5
|
115
|
63h8
|
60h6
|
35H7
|
40H11
|
Ст. 4сп, ГОСТ 380-88,
|
6
|
105
|
65h8
|
60h6
|
32H7
|
38H11
|
σ = 420–540 МПа
|
7
|
110
|
65h8
|
60k6
|
35H7
|
40H11
|
Сталь автоматная А20,
|
8
|
115
|
65h8
|
63js6
|
32H7
|
38H11
|
ГОСТ 1414–75, σ = 460 МПа
|
9
|
120
|
65h8
|
63h6
|
35H7
|
40H11
|
|
Годовая программа выпуска деталей – 4000 шт.
Заготовка – сортовая калиброванная круглая сталь (пруток) 8-го квалитета точности по ГОСТ7417–75.
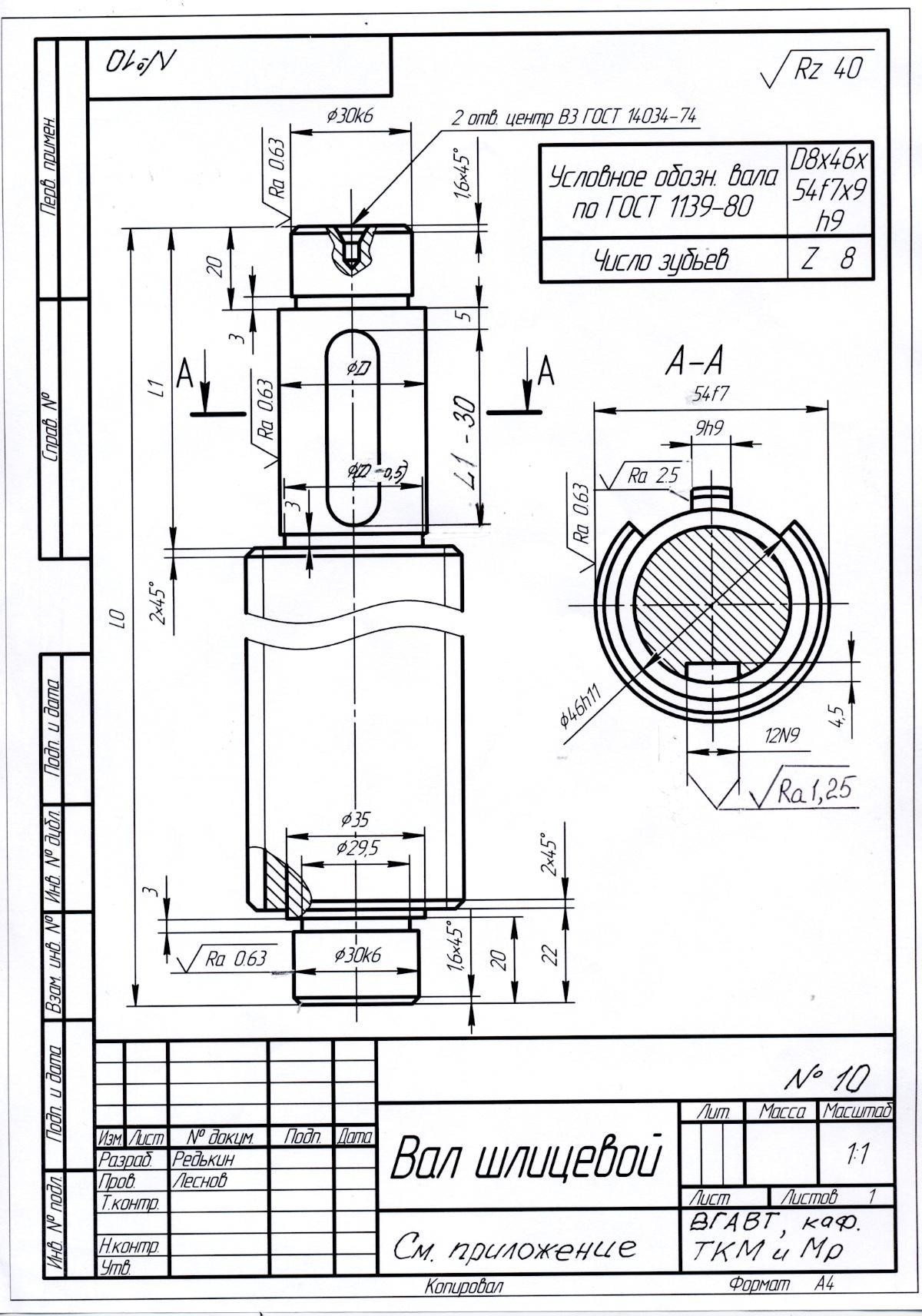
Приложение к чертежу № 10
Подварианты детали и данные к ним.
Подв
ариан т
|
Размеры
|
Материал, термообработка
|
L
|
D
|
d
|
0
|
160
|
80
|
36k6
|
Сталь 40Х, ГОСТ 4543–71,
|
|
|
|
|
σ = 1000 МПа;
|
1
|
200
|
120
|
40k6
|
улучшение – закалка и высокий отпуск;
|
|
|
|
|
σ = 1150 МПа. ТО 40 Х-У
|
2
|
220
|
140
|
42k6
|
|
3
|
250
|
110
|
38k6
|
|
4
|
260
|
120
|
40kk6
|
|
5
|
230
|
140
|
46kk6
|
|
6
7
|
280
230
|
95
100
|
50k6
48k6
|
Сталь 45, ГОСТ 1050–71, σ = 610 МПа,
улучшение – закалка и высокий отпуск; σ = 750 МПа. ТО 45 У
|
8
|
240
|
125
|
36k6
|
|
9
|
185
|
90
|
39k6
|
|
10
|
190
|
95
|
40k6
|
|
Примечание . Улучшение выполнять после черновой обработки.
Годовая программа выпуска деталей – 3600 шт.
Заготовка – штампованная поковка класса точности Т2 по ГОСТ 7505–89, изготавливаемая в открытом штампе на молоте или прессе.
 |
 Скачать 3.48 Mb.
Скачать 3.48 Mb.