Введение Цель методических указаний обучить основам технологического процесса изготовления деталей судовых машин в соответствии с заданием, а также ускорить самостоятельную работу студентов над курсовой работой.
 Скачать 3.48 Mb. Скачать 3.48 Mb.
|

|
Вспомогательное время на установку, выдвижение и закрепление прутка в цанговом патроне токарно-револьверного станка tВ, мин
По табл. 8.5 определите вспомогательное время на выполнение отдельныхпереходов. Просуммируйте эти значения. Результатом будет величина оперативноговремени. Таблица 8.5 Вспомогательное время t, мин, связанное с выполнением технологических переходов на токарных и токарно-револьверных станках с установкой на размер по упорам
Заполнение технологических карт механическойобработки Технологический процесс изготовления детали оформляется на бланках по форме ЕСТД: титульный лист, маршрутная карта, операционные карты, карты эскизов, контрольные карты [1]. Составление пояснительной записки, оформление и комплектация курсовойработы В соответствии с очередностью выполнения задания курсовая работа должна быть выполнена и скомплектована в следующем порядке: Оглавление. Рабочий чертеждетали. Определение массы детали,кг. Выбор величины общих припусков на механическую обработкузаготовки. Определение размеров, массы заготовки и коэффициента использованияметалла. Рабочий чертеж заготовки. Определение темпа выпуска деталей, размеров партий изготовления заготовок, и производственных партий запуска заготовок вобработку. Перечень операций технологического процесса обработки заготовки с указанием моделей станков и приведением их техническихданных. Эскизы технологическихпереходов. Расчеты режимов резания и нормвремени. Определение потребного количества станков для выполнения запроектированныхопераций. Оформление титульного листа, маршрута технологического процесса, операционных карт механической обработки с разделением операций на технологические переходы и развѐрнутой записью их содержания. Список использованной литературы. Папка или скоросшиватель с вложенной в него работой. Литература Н.Н. Галашов, Ю.П. Леснов [и др.]. Разработка технологических процессов изготовления деталей судовых машин и механизмов : метод. указания по выпол. курс. работыдлястуд.оч.изаоч.обуч.специальности140200 «СЭУ». – Н. Новгород : ВГАВТ, 2004. Справочник технолога-машиностроителя. В 2 т. / под ред. А.Г. Косиловой, Р.Е. Мещерякова. – М. : Машиностроение, 1985. –Т. 1 – 556 с.; Т. 2 – 496с. Справочник технолога-машиностроителя. В 2 т. / под. ред. А.Г. Косиловой, Р.Е. Мещерякова, А.Н. Малова. – М. : Машиностроение, 1972: T. 1 – 694 с.; Т. 2 – 568с. Обработка металлов резанием : справочник технолога / под ред. Г.А. Монахова. – М. : Машиностроение, 1974. – 598 с. Косилова А.Г., Мещеряков Р.К. Калинин М.А. Точность обработки, заготовки и припуски в машиностроении : справочник технолога. – М. : Машиностроение, 1976. – 288с. Общемашиностроительные нормативы времени: вспомогательного – на обслуживание рабочего места и подготовительно-заключительного – для технического нормирования. Серийное производство. – М. : Машиностроение, 1974. – 430с. ПРИЛОЖЕНИЯ Рабочие чертежи деталей для выполнения курсовой работы Приложение к чертежу № 1 Подварианты детали и данные к чертежу № 1.
Годовая программа выпуска деталей – 3800 шт. Заготовка: бронзовая отливка 11-го класса размерной точности по ГОСТ 26645–85 (подварианты 0, 1, 2,3); чугунная отливка 11-го класса размерной точности по ГОСТ 26645–85 (подварианты 4, 5, 6, 7, 8,9). 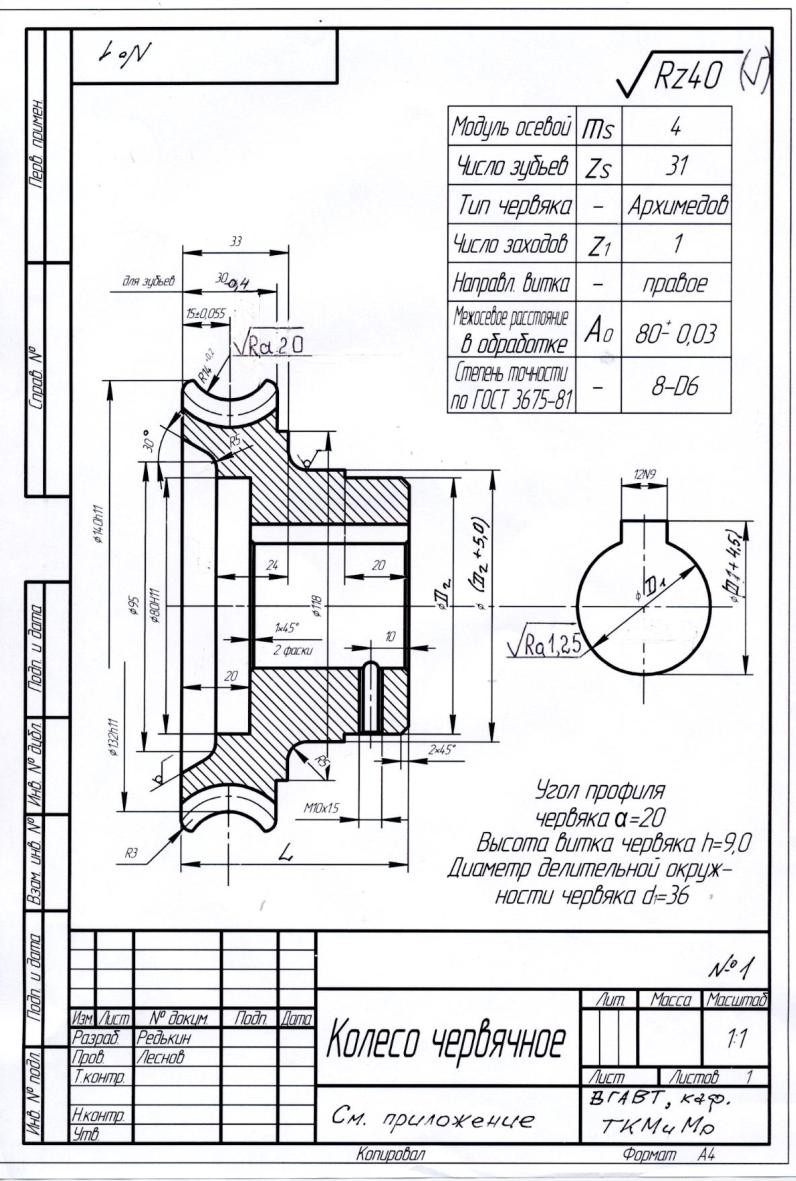 Приложение к чертежу № 2 Подварианты детали и данные к ним.
Примечание. Улучшение выполнить после черновой токарной обработки. Годовая программа выпуска деталей – 5000 шт. Заготовка – штампованная поковка класса точности Т2 по ГОСТ 7505–89, изготавливаемая в открытом штампе на молоте или прессе. 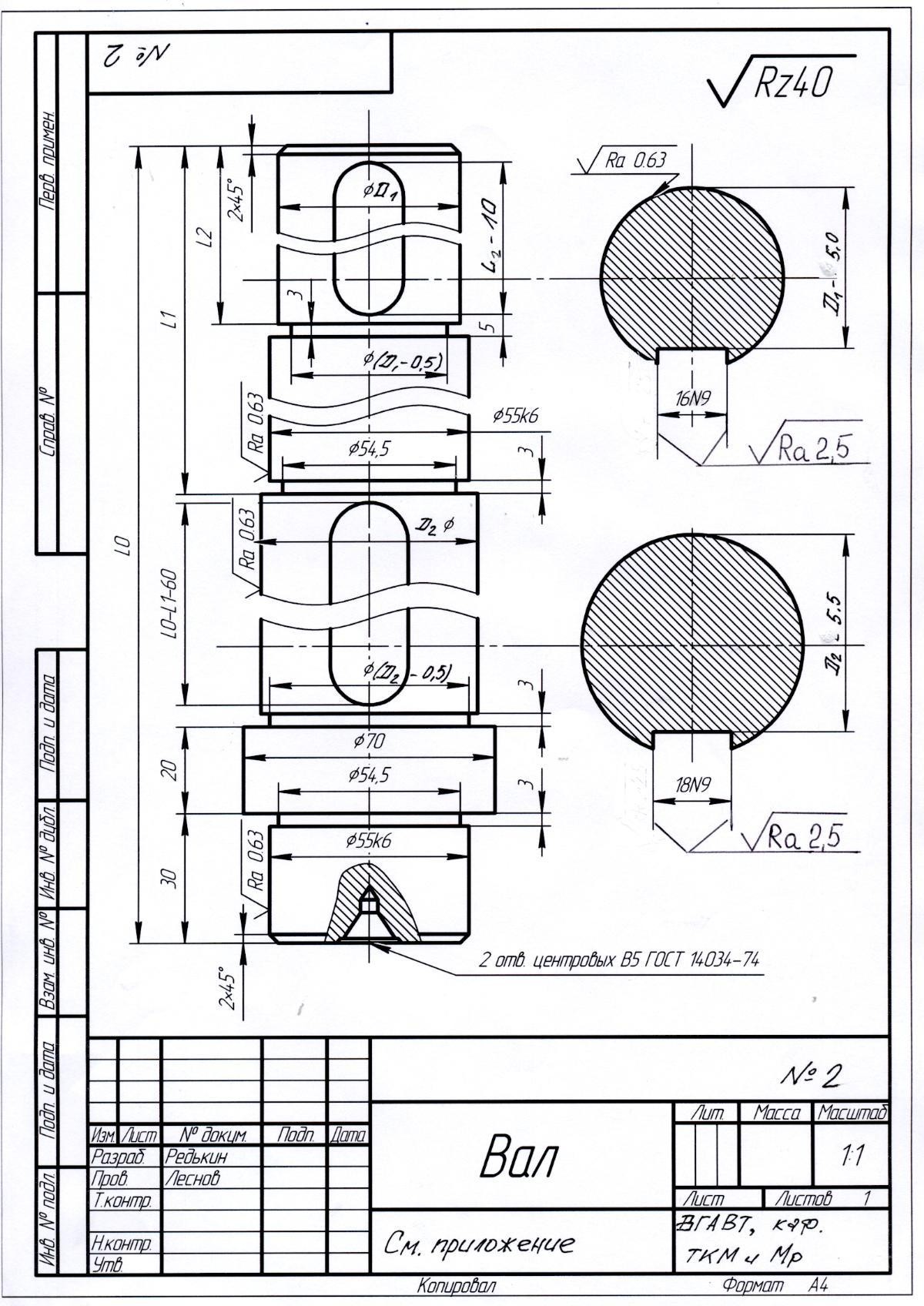 Приложение к чертежу № 3 Подварианты детали к чертежу № 3.
Годовая программа выпуска деталей – 2600 шт. Заготовка – штампованная поковка класса точности Т2 по ГОСТ 7505–89, изготавливаемая в закрытом штампе на прессе с прошивкой центрального отверстия. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||