лекцииТПК. 1. 1 Классификация и конструкция тпж
 Скачать 4.38 Mb. Скачать 4.38 Mb.
|

1.1 Классификация и конструкция ТПЖ:
- сегментные - секторные - квадратной формы - прямоугольной формы
- многопроволочные (проволоки одного диаметра) - комбинированного (проволоки с разным диаметрам по повивам)
- пучковая (проволоки не имеют определенного пространственного положения в поперечном сечении) - правильная (проволоки имеют определенное пространственное положения в поперечном сечении с одинаковым диаметром проволоки) - неправильная (проволоки имеют определенное пространственное положения в поперечном сечении с различным диаметром проволоки)
1.2 Параметры скрутки Г 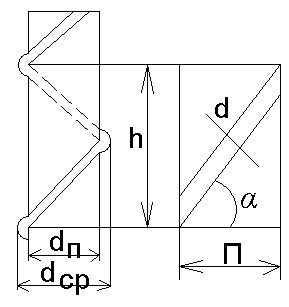 еометрические параметры – зависят от конструктивных особенностях изделия (диаметр проволоки , диаметр неуплотненного повива) еометрические параметры – зависят от конструктивных особенностях изделия (диаметр проволоки , диаметр неуплотненного повива)Технологические параметры – это изменяемые параметры (шаг, угол подъема, кратность шага, линейная скорость , число оборотов крутильной части, коэф.заполнения)
Шаг скрутки – расстояние на котором проволока совершает полный оборот. Чем меньше шаг, тем лучше гнётся жила. h=mdП где m – кратность скрутки( Для гибких кабелей m=25, Для силовых m=30-40) dCP = dП + d Шаг изменяется от номера повива – чем ближе к центру ТПЖ, тем он больше. Для технологического режима важен фактический шаг скрутки (определяется технологическим оборудованием). Дискретно – имеется кинематическая схема, то есть из конкретного заданных положений рычагов. Плавно, то есть установили и всё. В зависимости от кинематической схемы строится таблица фактических шагов
КУ ↑ → ↓ шаг → ↑ гибкость → ↑ стойкости
1.3 Принципы скрутки
В 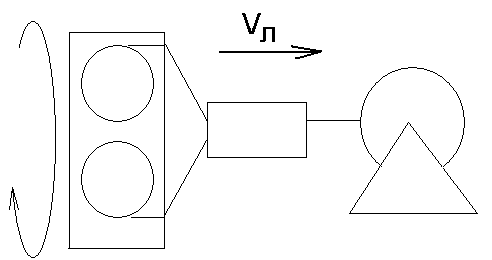 данной машине шаг обеспечивается частотой оборотов и линейной скоростью. данной машине шаг обеспечивается частотой оборотов и линейной скоростью.Имеет большие геометрические размеры → низкая производительность Но обеспечивает более качественную скрутку, так как скрутка до формующего устройства.
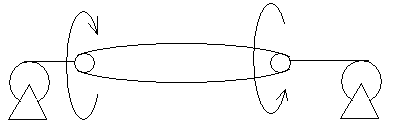
Т 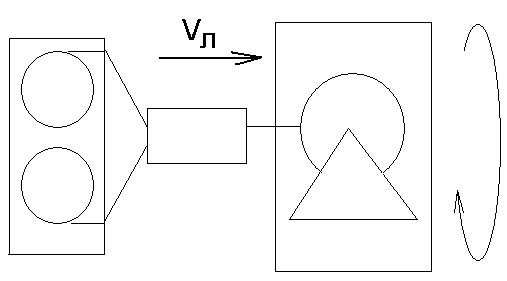 рудно создать повивную скрутку рудно создать повивную скруткуМенее качественная скрутка, но более высокая производительность.
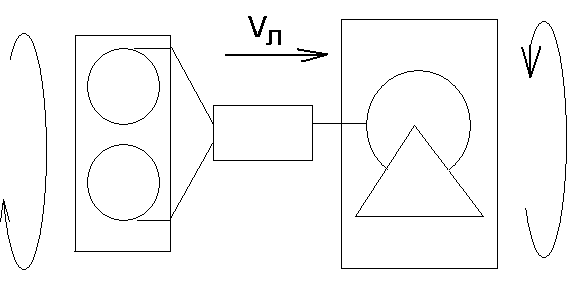
Здесь получаем значительно большую производительность.
- одинарная (скрутка в одной точке). Использую для скрутки до 12 проволок. 1  - отдающее устройство - отдающее устройство2 – калибр 3 – крутильная рамка 4 – приемное устройство - двойная (скрутка в двух точках) 1 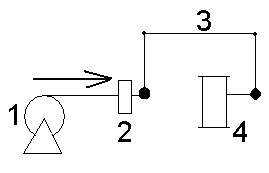 - отдающее устройство - отдающее устройство2 – калибр 3 – крутильная рамка 4 – приемное устройство Скрутка производится в двух точках. Это более удобный способ скрутки.
Л 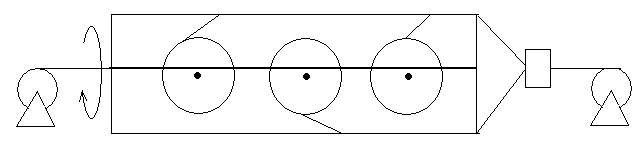 юльки располагаются последовательно друг за другом внутри ротора вдоль его оси, поэтому ротор имеет небольшой диаметр, и это позволяет достичь больших оборотов крутильной части. юльки располагаются последовательно друг за другом внутри ротора вдоль его оси, поэтому ротор имеет небольшой диаметр, и это позволяет достичь больших оборотов крутильной части.Центр тяжести люлек вместе с катушками находится несколько ниже оси вращения ротора. Поэтому люльки при вращении ротора остаются практически неподвижными. Скрутка проволок на машинах сигарного типа происходит без закрутки. Машины сигарного типа могут быть рассчитаны на 6, 12, 18 и 24 катушки с проволокой. Сигары с большим количеством катушек удобнее выполнять из отдельных самостоятельных секций, которые могут работать отдельно или все вместе.
 1.4 Требования к процессу скрутки и оборудованию
Основное требование. На производительность влияет масса крутильной части и её габариты. На точку поверхности действует центробежная сила. Чем меньше радиус и масса крутильной части, тем больше можно увеличить скорость машины (растёт производительность). Обязательное условие
Если будет слишком большое отклонение, то проволока запутается. При одинаковом натяжении проволок, отклонение проволок от прямой будет одинаковым, что не приведёт к перепутыванию.
Время, которое необходимо затратить человеку на производство 1 км (в котором машина не участвует): смена катушек…
Время, которое необходимо затратить на 1 км. Выпускаемой продукции: пуск, стоп Чем он ближе к 1, тем производительнее машина.
Необходимо устройство контроля обрыва проволок, а также сварочный аппарат.
Для дискретных машин – малое различие между соседними шагами скрутки.
Левое и правое направление скрутки.
Основная характеристика отдающего устройства в крутильной машине (от 100 до 1200 мм.) |
 ожно задать вращение как приёмному, так и отдающему устройству в противоположных направлениях.
ожно задать вращение как приёмному, так и отдающему устройству в противоположных направлениях.