лекцииТПК. 1. 1 Классификация и конструкция тпж
 Скачать 4.38 Mb. Скачать 4.38 Mb.
|

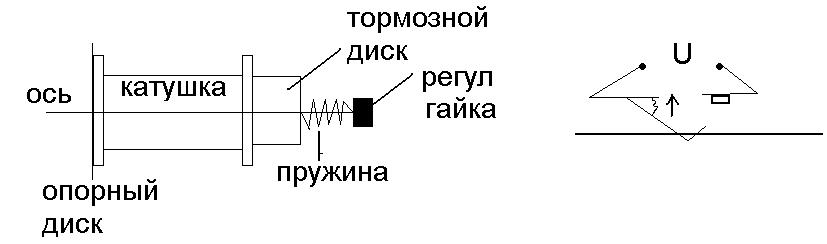
Отдающие устройстваОтдающие устройства предназначены для установки отдающей тары с заготовкой — барабанов, катушек, контейнеров, бухт. 1 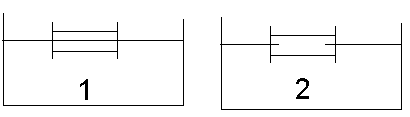 – ОСЕВОГО ТИПА – ОСЕВОГО ТИПА2 – ПОЛУОСЕВОГО ТИПА Б 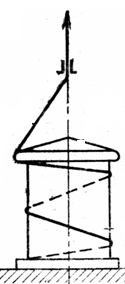 езынерционные отдающие устройства с невращающейся катушкой: езынерционные отдающие устройства с невращающейся катушкой:- Флеяерное устройство. Отдающее устройство с невращающейся катушкой, установленной горизонтально, с наклоном или вертикально на щеку, получило название безынерционного в отличие от инерционных, в которых при обрыве заготовки отдающая катушка продолжает вращаться по инерции до полной остановки, сбрасывая с себя проволоку. Для уменьшения трения проволоки о щеку катушки и исключения ее повреждения на эту щеку катушки надевают полированный диск, по которому скользит проволока. Р 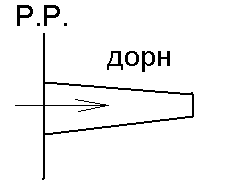 аспределительная розетка аспределительная розеткаС 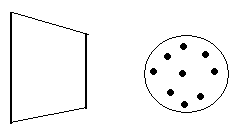 лужит для пространственной ориентации заготовки. Глазки расположены по системе правильной скрутке, выполнены из плохо истираемого материала. Чем длиннее розетка тем более плотная скрутка. лужит для пространственной ориентации заготовки. Глазки расположены по системе правильной скрутке, выполнены из плохо истираемого материала. Чем длиннее розетка тем более плотная скрутка.Для полых жил используют дорн, вращающейся вместе с валом. Калибр. Происходит скрутка тпж.
Уплотняющее устройство С 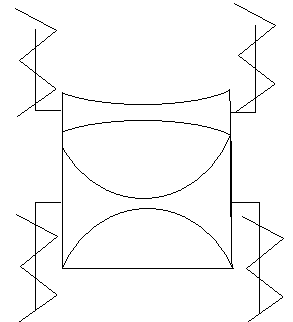 лужит для уплотнения и предания конечной формы. Система вальцов действующие в сторону уменьшения сечения. лужит для уплотнения и предания конечной формы. Система вальцов действующие в сторону уменьшения сечения.Тяговое устройство. Для задания линейной скорости.Колесного типа (для заготовок малых размеров): + простота - наличие изгиба Гусеничного типа (щадащий режим): роликовые(не используются) и пневматическое обжатие сжатым воздухом (↓пороскальзование,↑ трение, ↑оптекание) Контрольно измерительная аппаратура
В 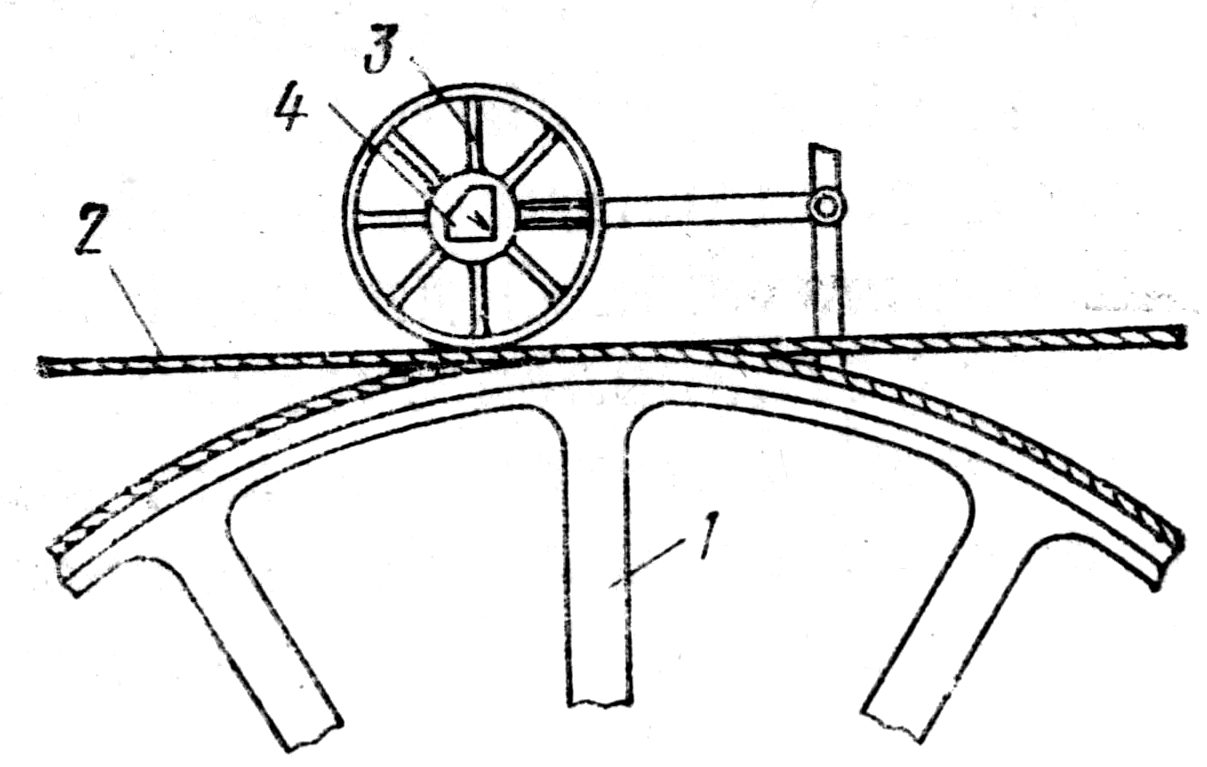 ращение мерительного колеса осуществляется за счет сил трения, возникающих между ними и изделием. ращение мерительного колеса осуществляется за счет сил трения, возникающих между ними и изделием.1 — тяговое колесо;2 — изделие;3 — мерительное колесо;4 — счётчик. При использовании гусеничного тягового устройства применяют независимый измеритель длины, устанавливаемый перед тяговым устройством. В 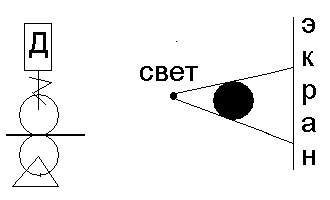 озможно проскальзывание заготовки. озможно проскальзывание заготовки.
Безконтактный (точен)
Недостаток – изменения натяжение заготовки при изменения диаметра намотки на катушке.
 Приемное устройство Осевое, Полуосевое, Намотка в Бухты (Фляерные). Снабжаются раскладчиком: - ручная раскладка - передвижение самого барабана - механический раскладчик 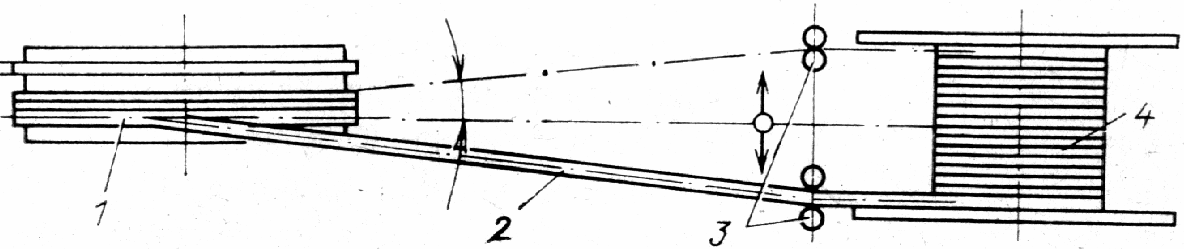 1 – тяговое колесо; 2 – изделие; 3 – вилка раскладчика; 4 – приёмный барабан. 1.8 Расчет технологического режима скрутки
dK = dИЗД ± 2 ∆. Система из 3-х: dK1 = dИЗД + 2 ∆.; dK2 = dИЗД ; dK3 = dИЗД - 2 ∆. Для повивной скрутки
Выбирают по следующим параметрам (согласно техническому паспорту):
Из таблицы технического паспорта выбрать фактические шаги скрутки для каждого повива. Фактический шаг должен быть меньше расчётного hФ <= hРАС
 , где , где
 . .
 ,где N - число повивов; KYi - коэффициент укрутки i-го повива; n - число проволок (стренг) в i-том повиве. ,где N - число повивов; KYi - коэффициент укрутки i-го повива; n - число проволок (стренг) в i-том повиве.Если ТПЖ скручивается из стренг, то общий коэффициент укрутки проволок в жилу рассчитывается по формуле: где
Рассчитать длину изделия на приёмном барабане (катушке): где Длинна ТПЖ на приёмном барабане должна быть больше строительной длины кабеля/
|