лекцииТПК. 1. 1 Классификация и конструкция тпж
 Скачать 4.38 Mb. Скачать 4.38 Mb.
|

|
7.3 Расчет технологического режима наложения защитных покровов 1- Уточнение исходных данных:толщину подушкиразмеры бронеленты (ширину –и толщину), диаметр бронепроволок Уточнить конструкцию подушки – число и толщина бумажных и пластмассовых лент, пряжи и последовательность их наложения. 2 - Расчёт параметров обмотки бронелент. Бронеленты накладываются в 2 слоя с зазором 10 – 70% от ширины ленты Рассчитывается ориентировочно максимально допустимый шаг обмотки бронелент Перекрытие 30 % от ширины. Ширина броне ленты не нормируется , она кратна 5. * 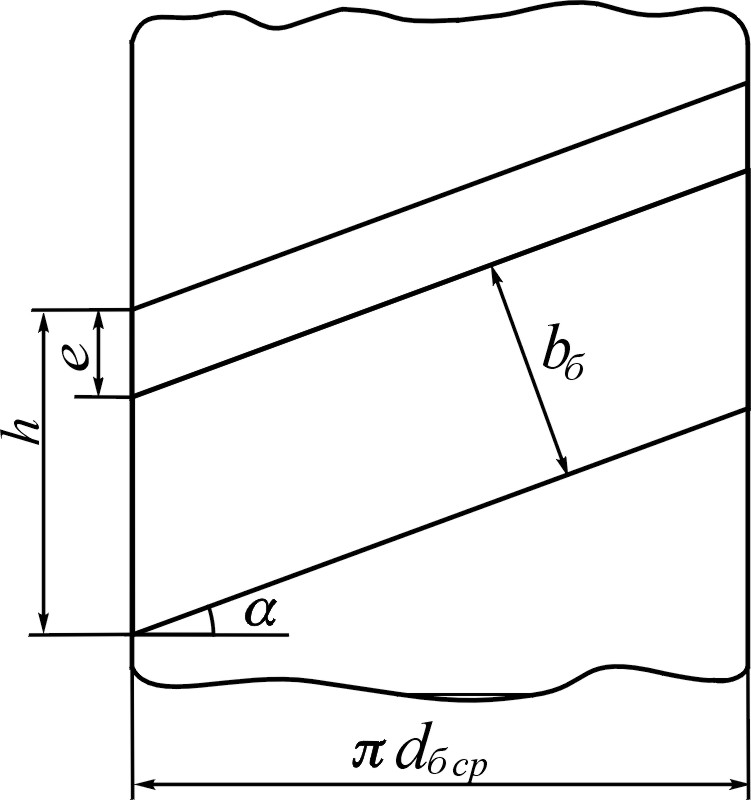 - Выбрать оборудование для наложения защитного покрова . - Выбрать оборудование для наложения защитного покрова .При выборе учитывается: диаметр кабеля по оболочке; наличие у машины лентобронеобмотчиков; число лент и их ширина; линейная скорость. Из таблицы технического паспорта машины выбрать фактический шаг ( Р   ассчитывается фактический угол обмотки: . ассчитывается фактический угол обмотки: .Уточнить фактический зазор: .Если 3 - Расчёт параметров наложения бронепроволок Рассчитать диапазон шагов наложения бронепроволок г  де m – коэффициент скрутки, де m – коэффициент скрутки, где * Выбрать машину для наложения защитных покровов с проволочной бронёй. То есть следует выбрать бронемашину, в состав которой входит крутильный фонарь и два пряжеобмотчика. Из таблицы паспорта машины выбирается фактический шаг ( У  точнить коэффициент укрутки: точнить коэффициент укрутки:,Направление скрутки – левое. 4 - Расчет параметров обмотки бумажных лент Бумажные ленты накладываются с перекрытием (перпендикулярно кромкам ленты) – 3% от ширины бумажной / 3 / – рис. 2. 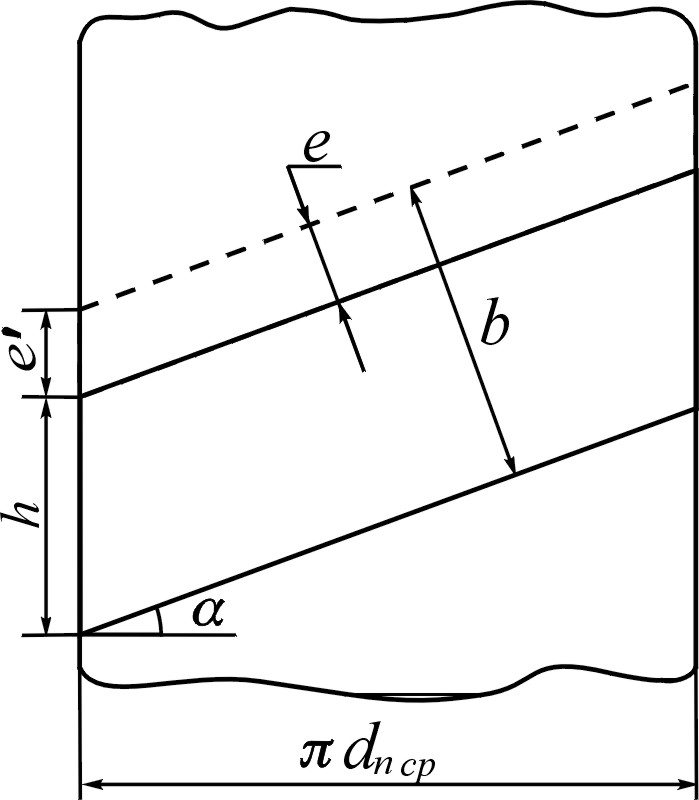 шаг обмотки; шаг обмотки; Из таблицы паспорта машины выбрать фактический шаг (   Определить расчётное значение ширины бумажной ленты bP - должно быть меньше максимально-допустимого значения для данного диаметра 5 - Расчёт параметров обмотки пластмассовых лент Е При d0 больше 25 мм мм пластмассовые ленты накладываются продольно или спирально с перекрытием не менее 10 мм. При наложении лент продольно (обмотчик не требуется) следует рассчитать только ширину ленты: При наложении лент спирально из таблицы технического паспорта машины выбрать шаг обмотки лентами при скорости, зафиксированной 3.4. З  В подушке первая группа лент накладывается влево, вторая группа лент – вправо. 6- Расчёт параметров обмотки пряжей Рассчитать диаметр под обмотку пряжей. Определить максимально-допустимый шаг наложения пряжи Выбрать номер (ТЕКС) пряжи Рассчитать диаметр по центрам нитей:  . число нитей: . число нитей: , ,где Пряжа в наружном покрове и в подушке накладывается вправо. 7  . Длина на барабане . Длина на барабане8. Технологическая карта Содержание 1.1 Классификация и конструкция ТПЖ: 1.2 Параметры скрутки 1.3 Принципы скрутки 1.4 Требования к процессу скрутки и оборудованию 1.5 Оборудование для скрутки токопроводящих жил 1.6 Открутка и способы открутки 1.7 Обще устройство машины для скрутки ТПЖ 1.8 Расчет технологического режима скрутки 2.1 Классификация резин и резиновых смесей 2.2 Наложение резиновой изоляции на холодных прессах 2.3 Наложение резиновой изоляции и оболочек на червячных прессах. Общее устройство агрегата. Дефекты при наложении. 2.4 Сущность процесса вулканизация кабелей и проводов с резиновой изоляцией 2.5 Способы Вулканизация резиновой изоляции 2.6 Общее устройство непрерывной вулканизации 2.7 Особенность выбора технологического режима вулканизации 2.8 Расчет технологического режима 2.9 Производительность экструдера 2.10 Формующая головка 2.11 Параметры формующего инструмента 3.1 Полимерная изоляция (ПЭ, Полипропилен, Блоксополимер, ПВХ) 3.2 Агрегат наложения пластмассовой изоляции и оболочек 3.3 Вспенивание полиэтилена 3.4 Температурный режим наложения полимерной изоляции 3.5 Расчет технологического режима наложения полимерной изоляции 3.6 Ионизационная сшивка 3.7 Пероксидная сшивка (дикумил). Агрегат. 3.8 Технологический режим вулканизации ПЭ дикумилом 3.9 Селановая сшивка 3.10 Технологический режим сшивки селаном 3.11 Наложение фторопластовой изоляции 4.1 Наложение бумажной изоляции 4.2 Типы бумагообмотчиков. 4.3 Общее устройство агрегата наложения бумажной изоляции 4.4 Расчет технологического режима наложения изоляции 4.5 Общая скрутка изолированных жил. Агрегат. Параметры скрутки. 4.6 Расчет технологического режима общей скрутки и наложения поясной изоляции 4.7 Общая скрутка телефонных кабелей 5.1 Сушка бумажной изоляции. Виды влаги. Кинетика процесса сушки. 5.2 Способы сушки. Способы подвода тепла. 5.3 Пропитка изоляции 5.4 Кинетика процесса пропитки 5.5 Технологический режим сушки, пропитки кабелей до 35 кВ. 5.6 Технология пропитки высоковольтных кабелей с центральным каналом 5.7 Агрегат для сушки и пропитки кабеля до 35 кВ 5.8 Выбор токовой установки 5.9 Вакуумные насосы 5.10 Агрегат для сушки и пропитки высоковольтных кабелей с центральным каналом 6.1 Наложение свинцовой оболочки 6.2 Наложение Алюминия. Общее устройство агрегата. 6.3 Технологические параметры 6.4 Гофрирование Алюминиевой оболочки. Параметры гофра. 6.5 Устройство для гофрирования 7. 1 Наложение защитных покровов. 7.2 Универсальная бронеровочная машина 7.3 Расчет технологического режима наложения защитных покровов |