лекцииТПК. 1. 1 Классификация и конструкция тпж
 Скачать 4.38 Mb. Скачать 4.38 Mb.
|

|
4.5 Общая скрутка изолированных жил. Агрегат. Параметры скрутки. Г 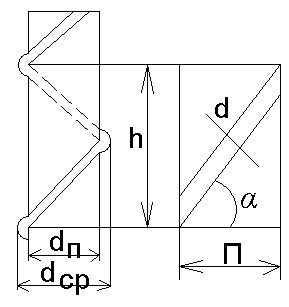 еометрические параметры – зависят от конструктивных особенностях изделия (диаметр проволоки , диаметр неуплотненного повива) еометрические параметры – зависят от конструктивных особенностях изделия (диаметр проволоки , диаметр неуплотненного повива)Технологические параметры – это изменяемые параметры (шаг, угол подъема, кратность шага, линейная скорость , число оборотов крутильной части, коэф.заполнения)
Шаг скрутки – расстояние на котором проволока совершает полный оборот. Чем меньше шаг, тем лучше гнётся жила. h=mdП где m – кратность скрутки( Для круглых m=30 - 50, Для секторных m=60) dCP = dП + d Шаг изменяется от номера повива – чем ближе к центру ТПЖ, тем он больше. Для технологического режима важен фактический шаг скрутки (определяется технологическим оборудованием). Дискретно – имеется кинематическая схема, то есть из конкретного заданных положений рычагов. Плавно, то есть установили и всё. В зависимости от кинематической схемы строится таблица фактических шагов
КУ ↑ → ↓ шаг → ↑ гибкость → ↑ стойкости Можно скручивать с: откруткой , без открутки , в раскрутку.
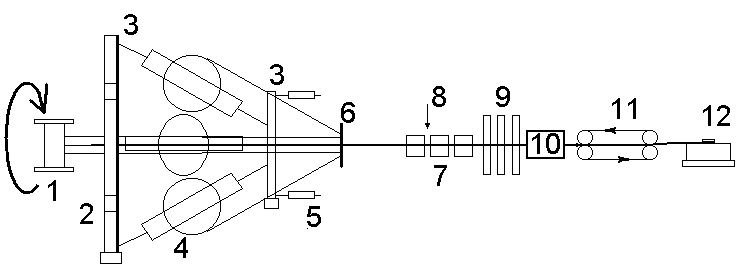 1. Выносная люлька. ( с приводом и обеспечивает раскрутку) 2. устройство открутки ( планетарного типа, если убрать паразитную шестерню то получим операцию раскрутка) 3 опорные диски 4. Люлька с изолированной жилой 5. Бабины с бумажными корделями 6. Распределительная розетка 7. Калибры 3 шт. ( Первый калибр с положительным допуском 0,5 мм, второй с отрицательным 0,5 - 1,0 мм, третий с отрицательным 1,0 - 1,7 мм. Если в свинцовой оболочке то калибр из дерева) 8. Поливают маслом (попропиточное масло). 9. Бумагообмотчик для наложения поясной изоляции ( тангенциального, полутангенциального типа, с датчиком натяжения ленты и обрыва). 10. Контрольно измерительная аппаратура (счетчик метража, диаметра, ИЗОЛЯЦИЮ НЕ проверяют) 11. Тяговое устройство гусеничного типа. 13. Приёмное устройства (барабан либо корзина, для пропитки). 4.6 Расчет технологического режима общей скрутки и наложения поясной изоляции
Первый калибр с положительным допуском 0,5 мм, второй с отрицательным 0,5 - 1,0 мм, третий с отрицательным 1,0 - 1,7 мм
Рассчитать необходимое число бумажных лент  где К – коэффициент, учитывающий первоначальную влажность бумаги и её вытяжку при изолировании К=1,1 (для кабелей на напряжение до 35 кВ). где К – коэффициент, учитывающий первоначальную влажность бумаги и её вытяжку при изолировании К=1,1 (для кабелей на напряжение до 35 кВ).Полученное значение n округлить до целого числа. n>10 округляем в меньшую, n<10 то в большую сторону 5- Выбор машин для скрутки и наложения поясной изоляции осуществляют по данным технического паспорта При выборе следует учесть:
6- Распределить бумажные ленты поясной изоляции по обмотчикам. 7- Из таблицы технического паспорта машины выбрать шаг обмотки лент в первом обмотчике ( 8- Рассчитать угол наложения первой ленты первого обмотчика ( Рассчитать зазор между витками первой ленты: Если Если зазор оказался близким к 2 мм, то следует выбрать меньший шаг и повторить расчёт. Рассчитать зазор между витками последней ленты в первом обмотчике: где Если Рассчитать зазор между витками последней изоляционной ленты во втором обмотчике. Если 9- Из таблицы технического паспорта машины при линейной скорости, выбрать шаг общей скрутки ( 10- Рассчитать коэффициент укрутки жил в кабель ( где 11- Рассчитать длину кабеля в корзине. Размеры корзины мм. приложение 5: где 12- Рассчитать размеры бумажных жгутов для межфазного заполнения. Центральное пространство трёхжильных кабелей ( Площадь центрального пространства 4 – х жильных кабелей (жилы равного сечения): Общая площадь боковых межфазных пространств ( где 13- Расчёт диаметров бумажных жгутов Для заполнения межфазных и центрального пространств используют бумажные жгуты номеров № 1, 2, 3, 4, 6, 8, 10, 12, 14. Номер жгута соответствует его внешнему диаметру в мм. Плотность бумажного жгута составляет 0,3 – 0,6 г/см3). То есть он обладает способностью к сминанию. В связи с этим, сечение жгута можно приравнять к площади, подлежащей заполнению: 14- Результаты расчёта оформить в виде таблицы 4.7 Общая скрутка телефонных кабелей
* SZ смкрутка: от 2 -100 жил, заготовок небольшого сечения В 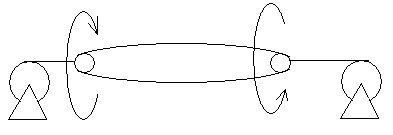 иды: 1- вращение приставки всегда в одну сторону – переодическое изменение направления скрутки. 2- попеременное изменение вращения иды: 1- вращение приставки всегда в одну сторону – переодическое изменение направления скрутки. 2- попеременное изменение вращения Минус: измение направления скрутки – необходимо тормозить и разгонять – изменяется шаг скрутки в момент остановки и пкска, невозможно создания необходимой степени обжатия при скрутке. Плюс: очень высокая производительность. Используется как приставка. * Рамочные машины одинарной скрутки * Комбинированные машины скручивающие пары в пучек. Малое число отдающих барабанов, практическая часть устанавливается как приставка на крутильную часть (до 10 пар) 1 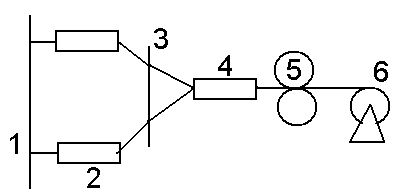 - опорный диск - опорный диск2- паракрутильная приставка 3- распределительная розетка 4- калибр 5- тяговое устройство(гусеничное) 6-приемное устройство * 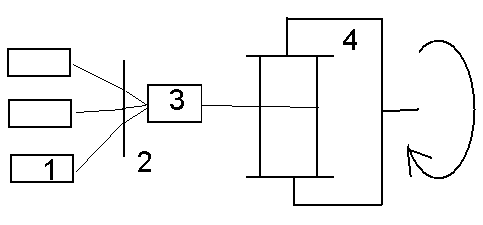 При большом количестве пар применяют агрегаты с вращающимся приемным устройством (скрутка 30-50 пар) При большом количестве пар применяют агрегаты с вращающимся приемным устройством (скрутка 30-50 пар)1- паракрутильная приставка 2- распределительная розетка 3- калибр 4- вращающееся приемное устройство 5.1 Сушка бумажной изоляции. Виды влаги. Кинетика процесса сушки. Назначение операции: Удалить влагу из бумаги, чтобы увеличить долговечность кабеля и исходные параметры. Влажность, до которой необходимо высушить:0,5 – 0,2 %, до 35 кВ включительно. Меньше 0,1 %, 110 кВ и выше. Бумага является каллойдным, волокнистым материалом ( 95% из целлюлозы ) Содержание влаги увеличивает гибкость но значительно ухудшает электрические параметры Влага уменьшает электрические характеристики бумаги, V уменьшается, tg увеличивается, Требования:
Виды влаги:
Кинетика процесса сушки: сушка – испарение влаги с поверхности бумаги в окружающую среду. Необходимо обеспечить:
Испарение с поверхности определяется i = B (Ps-Po)*S, i – кол-во испарения, В – коэф испарения, Ps – давления пара у поверхности изоляции, Po – давление окружающей среды. Влагоперенос может осуществлятся:
В
Оптимальный вариант когда они совпадают iИ и iT и направлены к поверхности i = iИ + iT 5.2 Способы сушки. Способы подвода тепла. Способ сушки:
Способы подвода тепла:
Выбор Т – минимальное время сушки, недопущение термического разрушения материала. При сушки на Ратм Т-ра не выше 110 С, при остаточном давлении Т-ра меньше 150 С. Чем ниже давление тем быстрее процесс сушки. Происходит откачка паров воды из окружающей среды. О 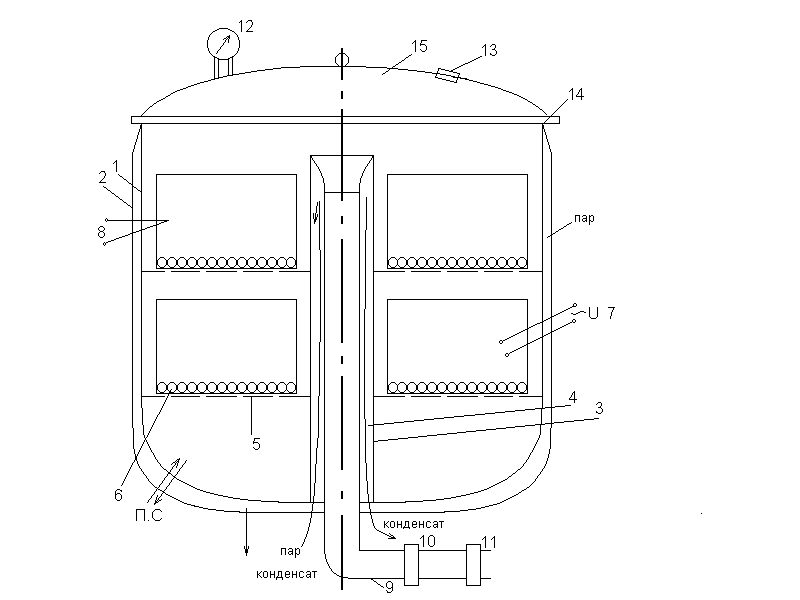 борудование для сушки. борудование для сушки.СПА – сушильно-пропиточный аппарат.
Условия сушки кабеля в верхней и нижней корзинах неодинаковы, а значит и электрические характеристики кабеля. После сушки проводят пропитку. |