лекцииТПК. 1. 1 Классификация и конструкция тпж
 Скачать 4.38 Mb. Скачать 4.38 Mb.
|

|
Полипропилен обладает схожими характеристиками ПНД , но у него выше электрическая прочность, лучше антикоррозионные свойства, рабочая температура = 1100. основным недостатком является низкая морозостойкость (- 5 - 150) и чувствительность к действию кислорода воздуха при высоких температурах.
Тплав = 137, Траб = 70 Но дешевый материал 3.2 Агрегат наложения пластмассовой изоляции и оболочек  Червячный пресс является основным технологическим узлом агрегата для наложения изоляции или оболочки из полимерных материалов. Кроме пресса, в агрегат входят отдающее (1), охлаждающее (7), тяговое (9)и приемное (12)устройства, а также ряд дополнительных узлов, наличие которых вызвано спецификой переработки конкретного полимера или кабельного изделия. Токопроводящие жилы (особенно однопроволочные) после отдающего устройства обычно проходят через систему роликов (3)для выпрямления. Перед головкой пресса имеется подогревное устройство (4), выполненное в виде контактных роликов, обеспечивающих пропускание тока по жиле, или обогреваемой трубы. Нагрев заготовки необходим как для лучшей адгезии жилы с изоляцией, так и для обеспечения стабильного температурного режима в головке пресса. Ш 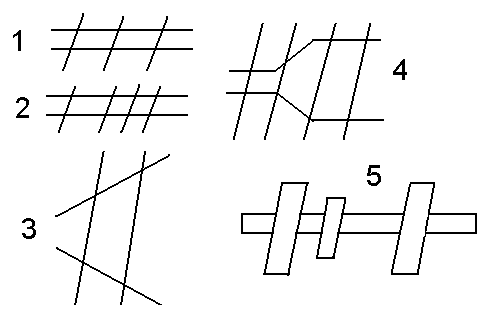 НЕК длиной 20-24 Dшнека. Бывают: НЕК длиной 20-24 Dшнека. Бывают:
глубине
ДЛЯ увеличенич кристалличности накладывают изоляции. с вытяжкой DM = dИЗД + ∆ (для ПВХ DM = dИЗД) После выхода из червячного пресса (5)изолированная жила проходит через измеритель диаметра (6)бесконтактного типа и поступает в охлаждающее устройство, которое обычно выполняется в виде одной или нескольких ванн с водой в зависимости от материала изоляции. После ванны стоит сушильное устройство (5), где изделие сушится с помощью обдува воздухом. Тяговое устройство (9)может быть колесного или гусеничного типов, причем последнее применяется для изделий большого диаметра или с пластичной изоляцией. Для выявления дефектов в изоляции применяется аппарат сухого испытания (АСИ) (10), в котором между поверхностью изоляции и жилой прикладывается переменное напряжение промышленной или повышенной частоты. В последнем случае аппарат носит название ЗАСИ (звуковой) или ВАСИ (высокочастотный). Затем провод проходит счетчик длины (11). Компенсаторы (2)применяются для обеспечения постоянного натяжения провода по мере заполнения приемного барабана (12)и изменения линейной скорости провода. Это достигается путем регулирования частоты вращения приемного барабана. 3.3 Вспенивание полиэтилена В головку под высоким давлением подается азот происходит растворение азота в расплаве полимера с образованием микро-пустот. При выходе из формующего инструмента происходит расширение газа и образуются поры заполненные азотом. Первая секция охлаждающей ванны раздвижная, чем ближе к головке тем меньше вспенивание. Применяется для радиочастотных кабелей связи. 3.4 Температурный режим наложения полимерной изоляции
охлаждение→↑вязкости → ↑ диссипативный источник тепла → ↑ интенсивность плавления.
3.5 Расчет технологического режима наложения полимерной изоляции
где К – коэффициент, учитывающий технологические особенности ПЭ, К=0,7-0,8, Риз – в кг/км.
Должна бать ниже 500С. Если изоляция не успела охладится, то уменьшаем скорость либо увеличиваем длину ванны (либо делаем ванну двухзаходную: минус есть точка перегиба).
где l – длина шейки барабана, мм d- диаметр изолированного провода 3.6 Ионизационная сшивка НЕ ИСПОЛЬЗУЕТСЯ Сущность: облучение заготовки частицами высокой энергии (электроны) → происходит образование свободного радикала, которые связываются между собой, образую поперечные связи между макромолекулами. Гольфракции – сшитые малекулы (70 – 90 %). Установки для сшивки ОПАСНЫ и находятся в отдельном здании 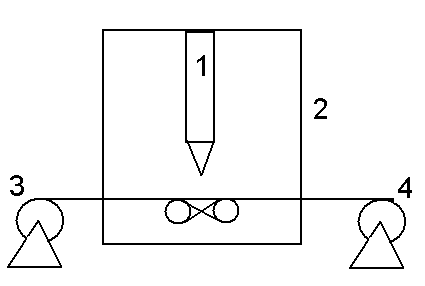 1- ускоритель 2- корпус 3- отдающее устройство 4- приемное устройство
3.7 Пероксидная сшивка (дикумил). Агрегат. Х  имическая реакция образования связи под действием перекиси (дикумил) имическая реакция образования связи под действием перекиси (дикумил)Если сшивка произойдет в агрегате то по выходу из формующего устройства получим неоднородные свойства изоляции. Сшивка происходит в середе:
Агрегат:  1- сдвоенное отдающее устройство; 2- устройство подогрева тпж (для убыстрения реакции вулканизации); 3- эксрузионный агрегат с формующей головкой; 4- захолаживающее устройство (для фиксации изоляции, что бвы не было стекания изоляции, подают азот низкой температуры); 5- вулканизационная труба многосекционная ( электрический нагрев, также нагревают тпж через к.з.); 6- многосекционная охлаждающая труба( охлаждающая среда газ – азот); 7- релаксационное устройство (для снятия механических напряжений после охлаждения); 8- охлаждающее устройства (градированное охлаждение); 9- устройство обдува; 10- контрольно-измерительная аппаратура; 11 – тяговое устройство гусеничного типа 12- сдвоенное приемное устройство с раскладчикам; В присутствии дикумила скорость вулканизации увеличивается, но при большом содержании ухудшает качкство. Его содержание 2-3 %. Может добавлятся в экструдер (зона смешивания) 3.8 Технологический режим вулканизации ПЭ дикумилом
Ку – коэффициент укрутки проволок в жилу см./1/; К5 - коэффициент, учитывающий технологический фактор ;
Стрела провиса должна быть меньше внутреннего радиуса вулканизационной трубы (во избежание касания изолированной жилы поверхности трубы).
Время нагрева можно определить по графику или рассчитать по формуле
где А – коэффициент, учитывающий наличие процесса вулканизации во внутренних слоях изоляции при охлаждении до 145С. А – зависит от толщины изоляции.
Скорость Если Если Если
 где Е – модуль упругости ПЭ в интервале температур 90-120С, Е=7.107 Па ;
где l – длина шейки барабана, мм
|
 ВХ
ВХ