|
|
Курсовой проект. Курсач(v0.05). 1. 2 Анализ технических требований к конструкции детали и её технологичности(чертеж детали). 10
На выбор оборудования для изготовления изделий влияют следующие параметры:
Требования к качеству
Свойства материала обрабатываемой заготовки
Себестоимость изготавливаемого изделия
В технологическом процессе изготовления детали «Клапан» мною были использованы следующие станки:
Отрезной станок 8Б72К
Токарный станок 16К20
Токарный станок с ЧПУ 16А20Ф3
Круглошлифовальный станок 3М151
Гидравлический пресс ПА6326
С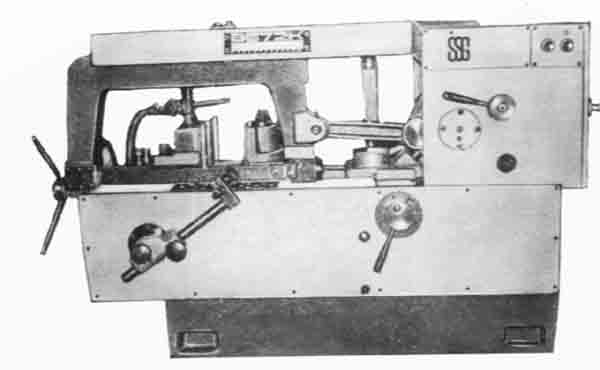
танки 8Б72К применяются для холодной резки металла диаметром до 250 мм под углом 90 градусов. Внешний вид станка представлен на рисунке 5.
Рисунок 6 – Станок 8Б72К
Технические характеристики представлены в таблице 8.
Таблица 8 - Технические характеристики станка 8Б72К
Параметр
|
Значение
|
Класс точности станка по ГОСТ 8-82
|
Н
|
Наибольший диаметр заготовки, мм
|
250
|
Длина отрезаемой заготовки наибольшая, мм
|
450
|
Мощность, кВт
|
1.5
|
Габариты, мм
|
1520*745*910
|
Масса, кг
|
900
|
Станки модели 16К20 предназначены для выполнения различных токарных работ и нарезания метрической, модульной, дюймовой и питчевой резьб. Детали устанавливаются в центрах или патроне. Внешний вид представлен на рисунке 6
Р
исунок 6 – Токарный станок 16К2
Технические характеристики представлены в таблице 9
Таблица 9 – Технические характеристики станка 16К20
Технические характеристики
|
Параметры
|
1
|
2
|
Диаметр обработки над станиной, мм
|
400
|
Диаметр обработки над суппортом, мм
|
220
|
Расстояние между центрам
|
1000 / 1500
|
Класс точности по ГОСТ 8-82
|
Н
|
Размер внутреннего конуса в шпинделе
|
Морзе 6 М80*
|
Конец шпинделя по ГОСТ 12593-72
|
6К
|
Диаметр сквозного отверстия в шпинделе, мм
|
55
|
Максимальная масса заготовки, закрепленной в патроне, кг
|
300
|
Максимальная масса детали, закрепленной в центрах, кг
|
1 300
|
Число ступеней вращения шпинделя, шт.
|
23
|
Число ступеней частот обратного вращения шпинделя
|
12
|
Продолжение таблицы 9
|
1
|
2
|
Пределы частот прямого вращения шпинделя, мин-1
|
12,5 - 2 000
|
Пределы частот обратного вращения шпинделя, мин-1
|
19 - 2 420
|
Число ступеней рабочих подач - продольных
|
42
|
Число ступеней рабочих подач - поперечных
|
42
|
Пределы рабочих подач - продольных, мм/об
|
0.7 - 4,16
|
Пределы рабочих подач - поперечных, мм/об
|
0,035-2,08
|
Число нарезаемых метрических резьб
|
45
|
Число нарезаемых дюймовых резьб
|
28
|
Число нарезаемых модульных резьб
|
38
|
Число нарезаемых питчевых резьб
|
37
|
Число нарезаемых резьб - архимедовой спирали
|
5
|
Наибольший крутящий момент, кНм
|
2
|
Наибольшее перемещение пиноли, мм
|
200
|
Поперечное смещение корпуса, мм
|
±15
|
Наибольшее сечение резца, мм
|
25
|
Мощность электродвигателя главного привода
|
15 кВт
|
Мощность электродвигателя привода быстрых перемещений суппорта
|
0,75 или 1.1 кВт
|
Мощность насоса охлаждения, кВт
|
0,12
|
Габаритные размеры станка (Д х Ш х В), мм
|
3 200 х 1 166 х 1 324
|
Масса станка, кг
|
3 035
|
С
танки модели 16А20Ф3 предназначены для тонкой обработки деталей типа тел вращения в замкнутом полуавтоматическом цикле. Внешний вид представлен на рисунке 7
Рисунок 7 – Станок 16А20Ф3
Технические характеристики представлены в таблице 10
Таблица 10 –Технические характеристики станка 16А20Ф3
Технические характеристики
|
Параметры
|
Диаметр обработки над станиной, мм
|
500
|
Диаметр обработки над суппортом, мм
|
200
|
Наибольшая длина обработки, 6-позиционная головка, мм
|
900
|
Наибольшая длина обработки, 8-позиционная головка, мм
|
750
|
Наибольшая длина обработки, 12-позиционная головка, мм
|
850
|
Наибольшая длина обработки в центрах, мм
|
1000
|
Диаметр цилиндрического отверстия в шпинделе, мм
|
55
|
Наибольший поперечный ход суппорта, мм
|
210
|
Наибольший продольный ход суппорта, мм
|
905
|
Максимальная рекомендуемая скорость продольной рабочей подачи, мм
|
2000
|
Максимальная рекомендуемая скорость поперечной рабочей подачи, мм
|
1000
|
Количество управляемых координат, шт.
|
2
|
Количество одновременно управляемых координат, шт.
|
2
|
Дискретность задания перемещения, мм
|
0,001
|
Пределы частот вращения шпинделя, мин-1
|
20 - 2500
|
Скорость быстрых перемещений суппорта - поперечного, мм/мин
|
2 400
|
Максимальная скорость быстрых продольных перемещений, мм/мин
|
15000
|
Максимальная скорость быстрых поперечных перемещений, мм/мин
|
7500
|
Количество позиций инструментальной головки
|
8
|
Мощность электродвигателя главного движения, кВт
|
11
|
Класс точности по ГОСТ 8-82
|
П
|
Габаритные размеры станка (Д х Ш х В), мм
|
3700 × 2260 × 1650
|
Масса станка, кг
|
4000
|
Станок круглошлифовальный 3М151 применятся для наружного шлифования гладких и прерывистых цилиндрических и пологих конических поверхностей методами продольного и врезного шлифования. Внешний вид станка представлен на рисунке 8.

Рисунок 8 – Станок 3М151
Таблица 11 - Технические характеристики 3М151
Технические характеристики
|
Параметры
|
Наибольший диаметр заготовки, мм
|
200
|
Наибольшая длина заготовки, мм
|
700
|
Наибольший диаметр шлифуемого отверстия, мм
|
2700
|
Наибольшие размеры шлифовального круга, мм
|
|
Пределы частоты вращения шпинделя Min об/мин
|
20
|
Пределы частоты вращения шпинделя Max об/мин
|
5000
|
Класс точности станка по ГОСТ 8-82, (Н,П,В,А,С)
|
П
|
Частота вращения шпинделя бабки изделия, об/мин
|
30
|
Мощность двигателя кВт
|
10
|
Гидравлический пресс ПА6326 предназначен для выполнения широкого круга работ: запрессовки-выпрессовки, прошивки, калибровки, правки, листовой штамповки без глубокой вытяжки. Внешний вид представлен на рисунке 9.
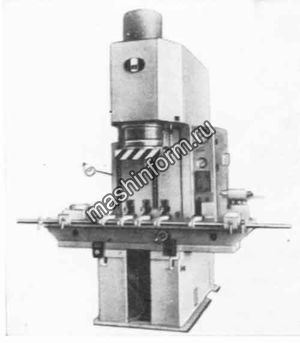
Рисунок 9 – пресс ПА6326
Технические характеристики данного пресса представлены в таблице 12
Таблица 12 - Технические характеристики ПА6326
Технические характеристики
|
Параметры
|
Номинальное усилие, кН
|
400
|
Ход ползуна, мм
|
050
|
Расстояние между столом и ползуном, мм
|
710
|
Расстояние между столом и ползуном, мм
|
710
|
Мощность двигателя главного движения кВт
|
7,5
|
Размер стола ширина/длинна мм
|
560/630
|
Для изготовления моей детали на предприятии используют стандартные приспособления для токарных станков.
Токарный патрон – это основной элемент оснастки токарного станка, зажимное устройство обеспечивающее фиксацию заготовок на шпинделе. Применение патронов позволяет производить обработку на высоких скоростях вращения, обеспечивает точность установки и необходимое усилие зажима.
Данный элемент оснастки изготавливается из прочных марок чугуна или закаленной инструментальной стали, имеет различные варианты исполнения, обеспечивающие широкие возможности обработки деталей различной конфигурации.
Эскиз трехкулачкового токарного патрона представлен на рисунке 10
Р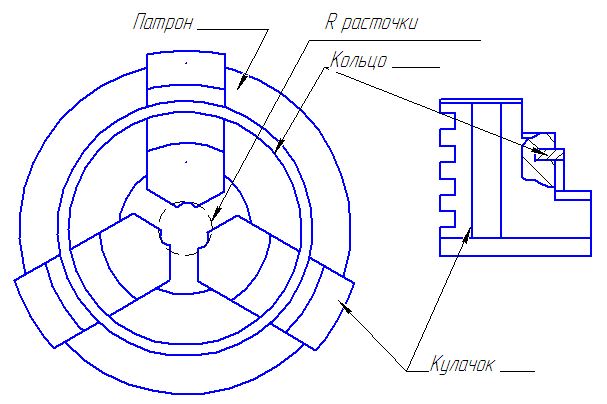
исунок 10 – Трехкулачковый токарный патрон
|
|
|
 Скачать 3.57 Mb.
Скачать 3.57 Mb.