Ответы ИПП. 1 Основные трудовые права работников в соответствии с Конституцией Российской Федерации каждый имеет право на труд
 Скачать 24.44 Mb. Скачать 24.44 Mb.
|

|
70. 2 Изложницы и принадлежности к ним. Характеристика изложниц. Изложницы для отливки слитков кипящей и полуспокойной стали. Изложницы для отливки слитков спокойной стали. Прибыльные надставки и крышки. Поддоны. Пробки, вставки для изложниц и поддонов. Центровые. Подготовка составов с изложницами. Стрипперное отделение. 2.1. Характеристика изложниц Изложницами называют литые металлические формы, в которых из жидкой стали получают слитки, обладающие определенными качествами, заданными весом и формой, необходимыми для дальнейшей обработки давлением: прокаткой; ковкой; прессованием. При непрерывной разливке стали, роль изложницы выполняет водоохлаждаемый кристаллизатор, изготовленный из материалов с высокой теплопроводностью: меди или хромистой бронзы. Изложницы отливают либо из чугуна второй плавки (переплавленного в вагранках), либо из чугуна первой плавки (полученного из доменного цеха в жидком виде). Химический состав ваграночного чугуна, используемого для отливки изложниц, выбирается на каждом заводе в зависимости от местных условий (табл. 12). Отливка изложниц из чугуна первой плавки обходится дешевле, этот способ более производительный, так как отпадает переплав чугуна в вагранке. В последнее время применяются стальные изложницы, которые имеют увеличенную стойкость по сравнению с чугунными. На (рис. 62) показаны типовые формы изложниц, для разливки стали. 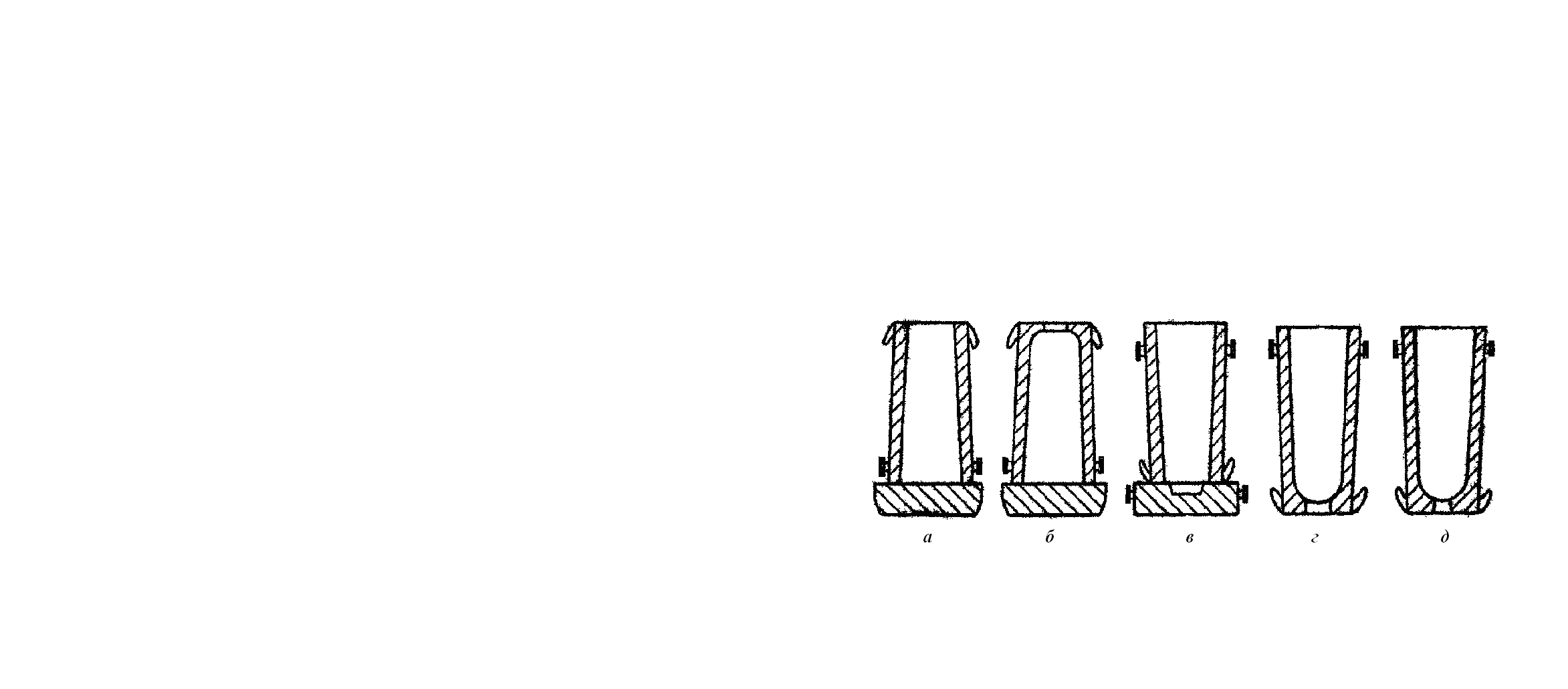 Рис. 62. Типовые формы изложниц для разливки стали: а, б, в – сквозные; г, д – глуходонные Таблица 12 химический состав чугуна для отливки изложниц
Применяемые в сталеплавильных цехах изложницы делятся на следующие две группы. 1. Для отливки слитков из кипящих и полуспокойных сталей (рис. 63). 2. Для отливки слитков из спокойных и легированных сталей (рис. 64). Конструирование изложниц в основном сводится к выбору необходимой толщины стенок, конусности и размещению изложниц на поддонах и тележках. Конфигурация внутренней поверхности изложницы полностью определяется формой и размерами слитка. Толщина стенок определяется следующими требованиями. 1. изложница должна быть конструктивно прочной. 2. внутренняя поверхность изложницы под действием поднимающегося жидкого металла не должна оплавляться. 3. стенки изложниц должны противостоять тепловым и механическим воздействиям. Два первых требования легко удовлетворить увеличением толщины стенок изложницы. Однако чрезмерное увеличение толщины стенок для повышения конструктивной прочности изложницы является нерациональным, так как изложница рано или поздно должна выйти из строя по сетке разгара, если даже она не имеет трещин и других дефектов. Следовательно, изложница должна иметь такую толщину стенок, которая обеспечила бы конструктивную прочность на период до образования браковочной сетки разгара. Однако практически невозможно добиться полного соответствия конструктивной прочности каждой изложницы и стойкости ее внутренней поверхности, так как, во-первых, свойства различных изложниц могут быть неодинаковыми; во-вторых, в процессе эксплуатации изложницы находятся в разных условиях. Внутреннюю поверхность изложниц для крупных слитков делают волнистой. Это обеспечивает получение лучшей поверхности слитков, исключает поперечные тепловые напряжения, поперечные и угловые трещины. Конусность уширенных книзу изложниц составляет 0,5–2,5 %, конусность уширенных кверху изложниц для слитков, поступающих на прокат, допускается до 4,0 %, а для слитков кузнечных – до 6 %. Чем больше конусность изложниц, тем выше плотность слитков. В верхней части изложниц и прибыльных надставок предусматриваются и рассчитываются на прочность специальные устройства для захвата их краном при перемещении: уши, кольца, цапфы. На изложницах, уширенных кверху, кроме того, в нижней части делают уши или цапфы для закрепления изложниц при стрипперовании слитков на напольном стрипперном механизме. Иногда в боковой плоскости изложниц при их отливке заливают прочную металлическую скобу, которая облегчает укладку изложниц в штабель и взятие их из штабеля, особенно при частой замене изложниц одного типа другими. Уши, цапфы, приливы и кольца или заливают в тело изложниц, или отливают их вместе с изложницей. Стойкость изложницы (срок службы) характеризуется числом слитков, отлитых в нее. На практике в зависимости от веса слитка это число колеблется от 75 до 150. При нормальной эксплуатации изложницы выходят из строя в основном из-за так называемой сетки разгара. Отдельные участки внутренней поверхности изложниц разъедаются жидкой сталью, и образуются углубления различной формы и величины в виде сетки. Это и есть сетка разгара. На образование сетки разгара оказывают влияние температура жидкой стали, форма и вес слитка. Большое значение имеет также продолжительность выдержки слитков в изложницах; чем скорее после окончания разливки изложницы освобождаются от слитков, тем выше срок их службы. Близкое расположение изложниц на тележках вызывает боковой разгар, который иногда может быть причиной заклинивания слитка в изложнице. При сифонной разливке стали стойкость изложниц ниже, чем при разливке сверху. Самая низкая стойкость изложниц наблюдается в электросталеплавильных цехах. На разливку спокойных сталей расходуется изложниц больше, чем на разливку кипящих. Разливка стали из двух стопорных ковшей увеличила расход изложниц на 1 т стали, так как при такой разливке изложницы стоят близко друг к другу на тележках. Стойкость изложниц можно повысить наиболее рациональным конструированием, правильным размещением их на тележках и хорошей эксплуатацией. Разгар внутренних поверхностей изложниц уменьшается при оптимальном режиме охлаждения. Кроме того, изложницы внутри можно обрабатывать хромом или алюминием, которые образуют на стенках защитную пленку окислов. Жаростойкость изложниц от этого повышается, и расход их на 1 т стали снижается. Часть изложниц бракуют при хорошей еще внутренней поверхности из-за продольных трещин. Они образуются в результате больших термических напряжений в теле изложниц после налива жидкого металла. Стенки изложниц за время пребывания в них слитков нагреваются до 800 °С, т. е. примерно до половины температуры жидкой стали. За этот период происходят колебания от температуры плавления стали до температуры окружающей среды. Особенно резким температурным колебаниям изложницы подвергаются после освобождения их от слитков. При прочих равных условиях – чем меньше толщина стенок изложниц, тем быстрее они выходят из строя по трещинам. Для снижения отбраковки изложниц по трещинам следует охлаждать изложницы как можно медленнее, особенно в первый период их эксплуатации. Однако для ускорения оборачиваемости изложниц нередко приходится прибегать к ускорению их охлаждения, установив оптимальный режим. Трещины на изложницах появляются, кроме того, и в результате механических ударов при освобождении их от слитков. Чтобы уменьшить возможность появления трещин, изложницы отливают с утолщенной верхней и нижней частью (поясами) или усиливают верхний и нижний торцы изложниц заливкой специальных стальных бандажей. При отливке изложниц из ваграночного чугуна можно улучшить их стойкость легированием, а также модифицированием, т. е. размельчением зерен графита в чугуне. Глуходонные изложницы часто снашиваются из-за ударов струи металла в дно, если металл разливают сверху непосредственно из большого ковша. Причиной преждевременной выбраковки изложниц является также обрыв ушей и приливов во время освобождения изложниц от слитков. На передовых предприятиях расход изложниц составляет 10–16 кг/т. Средний расход равен 20 кг/т. В электросталеплавильных цехах из-за высоких температур стали и длительной выдержки слитков в изложницах расход их составляет 30–45 кг/т. Стойкость изложниц зависит от размеров слитков. Чем меньше слиток, при прочих равных условиях, тем выше стойкость изложниц. 2.1.1. Изложницы для отливки слитков кипящей и полуспокойной стали Для разливки кипящей и полуспокойной стали сверху или сифонным способом применяют сквозные, уширенные книзу изложницы, которые являются наиболее простыми и удобными как в изготовлении, так и в эксплуатации. При заливки металлом их устанавливают на индивидуальные чугунные поддоны. По форме поперечного сечения и размерам такие изложницы могут быть поделены на следующие группы. 1. Изложницы для отливки мелких слитков (до 1,5 т), являющихся заготовками для сортовых и листовых станов. Отливка таких слитков, как правило, сифонная. 2. Изложницы для отливки слитков (весом до 10 т), поступающих на блюминги и прокатываемых на заготовки для сортовых и проволочно-штрипсовых станов. Такие изложницы имеют квадратное, прямоугольное или близкое к квадрату поперечное сечение. Это так называемые простые изложницы, у которых отношение широкой стороны к узкой стороне не превышает 1,1. 3. Изложницы для отливки слитков (весом до 10 т), идущих в прокатку на блюминги для получения сравнительно широкой заготовки – слябы (до 1 м шириной), поступающей затем для прокатки на средний или тонкий лист. Такие изложницы имеют прямоугольное сечение с отношением широкой стороны к узкой стороне примерно 1,5. 4. Изложницы, унифицированные для получения слитков (весом до 10 т), прокатываемых как на квадратные, так и на плоские заготовки (слябы) сечением 150 х 1000 мм. Такие унифицированные изложницы имеют прямоугольную форму поперечного сечения. Отношение сторон более 1,3. 5. Изложницы для получения слитков, предназначенных для прокатки на толстолистовых станах и слябингах. Листовые изложницы имеют прямоугольную форму поперечного сечения, с отношением широкой стороны к узкой стороне в пределах от 1,5 до 3,5. Вес слитков, отливаемых в листовых изложницах, находится в пределах от 6 до 25 т. 6. Бутылочные изложницы для получения слитков, имеющих лучшую форму головной части и дающих уменьшенную обрезь на 1–3 %. Такие изложницы имеют квадратную и прямоугольную форму поперечного сечения. Значительный экономический эффект достигается при применении изложниц бутылочного типа для слябовых и особенно для листовых слитков тяжелого веса при отливке их как сверху, так и сифоном. Изложницы бутылочного типа несколько сложны в изготовлении и менее удобны в эксплуатации, однако они позволяют получать слитки с большей химической однородностью в головной части. При большом поперечном сечении слитков верхняя часть изложницы получается более массивной. Стойкость бутылочных изложниц на 50 % превышает стойкость обычных изложниц. 2.1.2. Изложницы для отливки слитков спокойной стали Спокойные и легированные стали обычно разливают в изложницы, уширенные кверху, сквозные и глуходонные. При заливке металлом их устанавливают на индивидуальные или групповые чугунные поддоны. Для концентрации усадочной раковины в головной части слитка эти изложницы накрывают прибыльными надставками. Для отливки слитков, прокатываемых на блюмингах на заготовки прямоугольного сечения, применяют изложницы прямоугольного сечения, уширенные кверху, с металлическими футерованными прибыльными надставками. Для отливки слитков, прокатываемых на блюмингах на заготовки квадратного сечения, применяют изложницы квадратного сечения с уширением кверху, глухим дном и с металлическими футерованными прибыльными надставками. Изложницы круглого и многогранного сечений с утеплителями обычно применяют для отливки слитков, прокатываемых в дальнейшем на заготовки для производства колес и бандажей, а также для кузнечного производства. Слитки круглого сечения, отливаемые без утеплителей, поступают на маннесмановские трубопрокатные станы для изготовления цельнотянутых труб большого диаметра. Для глуходонных изложниц большое значение имеет конструкция нижней части (рис. 63). Форма внутренней поверхности дна изложниц, предназначенных для отливки слитков квадратного сечения, должна быть близкой к сферической, а изложниц, предназначенных для отливки слитков прямоугольного сечения – близкой к пирамидальной с плавным переходом. 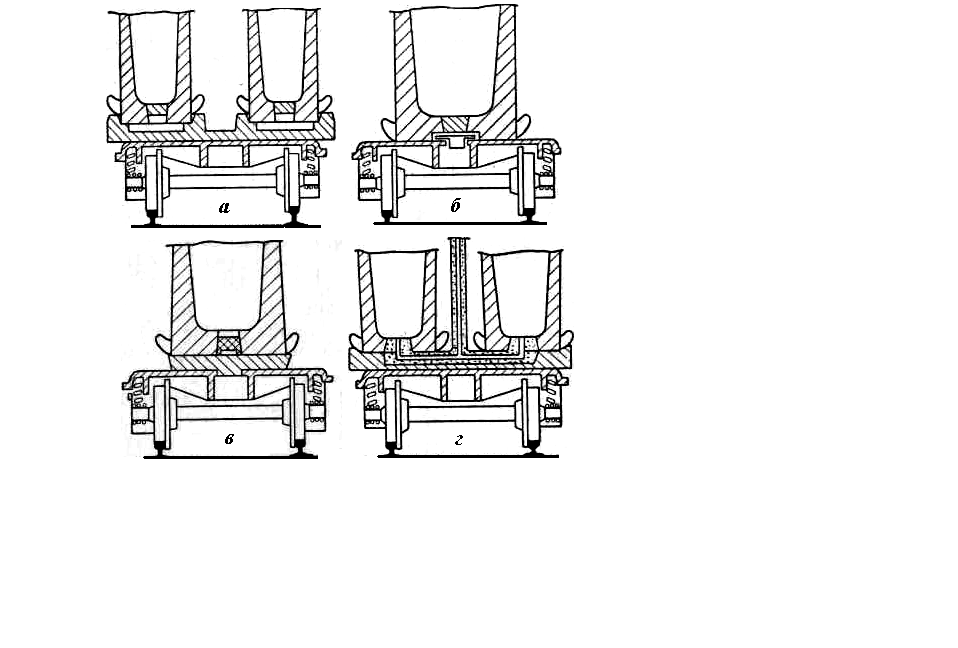 Рис. 63. Изложницы для разливки спокойной стали: а – изложница с металлической пробкой, устанавливаемая на групповом поддоне; б – изложница с металлической пробкой, устанавливаемая непосредственно на тележку с центрирующей вставкой; в – изложница с графитовой пробкой на индивидуальном поддоне; г – изложницы, уширенные кверху, установленные на сифонном поддоне В донной части глуходонных изложниц, в которые сталь разливают сверху, имеется круглое конусное (узкой частью вниз) отверстие. На время разливки это отверстие закрывают стальной пробкой, которая облегчает выталкивание слитка на напольном стрипперном механизме (рис. 63, а). В донной части изложниц квадратного или прямоугольного сечения, устанавливаемых непосредственно на площадку тележки (без поддона), также предусматривается конусное (узкой частью вниз) отверстие, закрываемое пробкой. Такие изложницы имеют центрирующие вставки (рис. 63, б). Изложницы прямоугольного или квадратного сечения, которые при сборке составов устанавливают на графитовые пробки, находящиеся на поддонах (рис. 63, в), имеют круглое конусное отверстие узкой частью вверх. В донной части изложниц, устанавливаемых на сифонные поддоны (рис. 63, г), предусматриваются круглые отверстия с большой конусностью. В эти отверстия вставляют огнеупорные стаканчики, которые соединяются с концевыми сифонными кирпичами на поддонах. В дне изложниц прямоугольного сечения, предназначенных для отливки листовых слитков, кроме круглого конусного (узкой частью вниз) отверстия, имеется кюмпель. Спокойные стали обыкновенного качества, разливают в сквозные изложницы с уширением книзу, верхняя часть которых футерована огнеупорным кирпичом. Эти футерованные изложницы устанавливают на индивидуальные поддоны. Существенным недостатком таких изложниц является образование в них моста плотного металла – пережима – ниже футерованной части и второй усадочной рыхлости на половине высоты слитка. Стойкость таких изложниц примерно в два раза превышает стойкость изложниц, уширенных кверху. Рельсовые стали разливают в уширенные кверху изложницы с глухим дном и плавающими утеплителями. Такие изложницы устанавливают на групповые поддоны. Плавающая надставка способствует свободной усадке слитка в период его кристаллизации и повышению выхода годных рельсов. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||