Госник. 1. Устройство и принцип работы турбобура. Характеристика турбобурдолотозабой. Определение момента затяжки деталей
 Скачать 6.78 Mb. Скачать 6.78 Mb.
|

|
Наплавка — процесс нанесения расплавленного металла необходи мого состава на поверхность детали, нагретую до температуры плавления. При наплавке нанесенный слой металла прочно соединяется с основным метал лом вследствие образования металлической связи. Наплавку применяют для восстановления размеров детали и придания заданных свойств ее поверхности путем правильного выбора химического состава и структуры наплавленного металла. К процессу наплавки предъявляются следующие основные требования: 1) для обеспечения заданных физико-механических свойств в наплавленном слое; 2) для сохранения прочности ремонтируемой детали процесс наплавки не должен изменять ее исходного химического состава, структуры и напря женного состояния; 3) наплавленный слой должен обладать достаточно высокой прочностью сцепления с основным металлом. Чтобы обеспечить наибольшую прочность сцепления, требуется перегревать наносимый металл и доводить наплавляемую поверхность детали до расплавленного состояния. В результате происходит перемешивание основного и наплавленного металлов с образованием переходной зоны. Для ремонта деталей применяют ручные и механизированные виды на плавки. Наибольшее распространение на ремонтных предприятиях нефтяной и газовой промышленности получили руч ная газовая и электродуговая наплавки, автоматическая и полуавтоматиче ская наплавки электрической дугой под слоем флюса и вибродуговая наплавка. Выбор наплавляемого материала производят с учетом материала ремонтируемой детали, ее формы, размеров, технических требований, условий работы и применяемого вида наплавки. Широко используется стальная сварочная проволока. Углеродистые и легированные сварочные проволоки применяют для восстановления размеров изношенных деталей. Высокохромистые про волоки Св-10Х13, Св-10Х17Т и Св-08Х14ГТ обеспечивают высокую износостойкость и коррозионную стойкость наплавленного слоя. Хромоникелевыми аустенитными проволоками Св-06Х19Н9 и Св-06Х19Н9Т наплавляют детали, подверженные коррозии и кавитации. Для наплавки под слоем флюса применяют порошковые проволоки марок ПП-ЗХ2В8, ПП-Х10В14 и др. Для наплавки в углекислом газе используют порошковые проволоки марок ПП-2ХЗВ10ГТ, ПП-Х12ВФТ. Ручная газовая наплавка При ручной газовой наплавке расплавление основного и прит садочного материала осуществляется теплом, выделяющимся в процессе сго рания горючих газов (ацетилена, пропанбутановых смесей и других) в среде кислорода. 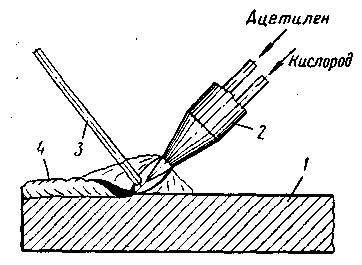 Рис. 5.10. Схема газовой наплавки: 1 — наплавляемая деталь; г — газовая го релка; з —присадочный материал; 4 — наплавленный металл В зависимости от соотношения подаваемых в горелку ацетилена и кислорода можно получить нормальное, науглеро живающее и окислительное пламя. Нор маль образуется при соотно шении кислорода и ацетилена в смеси, равном 1,0…1,2. Нормальное пламя является восстановительным в отношении к свободной закиси железа и в зоне плавления ограничивает окисление по верхности. При соотношении кисло рода и ацетилена, составляющем 0,8—0,9, возникает науглероживающее, а при соотношении, равном 1,2—1,5, окислительное пламя. Выбор пламени влияет на качество наплавки, а также на производитель ность процесса. На ремонтных предприятиях для газовой сварки широко применяют инжекторные горелки среднего давления ГС-53 и ГСМ-53. Качество наплавки существенно зависит от расхода ацетилена, угла на клона горелки по отношению к оси сварного шва и скорости перемещения горелки. Недостаток – неравномерность толщины наплавляемого слоя. Электрдуговая наплавка (ручная)  Источником тепла явл электри-ая дуга, возникающая м/у электродом и деталью. Качество наплавки определяется диаметрм электрода, его типом, маркой, величиной тока, напряжения, скоростью подачи электродной проволоки ит.д. Величина наплавочного тока:  Питание осущест-ся от переменного и пост тока. Наплавку производят в несколько слоев с перекрытием каждого предыдущего валика на 1/3 ширины.каждый слой необходимо очищать от шлака и наплавку вести с прерыванием на остывание. Этот видсварки использ-ся при небольших объемах работы. Преимущества: удобство и простота. Недостатки: низкая производительность, низкая стабильность дуги, невысокое качество. Электродуговая автоматическая под слоем флюса Этот вид используется при ремонте большого кол-ва однотипных деталей. Дуга горит под слоем флюса. 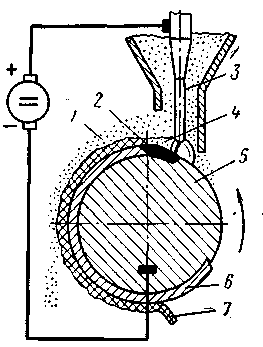 Рис. 5.11. Схема наплавки под слоем флюса:1 — нерасплавленный флюс; 2 — жидкий металл; 3 — электрод; 4— расплавленный шлак; 5 — деталь; 6 — наплавленный металл;7 — шлаковая корка Флюс (АН-348А, АНК-18, ЖС-400 и др.) наносят в виде пасты на свариваемые поверхности деталей и на присадочный пруток. Деталь предварительно нагревают до температуры 300—350° С. Этим способом можно наплавлять плоские, цилиндрич, конические пов-ти. Для питания использ пост ток. Обычно слой флюса составляет 40…60 мм над наплавляемым слоем. Качество наплавки зависит от силы тока, скорости и диаметра электрода. Сила тока  Преимущества: высокая производительность, высокое качество и возможность широкого регулирования свойств наплавленного слоя, наличие закрытой дуги, улучшающее условия труда. 63. Наплавка деталей в среде защитных газов и вибродуговая наплавка. В среде защитных газов При этом виде наплавки защитный газ, подаваемый в зону наплавки под избыточным давлением, изолирует сварочную дугу и плавильное пространство от кислорода и азота воздуха Наплавку углеродистых, легированных сталей и чугуна производят в среде углекислого газа; для высоколегированных сталей применяют аргон. При высо кой температуре сварочной дуги происходит диссоциация углекислого газа. Образовавшийся атомарный кислород окисляет металл, что приводит к выгора нию железа и других примесей стали. Чтобы прекратить окисление, а также пополнить выгоревшие примеси при наплавке в углекислом газе применяют электродную проволоку, легированную марганцем и кремнием, которые свя зывают кислород и раскисляют ранее образовавшуюся закись железа. Образу ющиеся окислы марганца и кремния переходят в шлак. Содержание углерода в электродной проволоке должно быть небольшим, в противном случае могут образоваться поры и горячие трещины в металле шва. 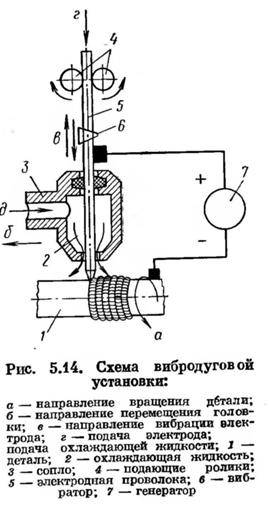 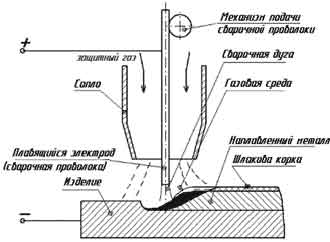 Вибродуговая наплавка Преимущества простота введения и управление процессом, высокая производительность. Недостатки окислительная способность углекислого газа, высокая стоимость инертных газов, вероятность срыва потока защитного газа на открытом воздухе. Автоматическая вибродуговая наплавка основана на использовании тепла кратковременной электрической дуги, возникающей в момент разрыва цепи между вибрирующим электродом и наплавляемой поверхностью. Отличитель ной особенностью этого вида наплавки является возможность получения напла вленного слоя малой толщины 0,3—2,5 мм, охлаждение поверхности наплавки в результате прерывистого характера процесса, что позволяет значительно уменьшить нагрев детали, снизить в ней остаточные напряжения и предот вратить ее деформирование. Частота 55-100 Гц. Охлаждающая жидкость 5% водный раствор кальцинированной соли 20%водный раствор глицерина. Преимущества: получение тонких слоев прочных покрытий 0,3 мм, малая глубина проплавления детали, незначительное выгорание легирующих элементов проволоки. Недостатки: неравномерная твердость покрытия, снижение усталостной прочности, наличие газовых пор и трещин в слое. 64. Восстановление изношенной поверхности методом металлизации, принцип, классификация, описание способов, технология металлизации. Процесс металлизации заключается в нанесении расплав ленного, металла на специально подготовленную поверхность детали распылением его струей воздуха или газа. Частицы расплавленного металла, ударяясь о поверхность детали, заполняют предварительно созданные на поверхности неровности, в результате чего происходит их механическое закрепление, а также возникает молекулярное схватывание между напыляемым и основным металлом. В резуль тате закалки, окисления и наклепа частиц напыляемого металла твердость материала покрытия повышается. Различают газовую, электродуговую, высоко частотную, тигельную и плазменную металлизацию. Напыляемый материал применяется в виде проволоки, ленты или порошка. Плотность напиленного слоя зависит от скорости частиц при ударе, а следовательно, от расстояния между соплом и поверхностью детали. Электродуговая металлизация 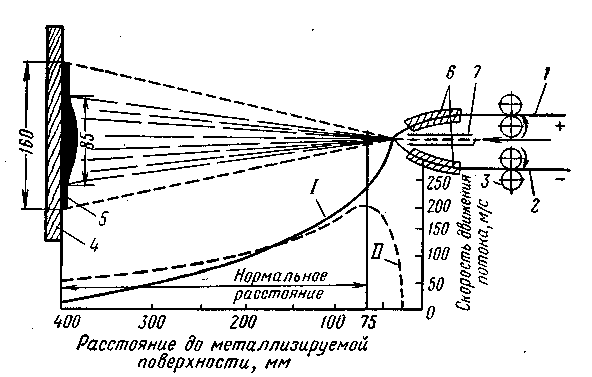 Рис. 5.24. Схема электродуговой металлизации Примечание. Нормальное расстояние должно быть 75 — 100 мм. . Две электрически изолированные друг от друга электродные проволоки 1 и 2\ к которым подводится электрический ток, перемещаются механизмом подачи 3 со скоростью 2,5—3,5 м/мин. При выходе из наконечников 6 проволоки пересекаются и под действием возникающей при этом электрической дуги концы их расплавляются. Через сопло 7 подается струя сжатого воздуха под давлением 0.4…07 МПа, которая распыляет распла вленный металл на мельчайшие частицы. Частицы раскаленного металла, дви гаясь со скоростью 75—200 м/с, наносятся на специально подготовленную по верхность детали 4, создавая напиленный слой 5. Ппреимущества электрометаллизации: высокая произ водительность процесса. Недостатки электрометаллизации: зна чительное выгорание легирующих элементов, окисление напыляемого металла, низкие механические свойства напыленного слоя и большие потери металла при напылении. Газовая металлизация Проволоку напыляемого металла расплавляют ацетилено-кислородным пламенем, а распыление осуществляют сжатым воз духом или инертным газом. Расход сжатого воздуха обычно составляет 0,6— 0,8 м3/мин, давление 0.3…0.5 МПа. Давление ацетилена должно быть 4…60 КПа, а его расход 240—850 л/ч. Проволока подаётся со скоростью 4,5— 6,0 м/мин в распылительную головку с помощью специального подающего механизма, установленного в газометаллизаторе. 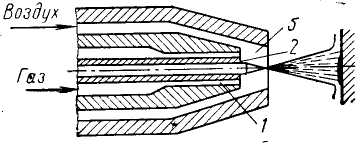 Рисунок – Схема установки газометаллизации: 1-отверстие для смеси ацителена с кислородом; 2-частицы расплавленного металла; 3-отверстие для сжатого воздуха. Преимущества: получение покрытий высокого каче ства и прочности. Недостатки: необходимость в горючем газе, высокая стоимость покрытия. Пазменно-дуговая металлиза ция При пропускании электрического тока большой плотности через газовую среду, находящуюся под повышенным давлением, газ ионизируется. Наряду с положительно и отрицательно заряженными ионами в ионизированном газе содержатся электроны и нейтральные атомы. Такое состояние вещества назы вается плазмой. Плазма обладает высокой электрической проводимостью и образует вокруг себя магнитное поле, которое заставляет частицы плазмы сжи маться и двигаться узким пучком. Плазменная струя служит интенсивным исто чником тепла; температура ее достигает 15 000° С.Ремонтируемая деталь в цепь источника тока не включается. При ука занной схеме включения электрической цепи температура на поверхности де тали в процессе металлизации не превышает температуру плавления основного металла и, следовательно, поверхностный слой детали находится в твердом состоянии. Для плазменной металлизации установки УМП-1-61, УМП-2-62 и УМП-4-64 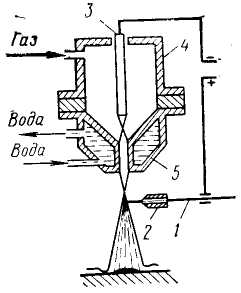 Рисунок – Схема плазменной металлизации: 1-распыляемая проволока; 2-наконечник для проволоки; 3-электрод; 4-горелка; 5-сопло. Плазменную металлизацию обычно применяют для напыления тугоплавких металлов и их соединений Достоинства: высокая производит-ть, прочность сцепления. Недостатки: высокая хрупкость напыленного слоя. Схема процесса металлизации детали: 1) очистка металлизируемой пов-ти; 2) предварительная механическая обработка для придания требуемой геометрической формы и размера; 3) придание наибольшей шероховатости, чтобы обеспечить достаточную прочность сцепления напыленного слоя с основным металлом. Наиболее распространенными способами создания шерохова тости являются нарезание рваной резьбы, нарезание круглой резьбы с обкат кой; 4) изоляция участковпов-ти, не подвергаемых металлизации; 5) металлизация. Процесс металлизации различными способами описан выше; 6) обработка детали после металлизации для получения требуемых размеров, точности и шероховатости поверхности. Преимущества: высокая производительность и экономичность процесса, повышенная твердость 'покрытия по сравнению с исходной твердостью напыляемого металла (для стали на 30—40%), возмож ность получения покрытия толщиной до 10—15 мм, проведение процесса без нагревания детали Недостатки: невысокая прочность сцепления напыленного слоя с металлом де тали, неоднородность покрытия, малая износостойкость покрытия при недостатке смазки. 65. Восстановление поверхностей методом гальванического наращивания. Классификация, технология. Электролитическое хромирование, осталивание деталей. Перспективный способ восстановления деталей — гальванические покрытия. Благодаря простоте и доступности оборудования он может быть использован практически во всех звеньях ремонтной сети — от мастерских общего назначения до специализированных цехов ремонтных заводов. Однако следует отметить, что повышение эффективности гальванических процессов при восстановлении деталей, их широкое распространение возможно главным образом за счет механизации и автоматизации. Рис. 18. Схема процесса электролитического наращивания: 1 — источник тока; 2 — ванна; 3 — анод; 4 — катод. 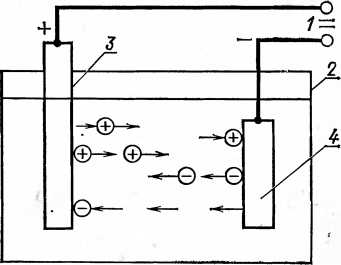 Наибольшее распространение в ремонтном производстве получили такие гальванические процессы, как хромирование и железнение. Наращивается металл на изношенные поверхности деталей электролитическим способом в результате электролиза. На рисунке 18 показана принципиальная схема процесса электролиза. Хромирование Данный способ ремонта относится к ремонту деталей гальваническим наращиванием, основанным на процессе электролиза. Под действием постоянного тока, поступающего в электролит ч/з проводник. В результате на катоде выделяются металл и Н2, а на аноде кислотные и водные остатки. Кол-во вещ-ва.выделяемого на катоде: , где С-электрохим эквивалент; I-сила тока; Т-время эликтролиза. Средняя толщина металла, осажденного на катоде: где Dк-плотность тока; a-выход металла по току; r-плотность осажденного металла. Хромирование применяется при восстановлении размеров, получении декоративных коррозионностойких и износостойких покрытий. После хромирования снижается усталостная прочность. Различают хром гладкий по накатке и пористый. Гладкий по накатке следует применять в условиях достаточной смазки при небольших скоростях. А пористый - в условиях граничного трения. Электрохим-ое осаждение хрома отличается по составу электролита и по условию протекания процесса. Хромовый ангидрид растворяется в дистиллированной воде и после отстаивания переливается в ванну, в которую затем добавляют серную кислоту. При хромировании применяют нератстворимые аноды из свинцово-алюминиевого сплава. Величина зазора м/у деталью и анодом должно быть не менее 30 мм, а между деталью и дном ванны - не менее 50 мм. Хромовые покрытия разделяют на 3 вида: 1) молочные - наиболее мягкие и вязкие без трещин и обладают большой износостой-тью; 2) блестящие - отличаются высокой плотностью, износо-тью, хрупкостью и имеют на пов-ти мелкую сетку трещин; 3) матовые - имеют повышен твердость и хрупкость, низкую износостойкость и наличие трещин на пов-ти. Для повыш-я качества и увеличения выхода потока применяют хромирование в саморегулируемых электролитах. Применение таких электролитов обеспечив высокую стабильность работы ванны и дает возможность получить значит толщину покрытия (до 1мм). Хромир-е в электролите заключ в постоянной подаче электролита в зону электролиза. Что обеспечивает перемешивание его в межэлектродном пространстве. Периодическое измен-е направления тока в процессе хромир-я позволяет улучшить качество осадка и интенсивность процесса. После хромирования деталь промывают, термически обрабатывают и шлифуют. Преимущества:высокая прочность сцепления, высокая износостойкость, химич стойкость. Недостатки:длительность процесса электролиза, его сложность, трудоемкость, ограниченная толщина покрытия, высокая себестоимость. |