Разработать проект завода по серийному производству стальных отливок мощностью 16000 тонн в год годного литья в условиях ТОО Каз. Диплом. Целью данной выпускной работы является проектирование литейного цеха на базе уже имеющегося
 Скачать 3.42 Mb. Скачать 3.42 Mb.
|

3.2 Прессовые механизмыПри выборе давления Pпр можно обратить внимание на следующие значения: низкая (1,5-3,5 Па) - для дополнительного прессования на дополнительных прессованных встряхивающих машинах и встряхивания с одновременным прессованием на амортизирующих встряхивающих машинах; средний (3,5-6 Па) - для прессования на обычных прессах; высокие (6-25 Па) - для прессования на специальных прессах; сверхвысокая (выше 25 Па) - в новейших формовочных прессовых машинах. Пневматические поршневые механизмы используются для получения низкого и среднего давления прессования, высокого давления - гидравлические поршневые или пневморычажные механизмы, сверхвысокие - только рычажные механизмы. По конструкции предусмотрены прессовые механизмы с верхним и нижним положениями прессующего цилиндра; по способу приложения силы прессования к форме - с верхним и нижним прессованием; в зависимости от конструктивного выполнения прессующей части - механизмы с жесткой прессовой колодкой (плоский или профильный), с дифференциальным прессованием с многоплунжерными головками, диафрагменным прессованием и др. В поршневых механизмах прессования прессовых формовочных машин (рис. 3.7) прессующая сила создается посредством пневматического или гидравлического цилиндра, где сжатый воздух из магистральной сети или масло, подаваемое насосным агрегатом, воздействует на поршень. Вдоль колонн прессовая траверса с прикрепленным к ней прессовой колодкой, производящей прессование смеси в форме. С другой стороны, сила от сжатого воздуха или давления масла передается цилиндром через колонну и нижнюю траверсу рабочему столу, на котором установлена опока 6. Поэтому в прессовых формовочных машинах используют замкнутую схему силового замыкания, и сила прессования в основании машины не передается. На рис. 3.7 показан механизм прессования верхнего прессующего поршня. Поршневые механизмы с нижним положением прижимного поршня часто выполняются вместе с механизмами встряхивания и используются в формовочных машинах - встряхивающих с допрессовкой и встряхивающих с амортизацией удара. 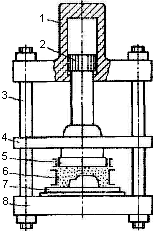 Рисунок 3.7 Поршневой механизм прессования прессовых формовочных машин 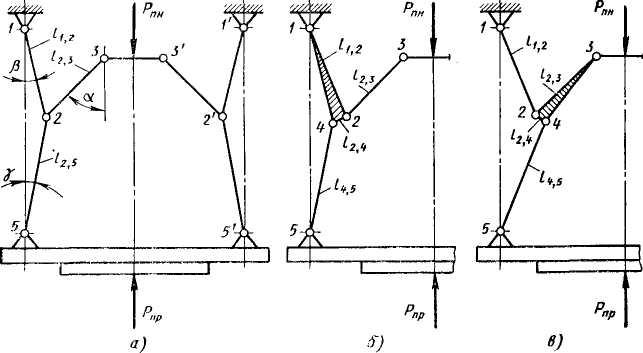 а - простейшего; б - с эксцентриком на звене 1-2; в - с эксцентриком на звене 2-3 Рисунок 3.8 Схема коленно-рычажного механизма В рычажных механизмах прессования используется механизм, называемый коленно-рычажным механизмом, управляемый пневматическим цилиндром для создания силы прессования. Схема простого коленно-рычажного механизма представлена на рис. 3.8, а. Сила Рпн пневматического цилиндра приложенное к траверсе 3-3', передается двумя семерично расположенными звеньями 3-2 и 3'-2' в точках 2 и 2' «ломающимся рычагами» 1-2-5 и 1'-2'-5', которые шарнирно закреплены в точках 1 и 1' и передают в точках 5 и 5', прессовой траверсе усилие прессования, вызывающее со стороны прессуемой смеси соответствующее сопротивление Рпр. Во время движения траверсы 3-3' при прессовании углы α, β, γ, которые составляют соответствующие звенья с вертикалью, непрерывно изменяются, в результате чего усиливающая сила механизма также непрерывно изменяется от исходного значения до максимума. В простом коленно-рычажном механизме шарниры 1 и 5 расположены на одной линии и все три основных звена l1,2, l2,3, l2,5 соединены шарниром в точке 2 (3.8, рис. а). В более сложных коленно-рычажных механизмах шарниры 1 и 5 могут находиться не в одной и той же вертикали, и указанные три основных звена механизма соединяются не в одной точке 2, а в двух близких 2 и 4. Конструктивно шарнир 2 выполняется в этих случаях в виде эксцентрика l2,4, связанного либо со звеном 1-2 (рис. 3.10, б), шарнирно скрепленным с неподвижной стойкой в точке 1, либо со звеном 2-3 (рис. 3.10, б), шарнирно скрепленным с силовой траверсой 3-3' в точке 3. Рычажный прессовой механизм используется, например, в однопозиционной прессовой формовочной машине модели B440 (рисунок 3.9). Полуформы изготавливаются на автоматах в опоках размером в свету 900х600 мм, высотой от 125 до 250 мм. Расположение модельного комплекта - нижнее. Смесь уплотняется верхним прессованием с помощью многоплунжерной пневмогидравлической головки. Усиливающий рычажный механизм развивает усилие прессования достаточное, чтобы выдерживать давление прессования до 40 Па. 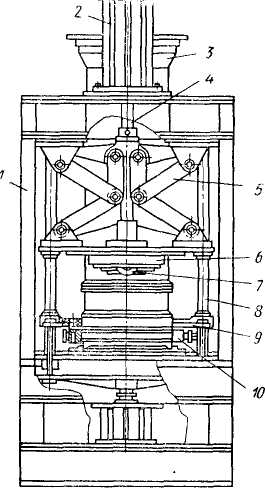 1 - рама; 2 - силовой пневмоцилиндр; 3- бункер; 4 - шток; 5 - шарнирно-рычажный усилительный механизм; 6 - прессовая колодка; 7 - модель литниковой чаши; 8 - направляющие; 9 - наполнительная рамка; 10 – опока Рис. 3.9 Однопозиционный прессовый формовочный автомат На основании всего вышеперечисленного и исходя из задачи, поставленной в специальном разделе дипломного проекта, мы выбираем механизм, наиболее соответствующий нашим требованиям - пресс-формовочный агрегат модели 5833Г, далее просто формовочная машина, наиболее зарекомендовавший себя в автоматической формовочной линии НИИТракторсельхозмаша. |