Разработать проект завода по серийному производству стальных отливок мощностью 16000 тонн в год годного литья в условиях ТОО Каз. Диплом. Целью данной выпускной работы является проектирование литейного цеха на базе уже имеющегося
 Скачать 3.42 Mb. Скачать 3.42 Mb.
|

3.4.3 Расчет станиныСтанина представляет собой плиту с прикрепленными к ней четырьмя квадратными колоннами, на которые и крепится вся рабочая часть машины. Основную часть веса машины принимают на себя эти колонны, они имеют собственную опору и крепятся к станине только для того чтобы не разойтись в стороны при работе пресса. Станина же воспринимает на себя нагрузку усилия прессования, вес опоки со смесью плюс модельная плита. С целью упрощения расчета вес опоки и модельной плиты отбросим и рассматриваем станину как балку длиной l = 1,750 м и в сечении со сторонами равными b = 1,33 м (ширина) и h = 0,15 м (высота). 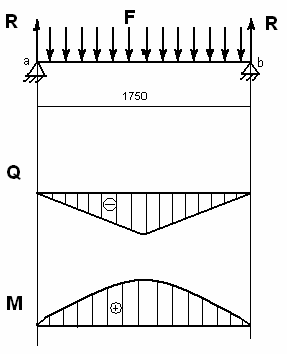 Рисунок 3.12 Схема нагружения и закрепления балки Примечание: параметры сечения берем меньше чем они на габаритных размерах потому как в разрезе наша плита пустотелая. В основу расчета положены знания, полученные при изучении дисциплины сопромат. Условие прочности балки имеет вид:  (3.23) (3.23)Значение  примем равным 160 МПа. Необходимо найти максимальную допускаемую нагрузку. примем равным 160 МПа. Необходимо найти максимальную допускаемую нагрузку.Схема нагружения и закрепления балки дана на рис. 3.12. На опорах А и В возникают реакции Ra и Rb. Во избежание возможных ошибок при определении реакций Ra и Rb их рекомендуется находить независимо друг от друга путем составления уравнений моментов относительно опор А и В. Сумму проекций на вертикальную ось используют при этом для проверки.  , ,   , ,  Проверка:  Поперечная сила Qy и изгибающий момент Mz:   Из схемы видно, что наиболее опасным участком является середина балки. Отсюда  Эпюры Qy и Mz показаны на рисунке 6.3.1. Момент инерции сечения относительно главной центральной оси равен:  (3.24) (3.24)Момент сопротивления сечения:  (3.25) (3.25)Согласно условию прочности, допускаемый наибольший изгибающий момент для балки:  В то же время согласно эпюре изгибающего момента  F FОтсюда F = 0,8МН = 800кН Как видим даже из приблизительного расчета прочности более чем достаточно. Вообще конструктивно станина, воспринимающая усилие прессования, выполняется очень прочной. 4. Охрана труда.4.1 Анализ опасных и вредных производственных факторов литейного цехаВ основе любого производства лежит разработанный, рассчитанный и практически проверенный технологический процесс. Любой технологический процесс определяется различными параметрами, которые необходимо выполнять, чтобы обеспечить его нормальное течение. Технологические параметры измеряются и описывают состояние вещества и протекающие реакции. К ним относятся, например, температура, время, состав, усилия сжатия и многое другое. Совокупность технологических параметров реального процесса используемого оборудования определяет технологический режим производства. Современные технологические процессы в литейном производстве сложны и разнообразны. Они используют самые разные вещества и материалы, часто с агрессивными свойствами, различным физическим и химическим воздействием на вещество, используют много видов технологического оборудования, которое часто является источником повышенного риска. Поэтому для создания высокопроизводительного и в то же время безопасного технологического процесса необходимо строго соблюдать технологический режим производства, не допускать отклонений, которые могут вызвать аварийные ситуации, и оперативно устранять дефекты производственного оборудования. |