стеченко3. Дипломный проект тема Разработка т ехнологического процесса изготовления детали Корпус подшипника для двс
 Скачать 2.62 Mb. Скачать 2.62 Mb.
|

1.4 Анализ заводского технологического процесса изготовления детали «Корпус подшипника» и определение типа производстваХарактеристика технологического процесса По признакам технологический процесс относят [6]: - по числу охватываемых изделий – среднесерийный; по назначению – рабочий; по документации – маршрутный. 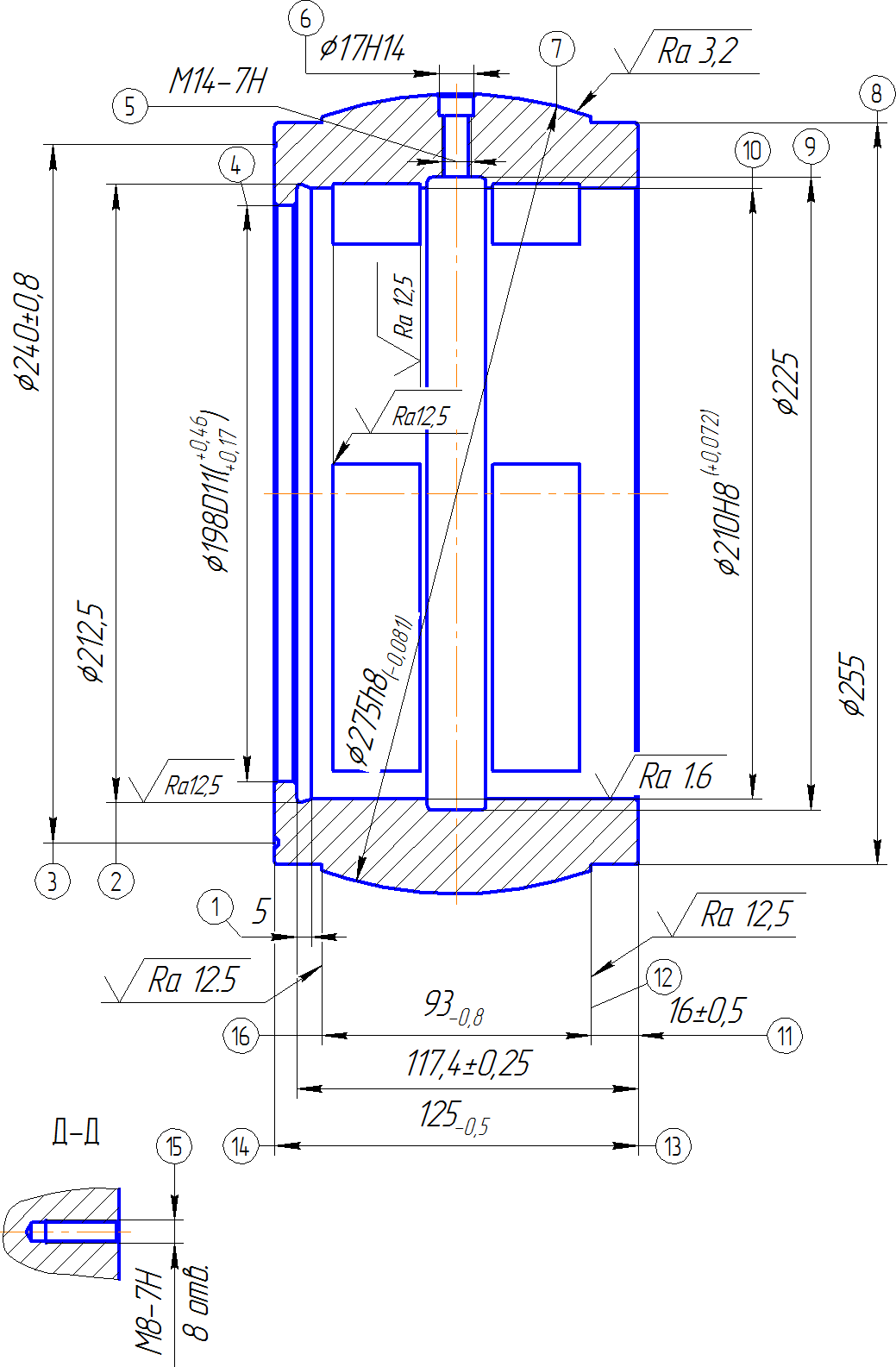 Рис. 2. Эскиз детали «Корпус подшипника» Анализ методов обработки поверхностей Методы обработки поверхностей (МОП) зависят от служебного назначения детали. На рисунке 2 укажем обрабатываемые поверхности и проанализируем методы их обработки. Проанализируем МОП с точки зрения экономической точности, а результаты занесем в таблицу 4 [6]. Таблица 4 МОП по экономической точности
В большинстве своем методы обработки в базовой технологии верны. Анализ выбора технологических баз По технологическим картам выявим технологические черновые и чистовые базы в станочных операциях, а результаты занесем в таблицу 5 [6]. Базы на операциях выбраны, верно, соблюдается правило базирования: принцип постоянства и совмещения баз [6]. Таблица 5 Технологические базы в станочных операциях базового тех.процесса
Анализ маршрута обработки При изучении маршрута обработки установлено, что обработка технологических баз ведется параллельно с обработкой исполнительных поверхностей, маршрут обработки составлен оптимально и оформлен по всем нормам ЕСКД [6]. Анализ станочных операций Проанализируем операции 005 Токарно-винторезная и 025 Радиально- сверлильная, а результат занесем в таблицу 6 [6]. Таблица 6 Анализ станочных операций
Выводы: При рассмотрении заводского технологического процесса выявлены следующие недостатки: в процессе производства задействовано большая группа оборудования различного назначения, что приводит к увеличению длительности технологического цикла изготовления, возникновению межоперационного пролеживания и увеличивает себестоимость производства изделия; применение специализированных приспособлений с ручным зажимом, что увеличивает вспомогательное время; большое количество установов, что значительно влияет на точность взаимного расположения поверхностей. Принятые шаги к совершенствованию технологического процесса и устранения недостатков: применение многооперационного оборудования, что приведет к сокращению вспомогательного времени, увеличения доли машинного времени, сокращению количества установов и как следствие сокращение цикла производства, сокращение количества оборудования участвующего в процессе производства. Определение типа производства Типы производства характеризуются следующими значениями коэффициентов закрепления операций (КЗО) [5, с. 33]: Тип производства КЗО Массовое 1 Серийное: Крупносерийное……св. 1 до 10 Среднесерийное………………св. 10 до 20 Мелкосерийное……………….св. 20 до 40 Единичное………………….....св. 40 В таблице 7 представлена зависимость типа производства от массы детали и объёма выпуска. Таблица 7 Зависимость типа производства от объема выпуска (шт.) и массы детали
При массе детали mдет=21,83 кг и годовой программе выпуска N=1000шт., предварительно примем тип производства - среднесерийное. Серийное производство характеризуется ограниченной номенклатурой изделий изготовленных периодически повторяющимися партиями и сравнительно большим объемом выпуска. В зависимости от объема выпуска изделий серийное производство делится на: мелкосерийное, среднесерийное и крупносерийное. Широко применяются специальные станки, полуавтоматы, автоматы и станки с ЧПУ. Технологические процессы разрабатываются подробно, следовательно, повышается производительность, и время изготовления детали уменьшаются. Оборудование располагается по ходу технологического процесса. В серийном производстве большая часть оборудования, приспособлений и инструмента специализированы. Квалификация рабочих ниже, чем в единичном производстве. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||