Документ Microsoft Word. Газовая сварка цветных металлов и сплавов Содержание страницы
 Скачать 0.61 Mb. Скачать 0.61 Mb.
|

|
Технология сварки латуни. Отечественная промышленность выпускает различные присадочные проволоки для сварки латуни (ГОСТ 16130 — 90). При выборе присадочной проволоки исходят из состава основного металла и требований, предъявляемых к сварному соединению.
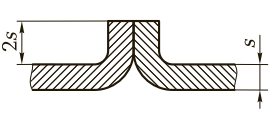
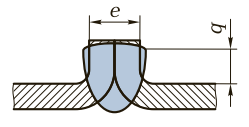
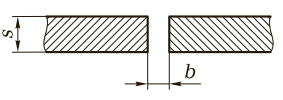
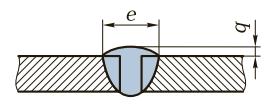
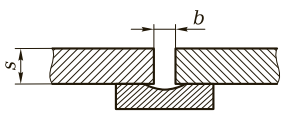
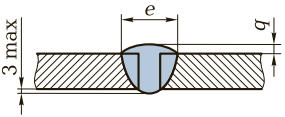
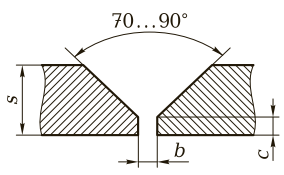
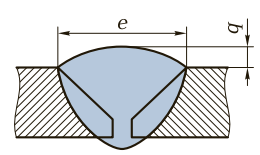
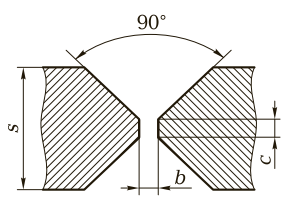
Примечание. Для всех случаев сварку ведут в нижнем положении ацетиленокислородным пламенем. Для сварки простой латуни можно применять латунную проволоку той же марки, что и основной металл, с использованием флюса БМ-1, предотвращающего испарение цинка из сварочной ванны. Лучшие результаты получены при применении присадочной проволоки Л62-0,5. При этом, используя даже порошковый флюс, можно практически избежать угара цинка (испарением и окислением; угар цинка составляет 0,7 … 1,0 %). Высокие качественные показатели сварки получены при использовании самофлюсующегося присадочного материала ЛКБО 62-0,2-0,04-0,5. Составы присадочной проволоки и механические свойства сварных соединений приведены в табл. 3 и 4. Флюсы при сварке латуни применяют почти всегда. При сварке латуни, как правило, образуются основные оксиды, например оксиды цинка, марганца и др. Поэтому в состав применяемых флюсов входят соединения, имеющие кислую основу. Флюсы для сварки латуни получают на основе бористых соединений с различными добавками (табл. 5). Их применяют в виде порошка, пасты и легко испаряющейся жидкости. В первых двух случаях дозированная подача флюса затруднительна. Флюс БМ-1 можно применять для сварки латуни присадочными материалами, содержащими и не содержащими кремний. При этом пары оксида цинка не выделяются. Возможность точного дозирования флюса обеспечивает стабильные результаты сварки. Образующиеся на сварном соединении шлаки легко смываются водой. Типы сварных соединений и подготовка кромок под сварку. При газовой сварке латуни применяют в основном стыковые соединения. Кромки под сварку подготавливают таким образом, чтобы за один проход получить полный провар по всей толщине свариваемого металла. Основные виды подготовки кромок при газовой сварке латуни приведены в табл. 6. Для деталей малой толщины (до 2 мм) наибольшее распространение получили соединения встык с отбортовкой кромок, свариваемые без присадочного материала. При выполнении соединений из латуни толщиной 5 мм и более лучшие результаты получают при V-образной разделке кромок, позволяющей избежать многослойной сварки. Общий угол разделки кромок составляет 70 … 90°. Перед сваркой кромки очищают механическим (напильником, проволочной щеткой, пескоструйной обработкой) и химическим (например, травлением в 10%-ном водном растворе азотной кислоты с последующей промывкой горячей водой) способами. Устанавливаемый перед сваркой латуни зазор имеет форму ножниц.
После установки зазора кромки свариваемых листов соединяют прихватками. Длина прихваток и расстояние между ними зависят от толщины свариваемого металла и длины шва. При сварке малогабаритных изделий из тонкой латуни длина прихваток составляет не более 5 мм, расстояние между ними — 50 … 100 мм. Толщина прихватки в поперечном сечении должна быть не менее 0,5 … 0,7 толщины свариваемого металла. Режимы сварки. На качество получаемых сварных соединений влияет скорость сварки, с увеличением которой уменьшается испарение цинка. В среднем скорость ручной однослойной сварки латуни с порошковым флюсом составляет 4 … 6 м/ч. Скорость сварки обусловливается мощностью пламени, дм3/ч: Vа = (100 … 120)s. (6.4) Расход ацетилена выбирают по табл. 7, при использовании газов-заменителей учитывают коэффициент замены. Для увеличения скорости сварки, уменьшения газонасыщенности шва и увеличения степени провара изделия толщиной более 6 мм сваривают с подогревом, применяя вторую горелку обычно с наконечником № 5 или 6. Сварку ведут окислительным пламенем (β = 1,3 … 1,4). Влияние состава пламени (отношения кислорода и ацетилена на угар цинка и кремния) показано на рис. 2. Характер пламени регулируют по внешнему виду ядра.
В качестве присадочного материала для сварки латуни применяют проволоку или прутки. Пламя горелки должно быть направлено так, чтобы конец ядра пламени находился на расстоянии 10 … 15 мм от поверхности ванны. Нельзя касаться ядром поверхности присадочного прутка и сварочной ванны, так как это вызывает перегрев расплавленного металла и поглощение им водорода. Конец присадочного прутка может быть погружен в расплавленную ванну. Угол наклона мундштука горелки к поверхности свариваемого металла в зависимости от толщины металла составляет 30 … 90° и может изменяться в зависимости от степени нагрева изделия. Производительность процесса сварки зависит от угла наклона мундштука: она тем выше, чем больше этот угол. Латунь сваривают, как правило, левым способом в один слой с проваром кромок на всю толщину металла. При сварке латуни толщиной более 3 мм полный провар получают наложением с обратной стороны металла шва подварочного шва. При толщине 5 мм и более применяют технологическую подкладку из латуни или меди (остающаяся) либо коррозионно-стойкой стали (съемная). Учитывая склонность латуни к горячеломкости, необходимо уменьшить сварочные деформации, например, применением метода ступенчатой и обратно-ступенчатой сварки. Сварку латуни выполняют чаще в нижнем положении. Вследствие высокой жидкотекучести латуни ее сварка в горизонтальном и вертикальном положениях затруднительна. В потолочном положении латунь сваривают очень редко и только при ремонтных работах, когда положение шва изменять нельзя. Применение кремнистого присадочного материала, особенно в сочетании с газообразным флюсом БМ-1, позволяет сваривать латунь во всех пространственных положениях благодаря образованию вязкой шлаковой пленки на поверхности ванны. 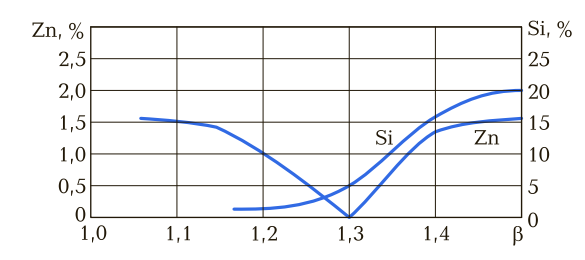 Рис. 2. Зависимость угара цинка Zn и кремния Si из металла шва при сварке латуни Л63 от состава пламени Латунь в вертикальном положении следует сваривать снизу вверх левым способом, направляя пламя под углом 45° к свариваемым кромкам, как бы поддерживая пламенем каплю расплавленного металла. Присадочный пруток при этом наклонен к свариваемым кромкам под углом 45° и с направлением пламени образует угол 90°. При газофлюсовой сварке латуни применяют флюс БМ-1, подаваемый в пламя горелки автоматически с помощью установки КГФ-3-71. Использование флюса БМ-1 практически мало изменяет технологический процесс сварки. При этом в качестве горючего газа рекомендуется применять ацетилен. Использование газов-заменителей резко снижает активность флюса. Отношение расходов кислорода и ацетилена β = 1,1 … 1,4 обеспечивает бездымный процесс сварки и высокие механические свойства металла шва. При оптимальном расходе флюса, составляющем 20 … 40 г/кг наплавленного металла (три-четыре деления флюсопитателя), пламя имеет ярко-зеленый цвет. Газофлюсовая сварка рекомендуется прежде всего для получения ответственных изделий, а также изделий, на которые должны быть нанесены гальванические покрытия. Кроме того, этот метод сварки следует применять в тех случаях, когда необходимо получить одноцветное сварное соединение. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||