I. Теоретические основы системы календарного планирования производства
 Скачать 401.83 Kb. Скачать 401.83 Kb.
|

|
Глава III. Оценка экономического обоснования улучшения системы календарного планирования производства ОАО «КХПС» 3.1. Анализ внедрения системы календарного планирования производства Выполнение расчета графика загрузки пресса немного отличается от расчета графика загрузки производственной линии. Основное отличие состоит в том, что в первом случае вычисления производятся в машинном времени, а во втором — в натуральных единицах. Чтобы создать график загрузки пресса: Нагрузка в машино-часах рассчитывается для каждого заказа, запланированного к производству в определенный интервал времени. Проверьте, может ли определенное количество продукта быть произведено в запланированное время. Для этого нагрузка в машино-часах в плановой ведомости заказа сопоставляется с плановыми фондами часов работы оборудования на объекте за данный календарный период. Графики прессования более точны, если они учитывают запланированные остановки оборудования, связанные с техническим обслуживанием. Для производства каждого заказа выбирается объем работ. Заказы ставятся в очередь в соответствии со сроками производства или с использованием правил приоритета запуска. Разработан график машинной загрузки оборудования. Расписание сжимается и подсчитывается неиспользованное время. График загрузки пресса может быть представлен в виде графика (см. рис. 1 ниже) и таблицы (см. ниже табл. 2), отображаемых по дням недели, с указанием количества заказов в работе и количества листов в сменах. . публикаций. 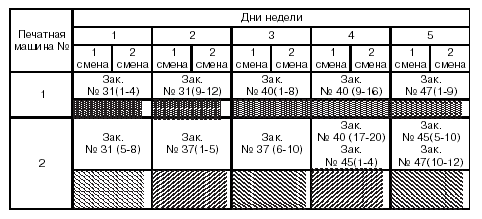 Рисунок 1. График загрузки листовых офсетных машин (графический вариант) Таблица 7 - График загрузки участка листовых печатных машин на неделю (табличное представление графика)
В качестве дополнительной информации в табличный график также включены неиспользованные часы рабочего дня (резервные часы). Причиной свободного времени является техническое неудобство переноса части печатного процесса с одного станка с вечерней смены предыдущего дня на следующий день. Например, если на печать одного тиража 20 000 экземпляров издания на одном станке уходит 3 часа, то за две смены в день будет построено пять таких станков и на 10 можно напечатать 10 000 экземпляров. напечатано. Версия. Если продолжительность смены 8 часов, то в конце второй смены у вас есть 1 час свободного времени, которого явно не хватает, чтобы выполнить очередную приладку и напечатать весь ходовой тираж. В этом случае время резервирования составит 1 час, но когда график прессы сжат, это время называется временем резервирования. Размещение заказов в соответствии с порядком их размещения на линии, определяемым сроками производства на заказ и минимизацией времени переналадки оборудования с заказа на заказ при планировании внедрения производственной линии будет Объем работ по каждому заказу каждый день устанавливается в натуральных единицах. Расчет графика загрузки производственной линии увязывает ежедневную производственную программу с производительностью цеха. В таблице 8 представлен пример графика загрузки поточной линии. Таблица 8 - График загрузки поточной линии на неделю
График плотности работы является разновидностью графика загрузки объекта. Этот тип расписания используется в многокомпонентном производстве и в основном используется в областях найма. В то же время сложность производственного заказа связана с производительностью цеха, но графики не детализируются по заданиям. Исходными данными для создания графика плотности работы являются: Список заказов. условия их производства, плановую трудоемкость (th-h) для выполнения заказов на конкретной операции или производственном участке и плановую производительность участка на день (Pplan h-h). Мы рекомендуем составить график плотности работы на неделю или десять лет. Чтобы создать график плотности работы: • График работ на объекте рассчитывается для каждого заказа. • Коэффициент плотности работ на объекте за плановый интервал времени (10 лет или 1 неделя) определяется как отношение трудозатрат в человеко-часах к плановой производительности объекта в той же единице учета. Объем работ - это расчет общей сложности производственных заказов, включенных в план на этот период, с учетом сложности подлежащих выполнению работ и принятых предприятием временных и выходных критериев для соответствующего производственного процесса. Плановая производительность сайта рассчитывается на основе рабочего времени и сменных ставок, а также количества рабочих мест на объекте. Если речь идет о наборных сайтах, то необходимо учитывать правила работы с персональными компьютерами и издательскими системами. Запланированный недельный (декадный) коэффициент плотности работы должен иметь значение меньше или равное 1. Только в этом случае запланированные заказы будут собраны вовремя. • Заказы ставятся в очередь в зависимости от времени производства. • Планируемый объем работ по каждому заказу на каждую смену. При этом учитывается количество исполнителей и их плановая производительность за смену. Данные заносятся в таблицу. Коэффициент плотности работы (kdensity) для каждой смены рассчитывается по следующей формуле:  , ,где tпл - суммарная трудоемкость обработки заказов за день (смену) в ч-ч, Псм - планируемая производительность участка за день (смену) в ч-ч. Если расчетное значение коэффициента плотности в какой-то день принимает значение более единицы, то работы перераспределяются, и строится новый график плотности работ. Пример графика плотности работ (графика загрузки наборного участка) издательско-полиграфического предприятия представлен в таблице 9. Таблица 9 - График загрузки наборного участка ОАО «КХПС» на неделю
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||