Лекции по дисциплине Тех. оснастка.. Курс лекций по дисциплине Технологическая оснастка
 Скачать 2.5 Mb. Скачать 2.5 Mb.
|

|
Приспособления для станков токарной группы Обработка на станках этой группы производится при различной установке обрабатываемых заготовок: в центрах, в патроне, на суппорте и на станине станка. Поэтому и приспособления для этих станков можно разделить на три группы. К первой группе относятся приспособления для обработки в центрах. Основными элементами приспособлений этой группы являются центры (передний и задний) на которые устанавливается обрабатываемая заготовка, поводковые устройства, которыми заготовка приводится во вращение в процессе обработки, люнеты, предохраняющие легко деформирующиеся заготовки от деформаций и вибрации под действием сил резания, центровые и разжимные оправки, пальцы и др. Ко второй группе относятся универсальные патроны и планшайбы, обеспечивающие надёжную установку и закрепление обрабатываемой заготовки на шпинделе передней (иногда и задней) бабки станка. К третей группе относятся специальные конструкции приспособлений с помощью которых выполняются операции, требующие, например, одновременного продольного и поперечного движения инструмента (приспособления для обработки конических, сферических и других сложных поверхностей). Кроме этих приспособлений для станков токарной группы, необходимо, изготавливать различные устройства, составляющие группу вспомогательного инструмента, включающую специальные наладки, резцедер-жски, головки и т.п. Иногда необходимо изготовлять приспособления к станкам для выполнения таких работ, для которых данный станок не предназначен. Характерными элементами таких приспособлений являются отдельно выполненные детали (центра), предназначенные для установки на станке обрабатываемых заготовок типе валов при обточке. Передняя (рабочая) часть центра выполняется в виде конуса с углом при вершине 60°, задняя - в виде конуса Морзе, соответствующего конусу отверстия в шпинделе станка. На переднюю часть центра устанавливается обрабатываемая заготовка своим центровым отверстием (гнездом). Задним конусным хвостовиком центр помещается в отверстие шпинделя станка непосредственно или с промежуточной втулкой. Различные конструкции центров применяемые на токарных станках мы с вами рассматривали при изучении раздела установочные элементы, также мы рассматривали жёсткие оправки, оправки с гидропластом, оправки с тарельчатыми пружинами. Сегодня я остановлю ваше внимание на патронах применяемых на токарных станках. Токарные кулачковые патроны делятся на три группы: 1 .двух- кулачковые;
4317.01.200817.01.2008 Двух и трёх, кулачковые патроны самоцентрирующиеся, четырёх кулачковые патроны в основном выполняются с независимым положением кулачков, но бывают и самоцентрирующимися. 2-х кулачковые патроны выполняются с центральным или боковым винтом и применяются для закрепления нессиметричных или фасонных заготовок. 3-х кулачковые самоцентрирующиеся патроны с переставными кулачками и механизированным приводом используются на токарных и круглошлифовальных станках. Эти патроны изготавливаются двух типов: а) клиновые, б) рычажные те и другие неуниверсальные т. к. при их переналадке необходимо переставлять и перезакреплять накладные кулачки на что затрачивается много времени. Кроме того тяга от привода пропускается через шпиндель станка не позволяет обрабатывать в этих патронах заготовки из прутка. Достоинства клинового патрона 1) компактность и жёсткость т.к. механизм патрона состоит всего из 4-х частей, 2) износоустойчивость. К недостаткам 1) тяга даже пустотная исключает возможность обработки заготовок из прутка, 2) вращающиеся цилиндры помещены на конце шпинделя нуждаются в точной балансировке. Патроны специальной конструкции Специальными принято называть несамоцентрирующиеся приспособления, т.е. не имеющие специального механизма, совмещающего геометрическую ось детали с осью вращения шпинделя. В таких приспособлениях обрабатываемая заготовка ставится на призмы, пальцы и т.п., которые располагаются чаще всего на полке, прилитой или приваренной к торцевой плоскости планшайбы, или непосредственно к планшайбе. К этой группе относится также поворотные и передвижные приспособления, предназначенные для последовательного совмещения осей обрабатываемых поверхностей с осью шпинделя станка. Приспособления с поворотом или передвижными деталями в массовом и крупносерийном производстве применяются редко т.к. механизация и автоматизация трудоёмких перемещений заготовок в таких условиях затруднительны. Использования ручного управления связано с непроизводительной затратой времени. Универсальные 3-х кулачковые самоцентрирующиеся патроны с ключевым зажимом. Такие патоны применяются в серийном, мелкосерийном и единичном производстве для центрирования и зажима обрабатываемых заготовок. Наибольшее распространёнными являются спирально-реечные патроны с плоской спиралью и конической передачей и спиральным диском. Недостаток - линейный контакт сопряжения витков спирали с рейками кулачков, что вызывает повышенное удельное давление сопряжения в 4317.01.200817.01.2008 результате чего происходит быстрый износ центрирующего элемента и потере точности. При обработке тонкостенных деталей и сложной конфигурации устанавливаются специальные накладные кулачки. Мембранные патроны Такие патроны используются для точной центровки заготовок по наружной или внутренней цилиндрической поверхности. 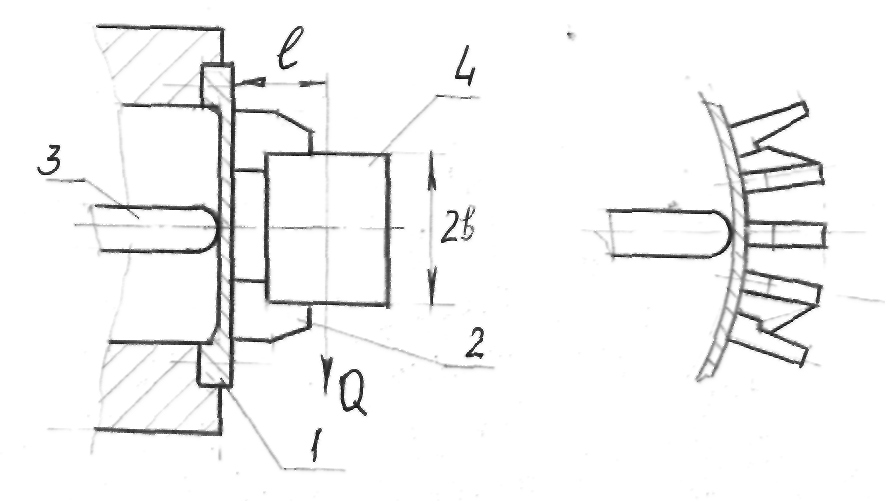 Мембранный патрон состоит из круглой привёртываемой к планшайбе станка пластины (мембраны) поз.1 с симметрично расположенными выступами кулачками поз.2. Число кулачков берётся в пределах 6-12. Внутри шпинделя станка проходит шток поз.З пневмацилиндра. Пневматическое устройство прогибает пластинку и тем самым раздвигает кулачки. При отводе штока назад пластина, стремится вернутся в исходное положение, сжимая кулачками заготовку поз.4. Материал мембраны - сталь 65Г, 30ХГС, или У7А закалённые до твердости HRC 40-45 единиц. Мембранные патроны обеспечивают точность центрирования 0,003 - 0,005 мм. Для повышения точности необходимо мембрану выполнить возможно более равностенной, а кулачки патрона профилировать на месте. Исходными данными для расчёта патрона являются: момент резания М , стремящийся провернуть заготовку в кулачках патрона, диаметр боковой поверхности заготовки 2в, а также расстояние 1 от середины кулачков до средней плоскости мембраны. Задаваясь числом кулачков «п» принимая трения между заготовкой и кулачками f = 0,15... 0,18 и, выбирая коэффициент запаса «к» из условия выполнения операций, можно получить радиальную силу на одном кулачке  4925.01.200825.01.2008 Люнеты f Люнеты применяются главным образом при обработке длинных заготовок во избежание прогиба их под действием сил резания и собственного веса и одновременно для частичной разгрузки центров станка. Люнеты устанавливают на каретке станка и перемещают вместе с ней вдоль станины, непрерывно поддерживая обрабатываемую заготовку на постоянном расстоянии от инструмента или неподвижно закрепляют непосредственно на станине станка. Люнеты подразделяют на универсальные и специальные. Универсальными называют люнеты раздвижными опорными кулачками, допускающими использование люнета при обработке заготовок различных диаметров. Специальные люнеты применяются при обработке одной определённой детали или для поддержки приспособления, установленного на шпинделе станка и имеющего значительный вылет. При проектировании люнетов любого назначения следует обеспечивать соприкосновение их с обрабатываемой деталью не по сплошной и цилиндрической поверхности, а с помощью отдельных кулачков. Этим обеспечивается настройка люнета при первоначальной его установке на станке, а также при износе его трущихся деталей. Кулачки должны соприкасаться с обрабатываемой деталью сменными сухарями или что предпочтительное роликами. При скоростной обработке валов на токарных станках возникают вибрация, ухудшающая условия работы инструмента и отрицательно влияющая на качество обрабатываемой поверхности. Чтобы избежать вибрацию, иногда применяют движущееся вместе с резцом люнеты-виброгасители. При точении длинных валов (L/d =50... 100) такие люнеты целесообразно применять совместно с неподвижным люнетом. Виброгасители повышают производительность улучшают чистоту и точность обработки. Приспособления для станков сверлильной группы Станки сверлильной группы составляют примерно 19% от общего количества станочного парка страны. Наибольший удельный вес в общем количестве станков этой группы составляют вертикально - сверлильные станки общего назначения (53%), настольные сверлильные станки 31,4% и радиально -сверлильные станки 7,4%, а 8% приходится на многошпиндельные станки, переносные, различные специальные и агрегатные. В последнее время в ряде случаев расточные работы, раннее выполняемые на расточных, токарных станках, переводятся на сверлильные станки. Объясняется это тем, что сверлильные станки дешевле расточных, занимают мало места и удобны в эксплуатации. С танки сверлильной группы предназначены для различной обработки отверстий как сквозных ,так и глухих вращающимися инструментами 4925.01.200825.01.2008 (сверлами, зенкерами, развёртками и т.п.). Для обеспечения определённого положения осей обрабатываемых отверстий относительно тех или других поверхностей деталей необходимо точное направление инструмента в процессе обработки, Это направление обеспечивается специальными втулками, которые укрепляются в приспособлении или перед местом, где должна быть произведена первоначальная обработка отверстия, например, сверление в сплошном металле или за тем местом заготовки, где отверстие предварительно уже обработано и требуется его последующая обработка, например, растачивание и зенкерование после сверления. Приспособления этой группы делятся на стационарные, передвижные и поворотные. Стационарные приспособления — называются приспособления в которых обрабатываемая заготовка в продолжении всей обработки на данном станке остается неподвижной. Применяют такие приспособления главным образом на радиально - сверлильных станках, расточных многошпиндельных станках. Преимущество стационарных приспособлений заключается в том, что в результате постоянного и точного расположения на станке они обеспечивают меньший износ кондукторной втулки и инструмента. Поэтому часто стационарными делают приспособления с подвесной подъёмной, съёмной и шарнирной кондукторной плитой. Передвижные приспособления - применяют на одношпиндельных сверлильных станках при последовательной обработке группы параллельно расположенных отверстий. Поворотные приспособления -применяются для сверления отверстий расположенных с разных сторон заготовки или по её окружности, для сверления со стороны плоскости, принятой в качестве установочной базы, и, наконец, для многошпиндельной обработки применяют поворотные приспособления. Такие приспособления можно применять на сверлильных станках любого вида и они могут иметь горизонтальную, вертикальную или наклонную ось вращения. Наиболее широко распространены приспособления с вертикальной или горизонтальной осью вращения. Опрокидываемые (кантующиеся) - это приспособления служат тем же целям, что и поворотные. В отличие от последних они не имеют ни стойки, ни делительного механизма. Втулки в них располагаются с разных сторон в зависимости от расположения отверстий на обрабатываемой заготовки. Для сверления с разных сторон приспособление вместе с закреплённой заготовкой приходится опрокидывать и последовательно совмещать с инструментом каждую кондукторную втулку. Для этих приспособлений, требуется гораздо больше вспомогательного времени, чем для поворотных. Скальчатые кондукторы Являются наиболее распространёнными конструкциями сверлильных приспособлений. 4925.01.200825.01.2008 Скальчатыми кондукторами называются нормализованные приспособления, в которых нормализованы корпус, подъёмная плита, механизм подъёма плиты и замковое устройство. Установочную часть приспособления изготавливают отдельно, так как она зависит от формы обрабатываемой детали. Кондукторная плита этих приспособлений укрепляется обычно на двух колонках (скалках) и с помощью подъёмного механизма вместе сней поднимается настолько, чтобы не мешать установке обрабатываемой заготовки, а затем опускается для её закрепления. Скальчатые кондукторы могут быть:
Эти кондукторы позволяют значительно сократить вспомогательное время, их изготавливают портального и консольного типа с реечным или пневматическим зажимом. Скальчатые кондукторы легко переналаживаются и являются базой для универсально - налаживаемых приспособлений и групповых приспособлений при групповой обработке заготовок. Консольные скальчатые кондуктора применяются при обработке мелких заготовок, а портальные - крупных. Фиксация (заклинивание) плиты в заданном положении производится с помощью специальных замковых устройств. По конструкции эти устройства бывают:
Скальчатые кондукторы с ручным приводом могут работать со скоростью не меньшей, чем пневматические зажимы. Тем не менее, неизбежна утомляемость при интенсивной работе вручную инее всегда достаточна сила зажима, поэтому для повышения производительности и снижения утомляемости рабочих применяются пневматические скальчатые кондукторы. Обслуживание сверлильного станка, оснащённого скальчатыми кондуктором, включают время на следующие вспомогательные операции движения: подъём кондукторной плиты, смену обрабатываемой заготовки, опускание плиты, включение механической подачи, подъём шпинделя станка, очистку приспособления от стружки. Чем меньше машинное время на обработку, тем в большем процентном отношении к нему растёт вспомогательное время на обработку, по этой причине необходимо механизировать и автоматизировать скальчатые кондукторы. 4925.01.200825.01.2008 Приспособления для станков фрезерной группы Фрезерные станки составляют 10% от всего станочного парка страны. Фрезерное приспособление состоит из корпуса, размещёнными на нём установочными, зажимными и направляющими элементами. Конструкция установочных, зажимных элементов в большинстве случаев такие же как и для сверлильных приспособлений. А так как при фрезеровании возникают значительные вибрации обрабатываемой заготовки, сила зажима, а следовательно и жесткость всей конструкции приспособления должна быть значительно большей чем в сверлильных приспособлениях. Так же фрезерные приспособления отличаются от сверлильных способом установки на станке и устройством элементов направляющих режущий инструмент. Правильная установка фрезерного приспособления на станке, обеспечивающая снятие стружки в определённом месте заготовки, достигается применением направляющих шпонок и установов. Направляющие шпонки служат для правильного расположения приспособления относительно оси станка. Эти шпонки в количестве не более двух закрепляются закрепляются и вводятся в один из пазов станка. Этим достигается совмещение продольной оси приспособления с направлением продольного хода станка, что имеет особое значение при обработке поверхностей, строго координированных относительно оси заготовки. Фрезерные приспособления по характеру подачи разделяются на две группы:
Наибольшее распространение получили приспособления первой группы. К этой группе приспособлений относятся: 1) зажимные приспособления тисочного типа; 2)поворотного приспособления; 3) специальные приспособления. Приспособления указанных групп могут быть одно и многоместными. Фрезерные приспособления работают с перекрытием вспомогательного времени машинным и без перекрытия машинного времени с временем установки и снятия заготовки. К приспособлениям работающим без совмещения вспомогательного времени с машинным относятся машинные тиски и приспособления для установки одной заготовки. Машинные тиски По характеру наладки тиски могут быть специализированными и универсальными. В последнем случае предусматривается быстрая смена так называемых рабочих губок, позволяющих устанавливать заготовки различных 4925.01.200825.01.2008 размеров и форм. Губки надевают на пальцы или или скрещивающиеся шпонки и закрепляют винтами. Характерными эксплуатационными показателями машинных тисков являются: расстояние между вертикальными плоскостями для крепления губок (раствор), глубина (высота крепёжных площадок для губок), ширина (длина крепёжных площадок) и зажимная сила. По конструкции тиски подразделяются на группы:
При выборе конструкции машинных тисков для серийного производства следует предпочесть те из них, которые допускают фрезерование заготовок против неподвижной губки и препятствуют подъёму заготовок при зажатии. Подъём обычно происходит в тисках с толкающим зажимом и вследствие перекоса подвижной части тисков за счёт зазора её направляющих, следовательно, чем короче эти направляющие, и тем больше перекос. В тисках с тянущим зажимом это обеспечивает более устойчивое положение заготовки и относительно небольшие вибрации при обработке. Преимущество машинных тисков:
|