Курс лекций ТПвМ. Курс лекций по дисциплине Технологические процессы в машиностроении
 Скачать 1.96 Mb. Скачать 1.96 Mb.
|

|
Лекция 15. Пайка металлов и сплавов Физическая сущность процесса пайки Пайкой называется технологический процесс соединения металлических заготовок без их расплавления посредством введении между ними расплавленного промежуточного металла припоя. Припой имеет температуру плавления более низкую, чем температура соединяемых металлов, и заполняет зазор между соединяемыми поверхностями за счет действия капиллярных сил. При охлаждении припой кристаллизуется и образует прочную связь между заготовками. В процессе пайки наряду с нагревом необходимо удаление окисных пленок с поверхности паяемых металлов. Образование соединения без расплавления кромок обеспечивает возможность распая, т. е. разъединения паяемых заготовок без нарушения исходных размеров и формы элементов конст рукции. Процесс образования паяного шва состоит из прогрева матери ала, образующего соединение, до температуры, близкой к темпе ратуре плавления припоя; расплавления припоя; растекания жидкого припоя по поверхности твердого материала и заполнение паяемого шва; охлаждения и кристаллизации припоя в паяном шве. Качество паяного шва во многом зависит от прочности связи припоя с металлом основы. В результате смачивания твердой металлической поверхности между припоем и основным металлом возникает межатомная связь. Эта связь может образоваться при растворении металла основы в расплавленном припое с образо ванием жидкого раствора, распадающегося при последующей кристаллизации; за счет диффузии составляющих припой элементов в основной твердый металл с образованием твердого раствора; за счет реактивной диффузии между припоем и основным метал лом с образованием на границе интерметаллических соединений; за счет бездиффузионной связи в результате межатомного взаимо действия. По особенностям процесса и технологии пайку можно разде лить на капиллярную, диффузионную, контактно-реактивную, реактивно-флюсовую и пайку-сварку. Капиллярная пайка. Припой заполняет зазор между соеди няемыми поверхностями и удерживается в нем за счет капилляр ных сил. На рис. 35 показана схема образования шва. Соеди нение образуется за счет растворения основы в жидком припое и последующей кристаллизации раствора. Капиллярную пайку используют в тех случаях, когда применяют соединение внах лестку. Однако капиллярное явление присуще всем видам пайки. 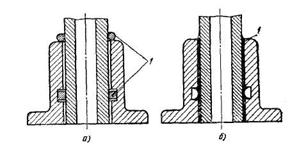 Рис. 35. Схема капиллярной пайки: а – перед пайкой; б – после пайки; 1 – припой Диффузионная пайка. Соединение образуется за счет взаим ной диффузии компонентов припоя и паяемых материалов, при чем возможно образование в шве твердого раствора или тугоплав ких хрупких интерметаллов. Для диффузионной пайки необходима продолжительная выдержка при температуре образования единого шва и после завершения процесса при температуре ниже солидуса припоя. Контактно-реактивная пайка. При пайке между соединяе мыми металлами или соединяемыми металлами и прослойкой Другого металла в результате контактного плавления образуется Сплав, который заполняет зазор и при кристаллизации образует паяное соединение. На рис. 36 показана схема контактно-реактивной пайки. 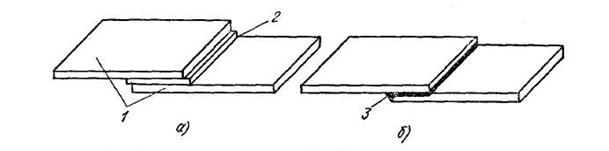 Рис. 36. Схема контактно–реактивной пайки: а – перед пайкой; б – после пайки; 1 – медь; 2 – серебро; 3 – эвтектический сплав меди с серебром. Реактивно-флюсовая пайка. Припой образуется за счет реак ции вытеснения между основным металлом и флюсом. Например, при пайке алюминия с флюсом 3ZnCl2 + 2Аl = 2А1Сl3 + Zn восстановленный цинк является припоем. Реакционно-флюсовую пайку можно вести без припоя и с припоем. Пайка-сварка. Паяное соединение образуется так же, как при сварке плавлением, но в качестве присадочного металла применяют припой. Наибольшее применение получила капиллярная пайка и пайка-сварка. Диффузионная пайка и контактно-реактивная более тру доемки, но обеспечивают высокое качество соединения и при меняются, когда в процессе пайки необходимо обеспечить мини мальные зазоры. Качество паяных соединений (прочность, герметичность, надежность и др.) зависит от правильного выбора основного металла, припоя, флюса, способа нагрева, величины зазоров, типа соединения. Материалы для пайки Припой. Припои для пайки, заполняющие зазор в расплав ленном состоянии между соединяемыми заготовками, должны отве чать следующим требованиям: 1. температура их плавления должна быть ниже температуры плавления паяемых материалов; 2. они должны хорошо смачивать паяемый материал и легко растекаться по его поверхности; 3. должны быть достаточно прочными и герметичными; 4. коэффициенты термического расширения припоя и паяе мого материала не должны резко различаться; 5. иметь высокую электропроводность при паянии радиоэлектронных и токопроводящих изделий. Все припои по температуре плавления подразделяют на низ котемпературные (температура плавления ниже 500° С), или мягкие припои, и высокотемпературные (температура плавления выше 500° С), или твердые припои. Припои изготовляют в виде прутков, проволок, листов, полос, спиралей, колец, дисков, зерен и т. д., укладываемых в место соединения. К низкотемпературным, или мягким припоям относятся оловянно-свинцовые, на основе висмута, индия, кад мия, цинка, олова, свинца. К высокотемпературным, или твердым припоям относятся медные, медно-цинковые, медно-никелевые с благородными металлами (серебром, золотом, платиной). Изделия из алюминия и его сплавов паяют с припоями на алюминиевой основе с кремнием, медью, оловом и другими ме таллами. Магний и его сплавы паяют с припоями на основе магния с до бавками алюминия, меди, марганца и цинка. Изделия из коррозионно-стойких сталей и жаропрочных сплавов, работающих при высоких температурах (выше 500°С), паяют с припоями на основе железа, марганца, никеля, кобальта, титана, циркония, гафния, ниобия и палладия. Паяльные флюсы. Эти флюсы применяют для очистки поверх ности паяемого металла, а также для снижения поверхностного натяжения и улучшения растекания и смачиваемости жидкого припоя. Флюс (кроме реактивно-флюсовой пайки) не должен хими чески взаимодействовать с припоем. Температура плавления флюса должна быть ниже температуры плавления припоя. Флюс в рас плавленном и газообразном состояниях должен способствовать смачиванию поверхности основного металла расплавленным припоем. Флюсы могут быть твердые, пастообразные, жидкие и газо образные. Наиболее распространенными паяльными флюсами являются бура (Na2B4O7) и борная кислота (Н3ВО3), хлористый цинк (ZnCl2), фтористый калий (KF) и другие галлоидные соли щелочных ме таллов. Способы пайки Способы пайки классифицируют в зависимости от исполь зуемых источников нагрева. Наиболее распространены в про мышленности пайка в печах, индукционная, сопротивлением, погружением, радиационная, горелками, экзофлюсовая, паяль никами, электронагревательными металлами и блоками. Пайка в печах. Нагревают соединяемые заготовки в специаль ных печах: электросопротивления, с индукционным нагревом, газопламенных и газовых. Припой заранее закладывают в шов собранного изделия, на место пайки наносят флюс и затем поме щают в печь, где это изделие нагревают до температуры пайки. Припой расплавляется и заполняет зазоры между соединяемыми заготовками. Процесс пайки продолжается несколько часов. Этот способ обеспечивает равномерный нагрев соединяемых деталей, без заметной их деформации. Крупные детали паяют в камерных печах с неподвижным подом; большую партию мелких деталей — в печах с сетчатым конвейером или роликовым подом. Пайка в печах позволяет механизировать паяльные работы и обеспечивает стабильное качество изделий и высокую производительность труда. Индукционная пайка. Паяемый участок нагревают в катушке-индукторе. Через индуктор пропускают т. в. ч., в результате чего место пайки нагревается до необходимой температуры. Для предохранения от окисления изделие нагревают в вакууме или в защитной среде с применением флюсов. Индуктор выполнен в виде петли или спирали из красной меди. Формы и размеры индуктора зависят от конструкции паяемого изделия. Различают две разновидности пайки с индукционным нагревом: стационар ную и с относительным перемещением индуктора или детали. Пайка сопротивлением. Соединяемые заготовки нагревают теплотой, выделяющейся при прохождении электрического тока через паяемые детали и токоподводящие элементы. Соединяемые детали являются частью электрической цепи. Нагрев сопротивле нием можно осуществлять на контактных сварочных машинах. С нагревом в контактных сварочных машинах паяют при изготов лении тонкостенных изделий из листового материала или при соединении тонкостенных элементов с толстостенными. Пайка погружением. Эту пайку выполняют в ваннах с рас плавленными солями или припоями. Соляная смесь обычно состоит из 55%КС1 и 45%НС1. Температура ванны 700—800° С. На паяемую поверхность, предварительно очищенную от грязи и жира, наносят флюс, между кромками или около места соединения размещают припой, затем детали скрепляют и погружают в ванну. Соляная ванна предохраняет место пайки от окисления. Перед погружением в ванну с расплавленным припоем покрытые флюсом детали нагревают до 550° С. Поверхности, не подлежащий пайке, предохраняют от контакта с припоем специальной обмаз кой из графита с добавками небольшого количества извести. Пайку погружением в расплавленный припой используют для сталь ных, медных и алюминиевых твердых сплавов, деталей сложных геометрических форм. На этот процесс расходуется большое коли чество припоев. Разновидностью пайки погружением является пайка бегущей волной припоя, когда расплавленный припои подается насосом и образует волну над уровнем расплава. Паяе мая деталь перемещается в горизонтальном направлении. В мо мент касания ванны происходит пайка. Бегущей волной паяют в радиоэлектронной промышленности при производстве печатного радиомонтажа. Пайка с радиационным нагревом. Пайку выполняют за счет излучения кварцевых ламп, расфокусированного электронного луча или мощного светового потока от квантового генератора (лазера). Конструкцию, подлежащую пайке, помещают в специальный контейнер, в котором создают вакуум. После вакуумирования контейнер заполняют аргоном и помещают в приспособление, с двух его сторон устанавливают для обогрева кварцевые лампы. После окончания нагрева кварцевые лампы отводят, а приспособ ление вместе с деталями охлаждают. При применении лазерного нагрева сосредоточенная в узком пучке тепловая энергия обеспе чивает испарение и распыление окисной пленки с поверхности основного металла и припоя, что позволяет получать спаи в атмо сфере воздуха без применения искусственных газовых сред. При радиационном способе пайки лучистая энергия превращается в тепловую непосредственно в материале припоя и паяемых дета лей. Этот способ пайки непродолжителен. Экзофлюсовая пайка. В основном этим способом паяют кор розионно-стойкие стали. На очищенное место соединения наносят тонкий порошкообразный слой флюса. Соединяемые поверх ности совмещают, на противоположные стороны заготовок укла дывают экзотермическую смесь. Смесь состоит из разных компо нентов, которые укладывают в форме пасты или брикетов толщи ной в несколько миллиметров. Собранную конструкцию устанав ливают в приспособлении и помещают в специальную печь, в кото рой происходит зажигание экзотермической смеси при 500° С. В результате экзотермических реакций смеси температура на поверхности металла повышается и происходит расплавление припоя. Этим методом паяют соединения внахлестку и готовые блоки конструкций небольших размеров. Газопламенная пайка. Паяемые заготовки нагревают и расплавляют припой газосварочными и плазменными горелками. Газовые горелки обладают наибольшей универсальностью. В качестве горючих газов используют ацетилен, природные газы, кислород, пары керосина и т. п. При использовании газового пламени припой можно заранее помещать у места пайки или вводить в процессе пайки вручную. На место пайки предварительно наносят флюс в виде жидкой пасты, разведенной водой или спиртом; конец прутка из припоя также покрывают флюсом. Нагревают также паяльными лампами, которые по существу являются газовыми горелками, работающими па жидком топливе. Паяльные лампы используют для работы в полевых условиях или в ремонтных мастерских. Плазменной горелкой, обеспечивающей более высокую тем пературу нагрева, паяют тугоплавкие металлы — вольфрам, тан тал, молибден, ниобий и т. п. Пайка паяльниками. Основной металл нагревают, и припой расплавляют за счет теплоты, аккумулированной в массе металла паяльника, который перед пайкой или в процессе ее подогревают. Для низкотемпературной пайки применяют паяльники с перио дическим нагревом, с непрерывным нагревом, ультразвуковые, и абразивные. Рабочую часть паяльника выполняют из красной меди. Паяльник с периодическим нагревом в процессе работы периодически подогревают от постороннего источника теплоты. Паяльники с постоянным нагревом делают электрическими. Нагре вательный элемент состоит из нихромовой проволоки, намотанной на слой асбеста, слюды или на керамическую втулку, устанав ливаемую на медный стержень паяльника. Паяльники с периоди ческим и непрерывным нагревом чаще используют для флюсовой пайки черных и цветных металлов мягкими припоями с темпера турой плавления ниже 300—350° С. Ультразвуковые паяльники применяют для бесфлюсовой низкотемпературной пайки па воздухе и для пайки алюминия легкоплавкими припоями. Окисные пленки разруша ются за счет колебаний ультразвуковой частоты. Абразивные паяльники. Такими паяльниками можно паять алюминиевые сплавы без флюса. Окисная пленка удаляется в результате трения паяльника об обрабатываемую поверх ность. Абразивный паяльник в отличие от электропаяльники имеет рабочий стержень, изготовленный прессованием из порошки црипоя и измельченного асбеста. Типы паяных соединений. Основными типами паяных сое динений являются стыковое и внахлестку. Остальные разновид ности соединений являются комбинациями перечисленных. Напри мер, плоские элементы могут быть соединены внахлестку (рис. 37, а), ступенчатым (рис. 37, б), гребенчатым (рис. 37, в), косостыковым (рис. 37, г), стыковым (рис. 37, д) и тавровым (рис. 37, е) соединениями. 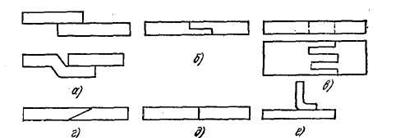 Рис. 37. Типы паяных соединений Стыковое соединение применяют в тех случаях, когда изделие работает не в жестких условиях и от него не требуется гер метичности; соединение внахлестку — во всех остальных случаях, причем чем больше площадь перекрытия паяемых заготовок, тем выше будет прочность паяного шва. Криволинейные поверхности соединяют между собой и с пло скими поверхностями в сотовых конструкциях, в панелях с гофри рованными проставками и т. п. Эти соединения используют в само летостроении и для изготовления теплообменников. К паяным соединениям в зависимости от назначения изделия, кроме общих требований, могут быть предъявлены и специаль ные но герметичности, электропроводности, коррозионной стой кости и т. п. Сборные части изделий перед пайкой должны быть прочно соединены между собой для предотвращения перекосов и относительных смещений. Способы соединения подбирают экспериментальным путем в зависимости от конструкции изделия ЛЕКЦИЯ 16. Технология обработки конструкционных материалов резанием. Точность в машиностроении. При конструировании и построении машин необходимо наряду с расчетами кинематическими, расчетами на прочность, жесткость и износоустойчивость производить расчеты на точность. Точность — основная характеристика деталей машин или при боров. Абсолютно точно изготовить деталь невозможно, так как при ее обработке возникают погрешности; поэтому точность обработки бывает различной. Точность детали, фактически полученная в результате обработки, зависит от многих факторов и определяется: а) отклонениями от геометрической формы детали или ее от дельных элементов; б) отклонениями действительных размеров детали от номинальных; в) отклонениями поверхностей и осей детали от точного взаим ного расположения (например, отклонениями от параллельности, перпендикулярности, концентричности). Трудоемкость и себестоимость обработки деталей в значительной мере зависят от требуемой точности и с повышением точности (при неизменных прочих условиях) увеличиваются. В массовом и крупносерийном производстве при изготовлении взаимозаменяемых деталей требуемая точность обработки обеспе чивается гланным образом соответствующей настройкой станков. В мелкосерийном и единичном производстве высокая точность достигается применением дополнительных отделочных операций путем использования исполнителей работы более высокой квали фикации. Точность заготовок, методы предварительной и окончательной механической обработки, методы термической обработки значи тельно влияют на точность окончательно обработанных деталей. Чем выше точность заготовок, тем меньше число операций их механической обработки и тем выше точность готовых деталей. Точность геометрической формы деталей повышается при исполь зовании более совершенных методов термической обработки. Так как точность обработки в производственных условиях за висит от многих факторов, обработку на станках ведут не с дости жимой, а с так называемой экономической точностью. Под экономической точностью механической об работки понимают такую точность, которая при минимальной се бестоимости обработки достигается в нормальных производствен ных условиях, предусматривающих работу на исправных станках с применением необходимых приспособлений и инструментов при нормальной затрате времени и нормальной квалификации рабочих, соответствующей характеру работы. Под достижимой точностью понимают такую точ ность, которой возможно достичь при обработке в особых, наиболее благоприятных условиях, необычных для данного производства, высококвалифицированными рабочими, при значительном увели чении затраты времени, не считаясь с себестоимостью обра ботки. На точность обработки на металлорежущих станках влияют следующие основные факторы. 1. Неточность станков, являющаяся следствием неточности изго товления их основных деталей и узлов и неточности сборки, в част ности недопустимо больших зазоров в подшипниках или направляющих, износа трущихся поверхностей деталей, овальности шеек шпинделей, нарушения взаимной перпендикулярности или параллельности осей, неточности или неисправности направляю щих, ходовых винтов и т. п. 2. Степень точности изготовления режущего и вспомогательного инструмента и его изнашивание во время работы. 3. Неточность установки инструмента и настройки станка на размер. 4. Погрешности базирования и установки обрабатываемой детали на станке или в приспособлении (например, неправильное положе ние детали относительно оси шпинделя и т. п.). 5. Деформации деталей станка, обрабатываемой детали и ин струмента во время обработки под влиянием силы резания, вслед ствие недостаточной жесткости их и упругой системы станок — при способление— инструмент — деталь (СПИД), в частности дефор мация детали, возникающая при ее закреплении для обработки. 6. Тепловые деформации обрабатываемой детали, деталей станка и режущего инструмента в процессе обработки и деформации, воз никающие под влиянием внутренних напряжений в материале де тали. 7. Такое качество поверхности детали после обработки, которое может дать неправильные показания при измерениях. 8. Ошибки в измерениях вследствии неточности измерительного инструмента, неправильного пользования им, влияния температуры и т. п. 9. Ошибки исполнителя работы. |