Курсовая Аксенов. Курсовая работа по Управление технологическими процессами производства чугуна и контроль за ними тема курсовой работы Студент Аксенов И. Р подпись, дата Группа тчм201
 Скачать 0.89 Mb. Скачать 0.89 Mb.
|

5.1 Расчет количества шлаковозовНужное количество шлаковозов находят по формуле Nшлк = Nоб.шлк + Nрем. шлк + Nрез. шлк, где Nоб.шлк – число шлаковозов в обороте; Nрем. шлк – число шлаковозов в ремонте; Nрез. шлк – число шлаковозов в резерве . Подсчет числа шлаковозов в обороте Nоб.шлк =  ∙ ( ∙ ( В + Н), В + Н),где  – число печей в доменном цехе ,( – 1 шт) ; – число печей в доменном цехе ,( – 1 шт) ; – коэффициент неравномерности выпуска чугуна ,( – 1,25) ; – коэффициент неравномерности выпуска чугуна ,( – 1,25) ; – суточный выход шлака из 1 печи; – суточный выход шлака из 1 печи; – длительность цикла оборота ковша ,( – 7 часов ) ; – длительность цикла оборота ковша ,( – 7 часов ) ; – объем ковша ,( – 16 т/м3) ; – объем ковша ,( – 16 т/м3) ; – плотность жидкого шлака ,( – 1,6 т/м3) ; – плотность жидкого шлака ,( – 1,6 т/м3) ; – коэффициент заполнения чаши ,( – 0,85) ; В ; Н – коэффициент верхнего и нижнего шлака ,( В ; Н – 0,45;0,5). = 0,39 ∙ – коэффициент заполнения чаши ,( – 0,85) ; В ; Н – коэффициент верхнего и нижнего шлака ,( В ; Н – 0,45;0,5). = 0,39 ∙  = 3482 т/сут. = 3482 т/сут.Nоб.шлк =  ∙ (0,45 + 0,5) ≈ 92 шт. ∙ (0,45 + 0,5) ≈ 92 шт.Подсчет шлаковозов в ремонте Nрем. шлк = Nоб.шлк ∙  , ,где  – длительность капитальных, средних и текущих ремонтов шлаковозов за кампанию ,( – 14 суток) ; – длительность капитальных, средних и текущих ремонтов шлаковозов за кампанию ,( – 14 суток) ; – рабочее время шлаковоза между капитальными ремонтами ,( – 1290 суток) . – рабочее время шлаковоза между капитальными ремонтами ,( – 1290 суток) .Nрем. шлк = 92 ∙  ≈ 1 шт. ≈ 1 шт.Число резервных шлаковозов находят по формуле Nрез. шлк =  где  ; ; – величина верхнего и нижнего шлака, ( – величина верхнего и нижнего шлака, ( – 20; 24). – 20; 24).Nрез. шлк =  ≈ 16 шт. ≈ 16 шт.Nшлк = 91 + 1 + 16 = 108 шт. 6 Отделение разливки чугуна и его оборудованияВ комплекс разливочного отделения входят здание разливки чугуна и эстакада погрузки готовых чушек, соединенные наклонными галереями, в которых размещены разливочные машины. В здании разливки рядом с железнодорожным путем установлены стенды для опирания ковшей при сливе чугуна, заливочные желоба, кантовальные устройства ковшей с крюками и лебедка для подтягивания чугуновозов к разливочным машинам. В разгрузочной части машины установлены чушко–выбивное устройство, перекидной желоб для погрузки чушек на платформы. Для перемещения загруженных чушками платформ устанавливают маневровые устройства с лебедками для подачи чугуновозов к разливочным стендам [2-5]. Разливочные машины (рисунок 14) применяют в основном с двумя параллельно расположенными под углом 10 градусов конвейерами. Конвейер содержит две бесконечные цепи с закрепленными на них мульдами. Существует два типа конвейеров: в одном из них звенья цепей перемещаются по стационарным опорным роликам, в другом – звенья перемещаются вместе с роликами, а смежные звенья цепей сопрягаются на осях роликов. 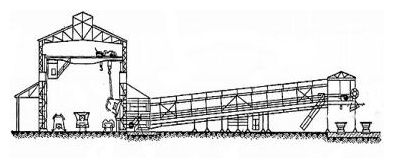 Рисунок 14 – Установка разливочной машины Разгрузочная часть машины является приводной. На вал, опирающийся на две подшипниковые опоры, насажены две звездочки. Привод работает от электродвигателя переменного тока через упругую муфту, четырехступенчатый редуктор и зубчатую муфту. Каждое звено цепи имеет проушины, одна из которых утонена, а другая выполнена в виде вилки, и при шарнирном соединении звеньев утонение одного звена входит в другое, а в проушины ставят втулки. Соединение цепей выполнено с помощью валиков, проходящих внутри втулок. Каждое звено имеет две полки для крепления двух мульд. Мульды в разливочных машинах можно сменить. Они работают при очень высоких температурах, характеризующихся чередованием быстрого нагревания при заливке чугуна с резким остыванием при поливке чушек водой. Мульды снабжаются одним или двумя внутренними разделительными гребнями для создания пережимов на чушках. Мульды могут быть одно- и двухместными. Конфигурация мульд такова, что на рабочей ветви конвейера задний борт впереди идущей мульды перекрывает передний борт следом идущей мульды и чугун при переполнении мульды перетекает в расположенную ниже [4]. Опрыскиватель предназначен для покрытия внутренней поверхности мульд известковым раствором с целью исключения приваривания к ним чушек. Чушко–выбивное устройство применяют для обеспечения отделения чушек от изложниц из-за возможного приваривания чугуна к ним. В подшипниках свободно поворачивается вал с прикрепленными к нему рычагом с роликом и двумя захватами. На валу свободно установлены два различных ударных рычага с билами на концах. На приводном валу конвейера жестко установлена кулачковая звездочка, которая вращается при работе машины. При наличии контакта между кулачком звездочки, рычаг с роликом поворачивается, и захваты поднимают ударные рычаги. После выхода кулачков из контакта с роликами ударные рычаги падают и билами ударяют по чушкам. Выпавшие чушки с помощью перекидного желоба направляются на платформы, расположенные на параллельных железнодорожных путях погрузочной эстакады, и далее на склад чугуна [6]. На рисунке 15 представлено кантовальное устройство разливочной машины Барабан стационарной кантовальной лебедки вращается от электродвигателя постоянного тока через два редуктора и две цилиндрические передачи. Каждая из двух ниток грузового каната, сходящих с барабана, огибает три блока верхней обоймы и три блока нижней обоймы и закрепляется на тележке. Канат передвижения тележки двумя концами закрепляется на нижней обойме крюка, огибает блоки тележки, блоки неподвижной стойки и охватывает горизонтальный блок, расположенный на тележке. По мере кантования ковша крюк с грузом поднимается, уравнительный канат ослабевает и тележка под действием грузового каната перемещается в сторону разливочной машины. 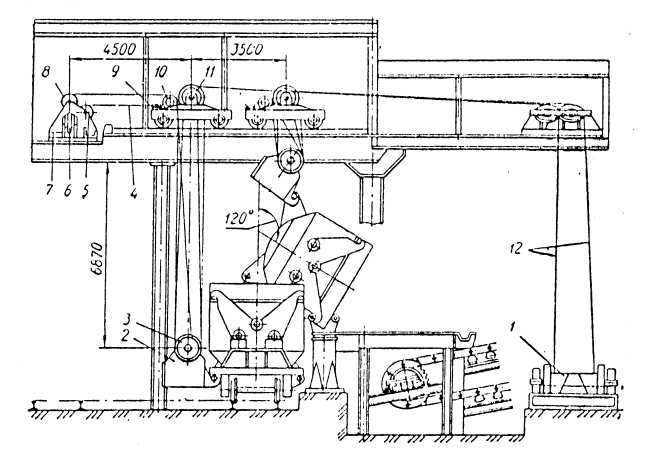 Рисунок 15 – Кантовальное устройство разливочной машины |