Курсовая Аксенов. Курсовая работа по Управление технологическими процессами производства чугуна и контроль за ними тема курсовой работы Студент Аксенов И. Р подпись, дата Группа тчм201
 Скачать 0.89 Mb. Скачать 0.89 Mb.
|

1.1 Производительность проектируемой доменной печиОпределим годовую эффективность ДП путем соотношения баланса метала, где годовой объем считается важным показателем в данном выражении. Выбираем КИПО 0,41 исходя из технико-экономических показателей ДП №5 НЛМК. Найдем расчет годового производства по формуле: Пгод = Псут ∙336, где Псут – производительность печи в сутки (  ); );336 – число рабочих суток с учетом простоев,  , ,8% – величина допустимая на простой; Псут =  , ,где Пгод – количество чугуна, производимое в год, (Пгод – 3∙106  ); );365 – количество рабочих суток в году; 29 – число суток, когда печь на ремонте; Vобщ = КИПО ∙ Псут = 0,41 ∙  = 3660 м3 . = 3660 м3 .Найдем нужное число печей n n =   1 печь ; 1 печь ;Пгод = Псут ∙ 336 = ∙ 336 = 3000144 .2 Склад шихтовых материалов и его оборудованиеРудный двор представляет собой склад шихтовых материалов, предназначенный для приемки, хранения, создания требуемого запаса и усреднения компонентов шихты по химическому и гранулометрическому составу. В настоящее время большинство доменных печей работает на окускованном сырье (агломерат, окатыши), поэтому непосредственно с рудного двора в печи поступает незначительное количество материалов, а рудные дворы используют как склады сырья для фабрик окускования В зависимости от принятой схемы разгрузки, транспортировки и усреднения материалов состав оборудования складов может быть различным. В случае разгрузки вагонов передвижными вагоноопрокидывателями транспортировку и усреднение материалов осуществляют перегрузочными кранами. На складах со стационарными вагоноопрокидывателями применяют конвейеры, бункера, питатели и комплекса машин для усреднения. Площадка рудного двора ограничена с одной стороны бункерной эстакадой, а с другой - приемной траншеей, вдоль которой проложен железнодорожный путь для прибывающих на разгрузку вагонов, а по ширококолейным рельсовым и перемещаются башенный вагоноопрокидыватель и толкатель. Вся площадь рудного двора обслуживается кранами-перегружателями, которые передвигаются вдоль склада над штабелями. Поступающие на разгрузочный путь открытые вагоны с материалами подают в башенный вагоноопрокидыватель для выгрузки из них компонентов шихты в траншею. Из траншеи материалы перегружают в штабель грейфером крана-перегружателя. Для подачи к печам материал забирают из штабеля грейфером и загружают им перегрузочный вагон, который перемещается по рельсам бункерной эстакады и разгружает этот материал в бункер. Схема рудного двора доменного цеха представлена на рисунке 3 [8]. 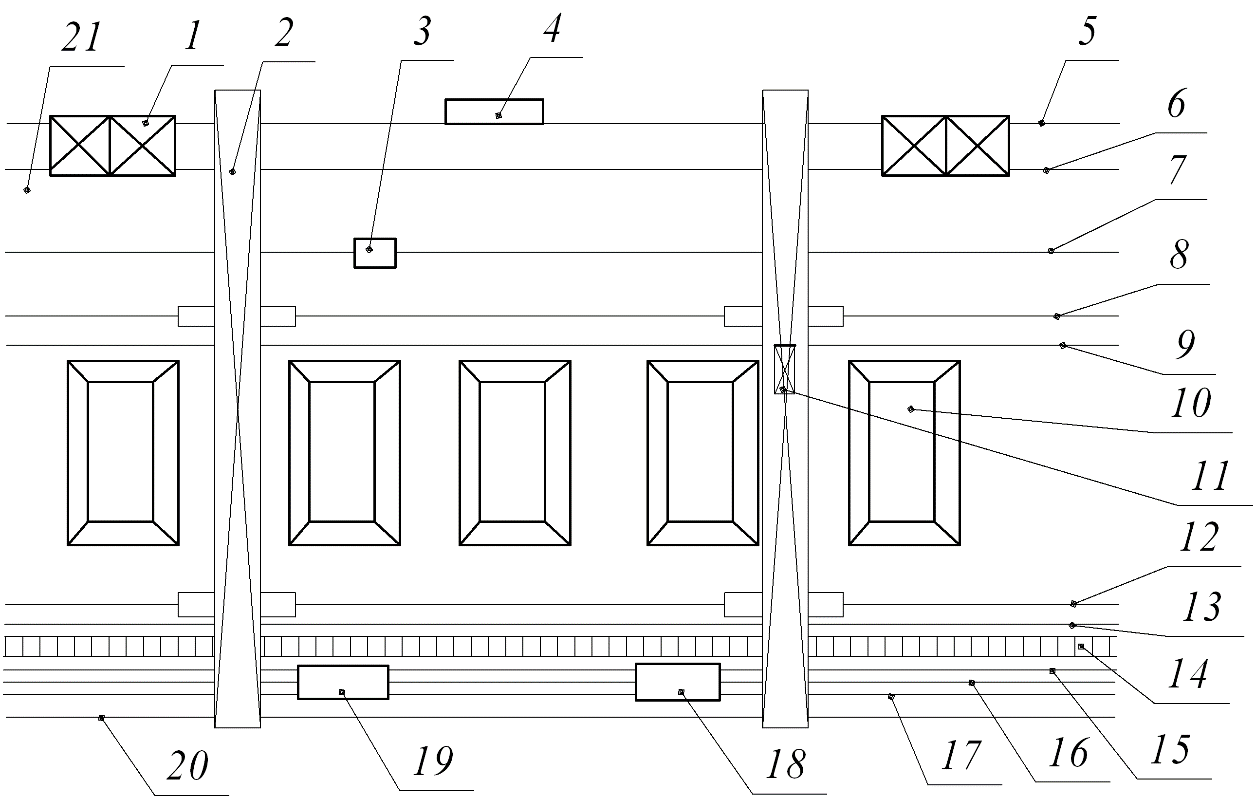 1 – коксовые бункера; 2 – перегрузочный кран; 3 – рудный вагон–перегружатель; 4 – коксовый вагон–перегружатель; 5 – путь подачи кокса; 6 – железнодорожный путь; 7 – путь подачи железорудной части шихты; 8,12 – пути перегрузочного крана; 9 – консольный путь; 10 – штабель материала; 11– грейферная тележка перегрузочного крана; 13 – железнодорожный путь; 14 – траншея для шихтовых материалов; 15,17 – рельсовые пути башенного вагоноопрокидывателя и толкателя; 16 – железнодорожный путь подачи вагонов на вагоноопрокидыватель; 18 – толкатель; 19 – башенный вагоноопрокидыватель; 20 – железнодорожный путь подачи вагонов на аглофабрику; 21 – бункерная эстакада Рисунок 3 – Схема рудного двора доменного цеха 2.1 Определение необходимого числа вагоноопрокидывателейДанный агрегат представляет собой вагон, который высыпает шихтовый материал на склад. Так как известно годовое поступление можно рассчитать число вагоноопрокидывателей.  , ,где Гм – грузооборот; Гм = Пгод ∙ 2 = 3000000 ∙ 2 = 6000000  . .где Кн – показатель некорректности вагоноопрокидывателя, (Кн – 1,3); Qв – грузоподъемность 1 вагона, (Qв – 93 тонны); Пв – производительность вагоноопрокидывателя; Т – продолжительность работы устройства за год в часах ‘ Т = У ∙ (24 – tсм), где У – число рабочих суток агрегата в год; tсм – время простоев на профилактику, (tсм – 3 часа); Т = 336 ∙ (24 – 3) = 7056 часов. Найдем Пв: Пв =  = 26,25 = 26,25  , ,где tp – остановка агрегата для выгрузки 1 вагона, (tp – 2 мин);  = =  1 шт . 1 шт . |