|
|
Курсовая работа Проектирование технологического процесса механич. Курсовая работа Проектирование технологического процесса механической обработки детали
Разработка операционного технологического процесса механической обработки заготовок
Анализ приведенного технологического маршрута показал, что сохранить единство баз ввиду сложности профиля шпинделя не удается, поэтому при обработке на различных операциях происходит смена баз. Даже при чистовой обработке наружных поверхностей практически не удается на всех операциях вести обработку от основных опорных шеек. Это объясняется тем, что опорные шейки расположены на значительном расстоянии от концов шпинделя, это затрудняет использование их в качестве технологических баз, так как происходит усложнение зажимных устройств станков и появляется вероятность возникновения вибраций. Установка на наружные поверхности шеек, соосных с опорными шейками шпинделя и обработанных совместно на одной операции, не вызывает погрешностей, выходящих за пределы технических требований.
Для максимального же сокращения отклонения от соосности исполнительной поверхности осевого отверстия относительно оси вращения шпинделя при обработке в качестве технологических баз используют окончательно обработанные поверхности опорных шеек.
При разработке операционного технологического процесса механической обработки заготовок на токарном станке необходимо решить следующие вопросы:
- определить последовательность обработки поверхностей заготовки;
- подобрать комплект инструментов, необходимых для обработки;
- определить элементы режима резания для всех технологических переходов;
- составить операционную карту
Таблица - Операционный технологический процесс изготовления внешней части шпинделя зубофрезерного станка 53А05П
|
Номер операции
|
Наименование и содержание операции
|
Эскиз обработки, базирование
|
Оборудование
|
000
|
Заготовительная
|
|
Круглопильный автомат 8Г642
|
010
|
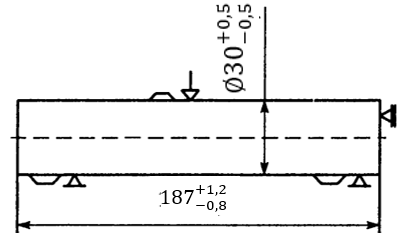
Фрезерно-центровальная операция: фрезерование торцов и центрование
Применить специальные торцовые поводковые патроны для черновой обработки
|
|
Фрезерно-центровальный полуавтомат МР-76М
|
Данная операция выполняется в двух положениях. В первом подрезают торец и сверлят 1 отверстия, переустанавливают подрезают другой торец, сверлят 2 отверстие.
|
020
|
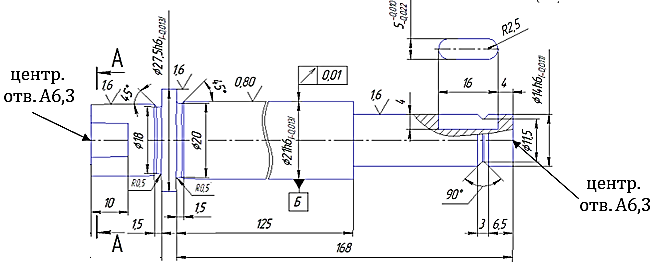
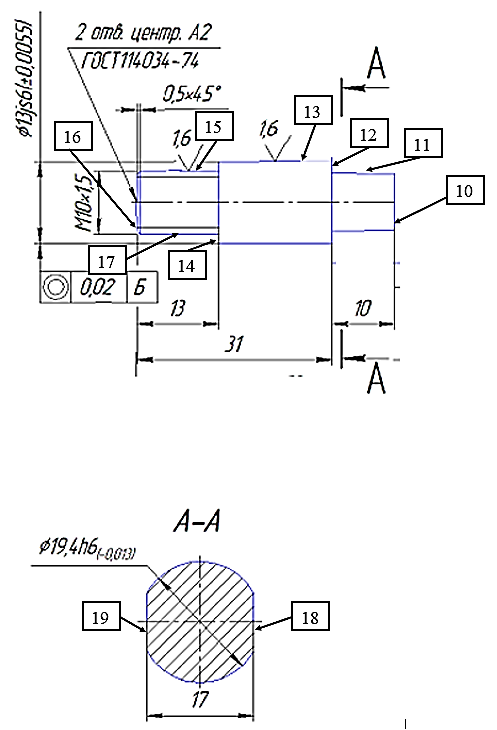
Токарная операция: обработка со стороны входного конца вала
обтачивать поверхности Ø14h6, Ø21h6, Ø27,5h6, обточить фаски и канавки
|
|
Токарно-винторезный станок 16К20Т1
|
040
|
Фрезерная операция: фрезерование шпоночного паза
|
 
фрезерование шпоночного паза
|
Вертикально-фрезерный станок 6Р13Ф3 и револьверная головка
|
040
|
Фрезерная операция: фрезерование посадочного углубленного отверстия
|
 
|
Вертикально-фрезерный станок 6Р13Ф3 и револьверная головка
|
045
|
Термическая операция: цементация, закалка, отпуск
|
|
Печь цементационная Ц105,
печь отпускная
|
050
|
Шлифовальная операция: шлифовать поверхности Ø14h6, Ø21h6, Ø27,5h6 и торец
|
|
Шлифовальный станок 3Т161Е с кругами зернистостью СМ1 - СМ2.
|
070
|
Слесарная операция: калибрование посадочного углубленного отверстия
|
|
Верстак слесарный
|
075
|
Моечная операция
|
|
Моечная машина
|
080
|
Контрольная операция: контроль всех диаметров и длин и шпоночных пазов
|
|
Стол ОТК
|
Таблица - Операционный технологический процесс изготовления вставки в шпиндель зубофрезерного станка 53А05П
|
Номер операции
|
Наименование и содержание операции
|
Эскиз обработки, базирование
|
Оборудование
|
000
|
Заготовительная
|
|
Круглопильный автомат 8Г642
|
|
|
|
|
010
|
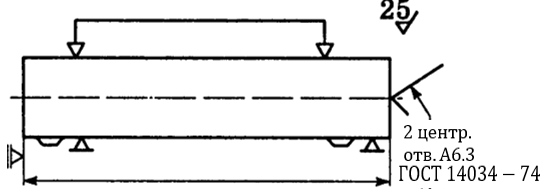
Фрезерно-центровальная операция: фрезерование торцов и центрование
|
|
Фрезерно-центровальный полуавтомат МР-76М
|
Данная операция выполняется в двух положениях. В первом подрезают торец и сверлят 1 отверстия, переустанавливают подрезают другой торец, сверлят 2 отверстие.
|
020
|
Токарная операция: обработка со стороны вставки
|
 
А
|
Токарно-винторезный станок 16К20Т1
|
020
|
Токарная операция: обработка со стороны резьбового конца вала
Нарезка резьбы М10х1,5
|
А
|
Токарно-винторезный станок 16К20Т1
|
040
|
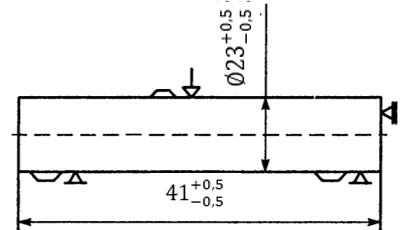
Фрезерная операция: фрезерование лысок на вставном конце вала
|
|
Вертикально-фрезерный станок 6Р13Ф3 и револьверная головка
|
045
|
Термическая операция: цементация, закалка, отпуск
|
|
Печь цементационная Ц105,
печь отпускная
|
050
|
Шлифовальная операция: шлифовать поверхности Ø19,4h6 и торец
|
|
Шлифовальный станок 3Т161Е
|
070
|
Слесарная операция: калибрование посадочного места с лысками
|
|
Верстак слесарный
|
Слесарная операция: калибрование резьбы М10х1,5
|
|
Верстак слесарный
|
075
|
Моечная операция
|
|
Моечная машина
|
080
|
Контрольная операция: контроль всех диаметров и длин, лысок
|
|
Стол ОТК
|
2.8 Обоснование выбора оборудования
Выбор станков производится после того, как каждая операция предварительно разработана, с учетом следующих факторов:
1) выбранный станок должен обеспечить выполнение технологических требований, предъявляемых к обрабатываемой детали. Это необходимые точность размеров, чистота поверхностей отклонения формы и расположение поверхностей;
2) рабочая зона станка должна соответствовать габаритным размерам обрабатываемой детали;
3) производительность станка должна соответствовать заданной программе выпуска деталей;
4) мощность, жесткость и кинематические возможности станка должны позволять вести обработку на оптимальных режимах резания с наименьшими затратами времени и себестоимости.
Используя эти рекомендации, необходимо последовательно обосновать для каждой операции выбор станка, описать схему обработки и привести краткую техническую характеристику.
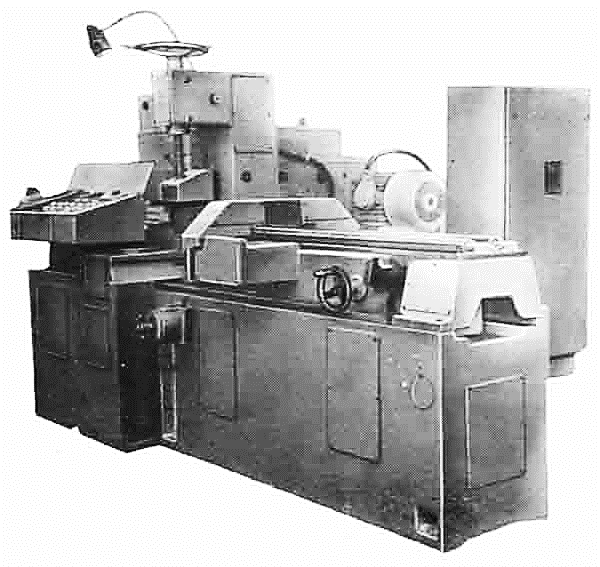
Операция 000 - заготовительная
На данной операции используется круглопильный автомат 8Г642
|
Технические характеристики: Станки модели 8г642 предназначены для разрезки дисковыми пилами черных металлов в заготовительных цехах машиностроительных предприятий.
Класс точности: Н
Наибольший диаметр заготовки, мм 160
Длина отрезаемой заготовки наибольшая, мм 1500
Диаметр пилы, мм 510
Min частота вращения шпинделя об/м: 3,78
Max частота вращения шпинделя, об/м: 21
Мощность, кВт: 45 Масса станка с выносным оборудованием, кг: 4180
|
010 - Фрезерно-центровальная операция
На данной операции используется фрезерно-центровальный полуавтомат МР-76М
|
Диапазон длины обрабатываемых деталей 100-500 мм.
Диапазон диаметров устанавливаемых в тисках деталей 20-160 мм.
Максимальный диаметр сверления 16 мм.
Максимальный диаметр фрезерования 150 мм.
Максимальный диаметр устанавливаемой фрезы 160 мм.
Максимальный диаметр подрезаемого торца (по стали 45) 50 мм.
Максимальный диаметр подрезаемой кольцевой поверхности (по стали 45) 100/80 мм.
Максимальный диаметр обточки шеек 100 мм.
Максимальный диаметр растачиваемых отверстий 100 мм.
Длина обточек шеек 40 мм.
Число шпинделей 4.
|
020 - Токарная операция
На данной операции используется токарно-винторезный станок 16К20Т1

|
Станки модели 16к20т1 предназначены для выполнения различных токарных работ и нарезания метрической, модульной, дюймовой и питчевой резьб. Детали устанавливаются в центрах или патроне. Наибольший диаметр обрабатываемой детали, мм: при установке над станиной – 400 при установке над суппортом – 115 Наибольшая длина обработки, мм – 900 Диаметр отверстия в шпинделе, мм – 53
|
Число одновременно управляемых координат – 2; Частота вращения, шпинделя, об/мин – 22,4; Подачи, мм/об: Продольные – 0,01 Поперечные – 0,005 – 1,4; Максимальная рабочая подача, мм/мин: Продольная – 2000 Поперечная – 1100; Скорость быстрых перемещений, мм/мин: Продольных – 6000 Поперечных – 5000; Дискретность перемещений, мм: Продольных – 0,01 Поперечных – 0,005; Шаг нарезаемой резьбы, мм – 0,01—40,959; Число позиций револьверной головки – 6; Наибольшие размеры поперечного сечения резца, устанавливаемого в резцедержателе, мм – 25х25; Мощность главного электродвигателя, кВт – 11.
|
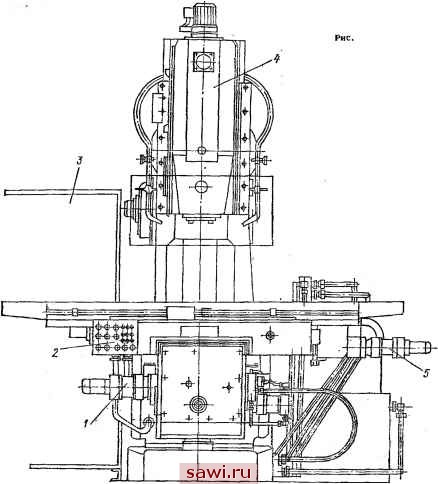
040 - Фрезерная операция
На данной операции используется вертикально-фрезерный станок 6Р13Ф3 и револьверная головка
|
Станки модели 6р13рф3 предназначены для многооперационной обработки деталей сложной конфигурации из стали, чугуна, цветных и легких металлов, а также других материалов.
Наряду с фрезерными операциями на станках можно производить точное сверление, растачивание, зенкерование и развертывание отверстий
Класс точности: Н
Длина рабочей поверхности стола, мм 1600
Ширина стола, мм 400
Наибольшее перемещение по осям X,Y,Z, мм 1000_400_380
Min частота вращения шпинделя об/м: 40
Max частота вращения шпинделя, об/м: 2000
Мощность, кВт: 7,5
|
|
Револьверная головка вертикально-фрезерный станок 6Р13Ф3 используется как носитель инструментов. Как правило, конструкция головки представлена несколькими гнездами: от 5 до 8 штук.
|
045 - Термическая операция
На данной операции используется печь цементационная Ц105 и печь отпуска
|
Цементационная шахтная печь Ц-105 для термообработки металла — это конструкция из:
-Цилиндрического каркаса из металла, с выложенной шахтой из огнеупорного кирпича;
-Литых электрических нагревателей находящихся в 3-х внутренних зонах шахты;
-Изнутри нагревательной камеры установлена реторта, в которую, с помощью кран-балок с электрическим приводом, загружаются жаропрочные корзины с решетками;
-Печь запирается крышкой из металла с теплоизоляцией.
|
050 - Шлифовальная операция
На данной операции используется круглошлифовальный станок 3Т161Е
|
Станки модели 3т161е предназначены для одновременного шлифования наружной цилиндрических конических и торцовых поверхностей деталей методом врезания в условиях крупносерийного и массового производства
|
Класс точности: П
Наибольший диаметр обрабатываемой детали, мм 280
Наибольшая длина обрабатываемой детали, мм 700
Длина шлифования, мм 130 Max частота вращения шпинделя, об/м: 1250
Мощность, кВт: 17
|
070 - Слесарная операция
На данной операции используется калибры-пробки для контроля отверстий, калибры для контроля резьбы, калибры для контроля вала с лысками.
080 - Контрольная операция всех диаметров и длин, лысок, резьбы
Очевидно, что выбор оборудования зависит также от потребного количества станков исходя из необходимой производительности технологического процесса и мощности процесса резания. Поэтому на данном этапе осуществляется первоначальный выбор, который в дальнейшем может быть уточнен при получении новых данных в процессе проектирования. Например, после расчета режимов резания может оказаться, что станок имеет довольно большой запас по мощности, и потребуется его заменить более подходящим по этому параметру.
|
|
|
 Скачать 7.67 Mb.
Скачать 7.67 Mb.