Курсовая работа. ТМС. Курсовая работа состоит из введения и следующих разделов характеристика объекта производства, анализ базового технологического процесса, предложения по совершенствованию технологического процесса,
 Скачать 1.94 Mb. Скачать 1.94 Mb.
|

|
Произведем анализ конструкции детали «Стакан» на технологичность согласно требованиям стандартов ГОСТ 14.201-83, ГОСТ 14.205-83. Для этого на эскизах пронумеруем все элементы, поверхности и размеры детали. 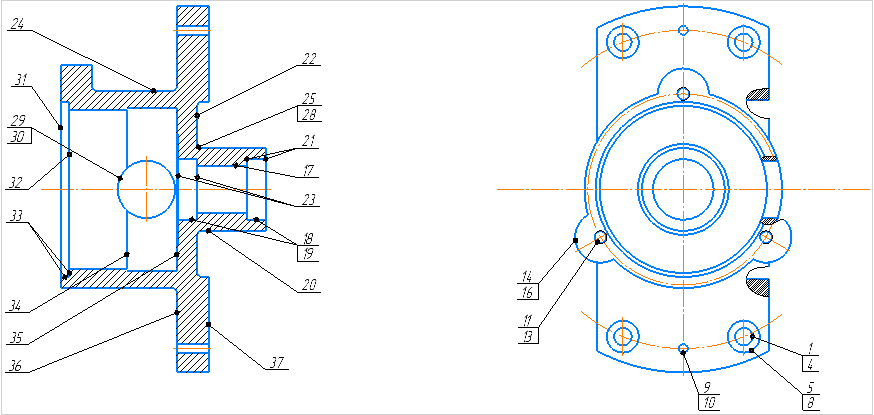 Рисунок 4 - Нумерация конструктивных элементов детали Таблица 3 – Исходные данные для определения коэффициента унификации
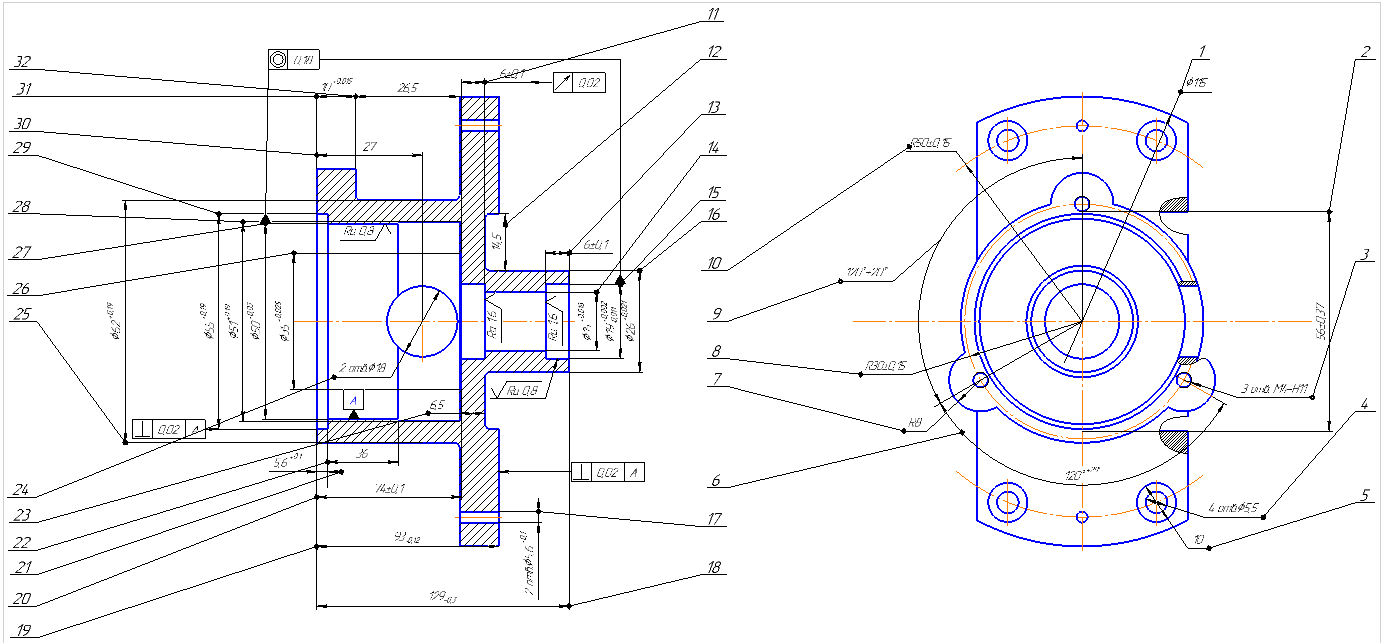 Рисунок 5 - Нумерация размеров детали В таблице 4 приведены данные для оценки коэффициента точности размеров детали «Стакан». Таблица 4 - Нумерация размеров детали
В таблице 5 приведены данные для оценки коэффициента шероховатости поверхностей детали «Стакан». 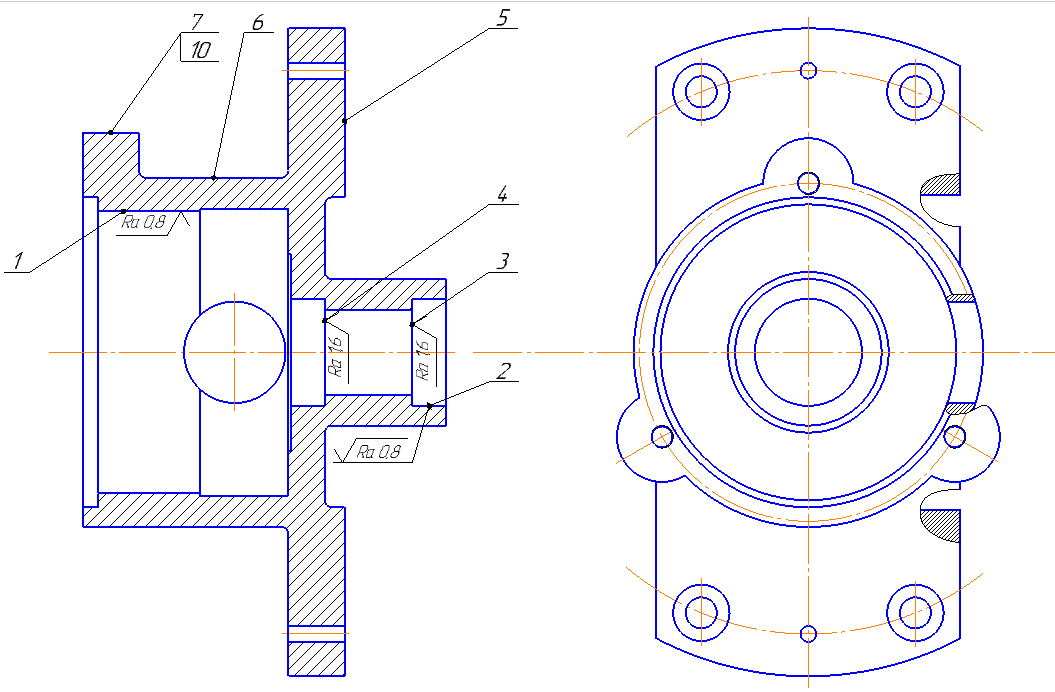 Рисунок 6 - Нумерация шероховатостей детали Рисунок 6 - Нумерация шероховатостей деталиТаблица 5 – Данные анализа коэффициента шероховатости
Коэффициент унификации конструктивных элементов [4, стр. 382]:  (1) (1) где  – число унифицированных типоразмеров конструктивных элементов – резьбы, отверстия, фаски и т.д.; – число унифицированных типоразмеров конструктивных элементов – резьбы, отверстия, фаски и т.д.; – число типоразмеров конструктивных элементов в изделии. – число типоразмеров конструктивных элементов в изделии.По рекомендации ЕСТПП  , то деталь по данному показателю является не технологичной. , то деталь по данному показателю является не технологичной.Коэффициент точности обработки [4, стр. 382]:  (2) (2)  (3) (3) где  – средний квалитет точности обработки; – средний квалитет точности обработки;А – квалитет точности обработки;  – число размеров соответствующего квалитета. – число размеров соответствующего квалитета.Чем больше  , тем технологичнее конструкция. , тем технологичнее конструкция.  . Рекомендуемое значение коэффициента – КТ≥ 0,8. Деталь по данному показателю является технологичной. . Рекомендуемое значение коэффициента – КТ≥ 0,8. Деталь по данному показателю является технологичной.Коэффициент шероховатости [4, стр. 382]:  (4) (4)  (5) (5) где  – средний квалитет точности обработки; – средний квалитет точности обработки;Б – квалитет точности обработки;  – число размеров соответствующего квалитета. – число размеров соответствующего квалитета.По рекомендации ЕСТПП  . . , следовательно, деталь относится к средней точности. , следовательно, деталь относится к средней точности.Коэффициент использования заготовки [4, стр. 383]:  (6) (6) где  – масса заготовки, кг; – масса заготовки, кг; – масса детали, кг. – масса детали, кг.Чем больше  , тем меньше материала расходуется в стружку и технологичнее конструкция изделия, по уровню ЕСТПП коэффициент , тем меньше материала расходуется в стружку и технологичнее конструкция изделия, по уровню ЕСТПП коэффициент  . Рассчитанное значение коэффициента выше рекомендуемого. . Рассчитанное значение коэффициента выше рекомендуемого. 5) Определяем коэффициент применения станков с ЧПУ[4, стр. 385]:  (7) (7)где QПУ – количество оборудования с ЧПУ, применяемого в технологическом процессе изготовления детали; QОБ – общее количество оборудования, применяемого в технологическом процессе.  Рекомендуемое значение  . Рассчитанное значение ниже рекомендуемого, это свидетельствует о низком уровне автоматизации обработки изделия. . Рассчитанное значение ниже рекомендуемого, это свидетельствует о низком уровне автоматизации обработки изделия.Коэффициент применения автоматического и полуавтоматического оборудования [4, стр. 385]:  (8) (8)где QАВ.ОБ – количество автоматического и полуавтоматического  Рекомендуемое значение  . Рассчитанное значение ниже рекомендуемого. Обработка деталей является не технологичной. . Рассчитанное значение ниже рекомендуемого. Обработка деталей является не технологичной.Коэффициент применения агрегатного оборудования.   Рекомендуемое значение  . Рассчитанное значение ниже рекомендуемого. Этот показатель является не технологичным. . Рассчитанное значение ниже рекомендуемого. Этот показатель является не технологичным.В базовом технологическом процессе детали «Стакан» агрегатное оборудование не используется. Коэффициент использования материала [4, стр. 383]:  (9) (9) где  - масса детали, кг; - масса детали, кг;  - масса материала, израсходованного на изготовление детали, кг; - масса материала, израсходованного на изготовление детали, кг;По уровню ЕСТПП коэффициент  . Рассчитанное значение коэффициента выше рекомендуемого. . Рассчитанное значение коэффициента выше рекомендуемого. Таблица 6 – Оценка количественных показателей технологичности конструкции детали
Качественная оценка проводится по отдельным конструктивным и технологическим признакам и дается, опираясь на анализ соответствия его основным требованиям к производственной, эксплуатационной и ремонтной технологичности конструкции изделия. Таблица 7 – Оценка качественных показателей технологичности конструкции детали
Таким образом, можно сделать вывод, что деталь «Стакан» удовлетворяет требованиям ЕСТПП и характеризует изделие как технологичное. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 30
30 0,65
0,65