|
|
Курсовая работа. ТМС. Курсовая работа состоит из введения и следующих разделов характеристика объекта производства, анализ базового технологического процесса, предложения по совершенствованию технологического процесса,
675 станок фрезерный широкоуниверсальный инструментальный.
Фрезерный станок модели 675 предназначен для фрезерования деталей цилиндрическими, дисковыми и фасонными фрезами при помощи горизонтального шпинделя, и торцовыми, концевыми и шпоночными фрезами при помощи поворотного вертикального шпинделя, который при необходимости может быть повернут под углом.
Применяется для фрезерной операции №060

Рисунок 11 –675 станок фрезерный широкоуниверсальный инструментальный.
Таблица 11 – Технические характеристики станка консольно-фрезерного 6Т13
Наименование параметра
|
675
|
Основные параметры станка
|
|
Класс точности по ГОСТ 8-82
|
Н, П
|
Размеры вертикального стола (основного), мм
|
200 х 500
|
Размеры горизонтального (углового) стола, мм
|
200 х 630
|
Расстояние от оси горизонтального шпинделя до рабочей поверхности горизонтального стола, мм
|
80..380
|
Расстояние от торца вертикального шпинделя до рабочей поверхности горизонтального стола, мм
|
0..300
|
Наибольший продольный ход стола (X), мм
|
320
|
Наибольший вертикальный ход стола (Z), мм
|
300
|
Наибольший ход шпиндельной бабки (Y), мм
|
300
|
Цена деления лимбов, мм
|
0,05
|
Горизонтальный и вертикальный шпиндели станка
|
|
Частота вращения горизонтального шпинделя, об/мин
|
50..1600
|
Частота вращения вертикального шпинделя, об/мин
|
63..2000
|
Количество скоростей шпинделей
|
16
|
Наибольший допустимый крутящий момент на горизонтальном шпинделе, Нм
|
214
|
Наибольший допустимый крутящий момент на вертикальном шпинделе, Нм
|
155
|
Наибольшее осевое перемещение вертикального шпинделя, мм
|
60
|
Наибольший угол поворота вертикальной головки в вертикальной плоскости, градус
|
±90°
|
Конус горизонтального и вертикального шпинделей
|
Морзе 4
|
Стол
|
|
Пределы продольных и вертикальных подач стола (X, Z), мм/мин
|
12,5..400
|
Ускоренный ход стола, мм/мин
|
935
|
Количество подач стола
|
16
|
Наибольшее усилие подач стола, кН
|
5
|
Шпиндельная бабка
|
|
Пределы поперечных подач шпиндельной бабки (Y), мм/мин
|
12,5..400
|
Количество подач шпиндельной бабки
|
16
|
Наибольшее усилие подач шпиндельной бабки, Н
|
5000
|
Электрооборудование и привод станка
|
|
Количество электродвигателей на станке, кВт
|
|
Электродвигатель главного привода, кВт (об/мин)
|
1,5
|
Электродвигатель привода подач, кВт (об/мин)
|
|
Электродвигатель привода насоса охлаждения, кВт
|
0,12
|
Суммарная мощность электродвигателей, кВт
|
1,62
|
Габарит и масса станка
|
|
Габариты станка (длина х ширина х высота), мм
|
1110х1170х1650
|
Масса станка, кг
|
1100
|
Внесем в таблицу 13 информацию об используемых в базовом ТП станках для каждой операции и их мощность.
Таблица 12 – Типы станков в базовом заводском ТП
№ операции
|
Наименование операции
|
Название станка
|
Мощность станка, кВт
|
010, 030,040.
|
Токарно-винторезная
|
SV18RA
|
10
|
060.
|
Токарно-винторезная
|
675
|
1,5
|
Станки, применяемые в анализируемом технологическом процессе выбраны не рационально, но они удовлетворяют основным условиям:
- основные размеры станков соответствуют габаритам обрабатываемой детали;
- обработка на применяемом оборудовании позволяет получить деталь требуемой конфигурации;
- станки обеспечивают требуемую точность размеров и шероховатость обрабатываемых поверхностей.
Станочные приспособления
В анализируемом технологическом процессе используются следующие приспособления: 3-х кулачковый патрон , оправка. На всех операциях кроме 060 и слесарных.
Трехкулачковый самоцентрирующий патрон ГОСТ 2675-80 с кулачками, которые синхронно сходятся к центру или расходятся от него. Кулачки обеспечивают точное центрирование заготовки.
Кулачки используются сырыми, чтобы избежать возникновение вмятин на заготовке. Незакаленные кулачки перед обработкой партии деталей повышенной точности растачивают на диаметр, соответствующий диаметру зажимаемой поверхности, и тем самым устраняется биение патрона.
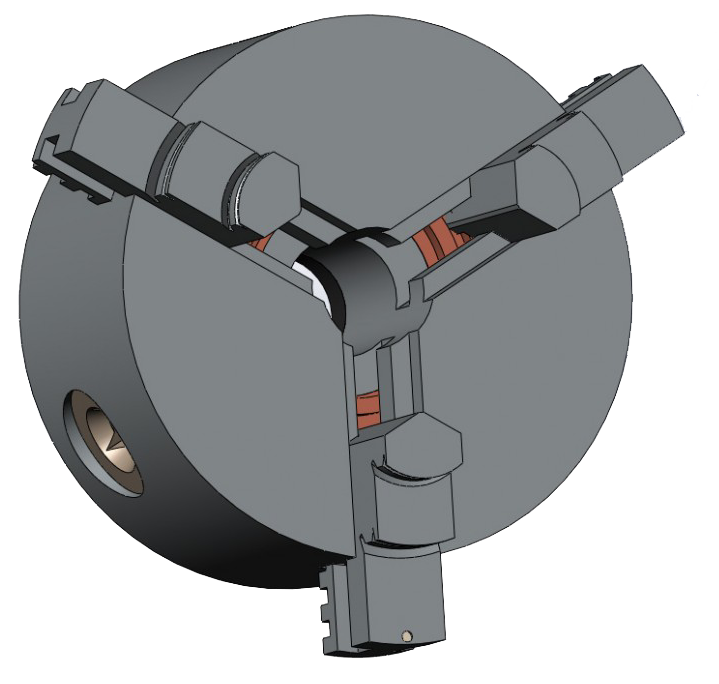
Рисунок 12 - Трехкулачковый самоцентрирующий патрон
Оправка 1450.П1 - специальное токарное приспособление, применяемое, как правило, при обработке наружных поверхностей. Обрабатываемая деталь базируется по внутренней поверхности. Применяется для повышения точности закрепления деталей посредством равномерного распределения усилий закрепления. Заготовку устанавливают на оправке и закрепляют на ней с помощью гайки и быстросменной шайбы. Само приспособление разработано внутри предприятия. Согласно принципам установки в оправке, приспособление выбрано верно.
Режущий инструмент
Выбор режущего инструмента зависит от обрабатываемого материала, величины припуска, типа станка, метода обработки обрабатываемой детали, типа производства и др.
Таблица 13 – Режущие инструменты, применяемые на основных операциях базового ТП
Наименование операции
|
Содержание перехода
|
Режущий инструмент, указанный в ОК
|
Токарная
|
Подрезать торец
|
Резец 50х32 2103-0015 Т15К6 ГОСТ 18877-73;
|
Точить 
|
Резец 50х40 2103-0029 Т15К6 ГОСТ 18879-73; Резец 25х16 2103-0057 Т15К6 ГОСТ 18879-73;
|
Центровать торец
|
Сверло  2317-0109 ГОСТ 14952-75 2317-0109 ГОСТ 14952-75
|
Сверлить отв.
|
|
Притупить острые кромки
|
Напильник 2820-0018 ГОСТ 1465-80; Шабер 3.22850-0001 ОСТ 3-4634-80; Шкурка шлиф. 750х50м 64с 16П ГОСТ 10054-82
|
Расточить отв. на глубину
|
Резец 25х25 2140-0030 Т15К6 ГОСТ 18882-73; Резец 25х25 2141-0031 Т15К6 ГОСТ 18883-73;
|
Вертикально-фрезерная
|
Фрезеровать деталь по контуру
|
Фреза Ø20 2223-2681 ГОСТ 23248-78
|
Центровать 3 отв.
|
Сверло Ø2х900 D2306100 (YG)
|
Сверлить 3 отв.
|
Сверло Ø3,25 2301-0047 ГОСТ 10903-77
|
|
|
|
|
|
|
Таким образом, выбранные режущие инструменты позволяют обработать необходимые поверхности с заданной точностью. Обозначение инструмента в базовом ТП указано верно.
Измерительный инструмент
Выбирается в зависимости от вида измеряемой поверхности, размеров поверхности, точности механической обработки поверхностей, типа производства.
Таблица 14 – Измерительные инструменты, применяемые на основных операциях базового ТП
Измерительный инструмент
|
Характеристика
|
Контролируемая поверхность
|
Штангенциркуль ШЦ-I-250-0,05 ГОСТ 166-89
|
Штангенциркуль типа I, предназначенный для измерения наружных и внутренних размеров с диапазоном измерения 0-250мм и значением отсчета по нониусу 0,05 мм.
|
Применяется на операциях:
015, 025: (Ø 55±0,5 мм; Ø 53±0,5 мм; Ø35±0,5 мм)
040: (52±0,5 мм, Ø20±0,5 мм)
055: (Ø40-0,4 мм)
060: (Ø60±0,5 мм)
Инструмент выбран верно.
|
Штангенглубиномер ШГ-200-0,05 ГОСТ 162-90
|
Штангенглубиномер, предназначенный для измерения глубины 0 - 200 мм и значением отсчета по нониусу 0,05 мм
|
Применяется на операциях:
055: (30±0,5 мм, 35±0,5 мм, 40-0,5 мм)
Инструмент выбран верно.
|
Калибр-пробка Ø50 8133-0956 H17 ГОСТ 14810-69
|
Гладкие двусторонние калибры-пробки, предназначенные для контроля отверстий с полями допусков по ЕСДП СЭВ и по системе OCT.
|
Применяется на операциях:
040.
Инструмент выбран верно.
|
Индикатор ИЧ02 кл.2 ГОСТ 577-68
|
Индикатор часового типа с ценой деления 0,01 мм и диапазонами измерений до 25 мм. Класса 2.
|
Применяется на операциях:
010.
Инструмент выбран верно.
|
Таким образом, назначение выбранных измерительных инструментов соответствует требованиям к измеряемым поверхностям, а шкала и цена деления удовлетворяет числовым значениям размеров и их предельным отклонениям.
|
|
|
 Скачать 1.94 Mb.
Скачать 1.94 Mb.