Курсовая работа. ТМС. Курсовая работа состоит из введения и следующих разделов характеристика объекта производства, анализ базового технологического процесса, предложения по совершенствованию технологического процесса,
 Скачать 1.94 Mb. Скачать 1.94 Mb.
|

2.4 Технологические базы. Способы установки (базирования) и закрепления заготовки. Соблюдение основных принципов базирования при принятой последовательности обработки детали «Стакан»При проектировании технологических процессов механической обработки деталей, одной из важных задач является выбор технологических баз для первых и последующих операций, а также и соблюдение единства баз в процессе всей обработки детали с минимальным количеством переустановок. В технологическом процессе на основных операциях соблюдать принцип постоянства баз – т.е. на операциях механообработки используются одни и те же базы (поверхности) обрабатываемой детали. Анализ базирования заготовки на операциях механической обработки должен производиться на основе карт эскизов (КЭ) 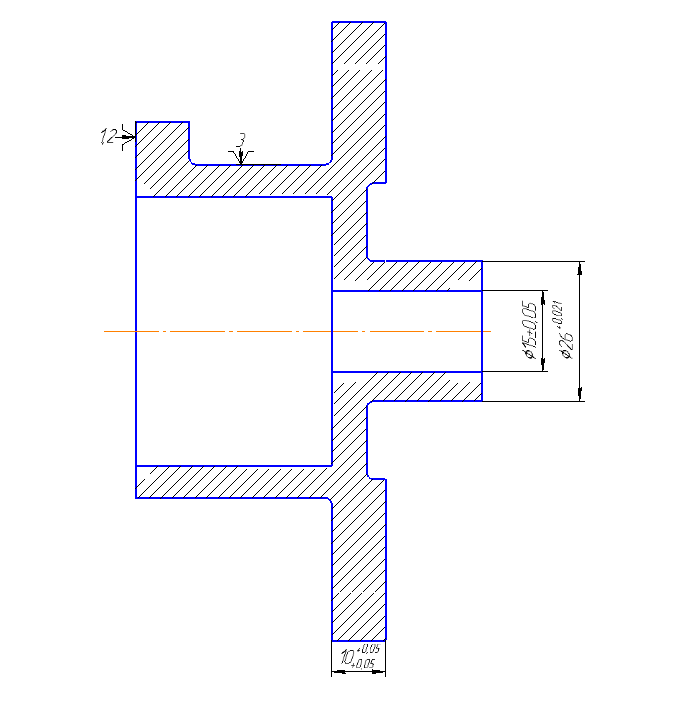 Рисунок 6 – эскиз №1 На токарной операции 010, в которой производится подрезание торца и точение наружных поверхностей, заготовка устанавливается в токарный трехкулачковый патрон. Базирование достаточно осуществлять неполное. Технологической базой заготовки является наружная цилиндрическая поверхность Ø62 мм и ее левый торец. При этом цилиндрическая поверхность заготовки является двойной опорной базой, лишающей заготовку четырех степеней свободы, а торцевая поверхность является установочной технологической базой. При последующей обработке в качестве баз используются левый торец на фрезерной операции и правая цилиндрическая поверхность и правый торец на токарной операции. При данном базировании не соблюдается принцип совмещения и единства баз, что является технологически неправильно. 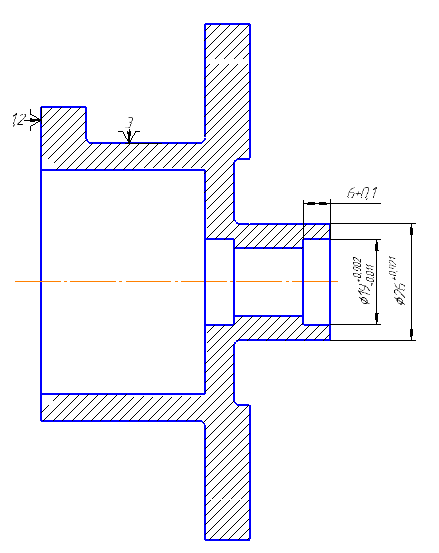 Рисунок 7 – эскиз №2 На токарной операции 030 производится чистовая обработка будущей технологической базы 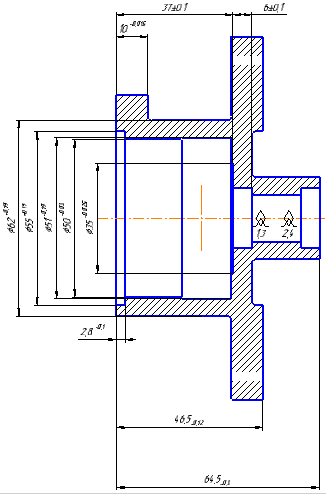 Рисунок 8 – эскиз №3 На токарной операции 040 в качестве базы используется цилиндрическая поверхность Ø26. На данной операции производится обработка почти всех оставшихся поверхностей, помимо тех, которые невозможно обработать на токарном станке. 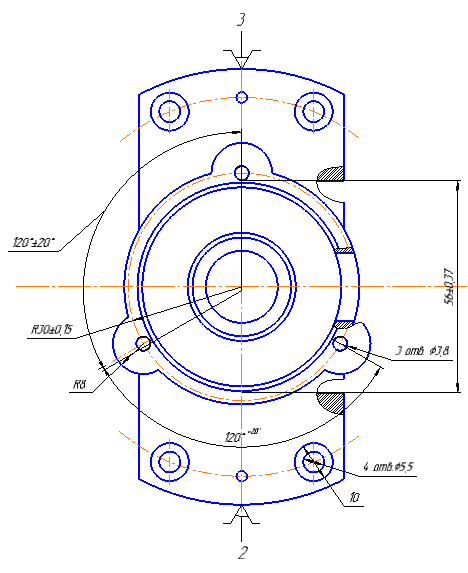 Рисунок 9 – эскиз №4 На фрезерной операции 060, в которой производится обработка отверстий показанных на эскизе , а так же «ушек» детали «Стакан», заготовка устанавливается на плиту с отверстием под правую цилиндрическую поверхность и прижимается механическим прижимом. Технологической базой заготовки является внешняя цилиндрическая поверхность Ø26 мм и ее левый торец. При этом цилиндрическая поверхность заготовки является двойной опорной базой, а торцовая поверхность является установочной технологической базой. При данном базировании соблюдается принцип совмещения и единства баз, что является технологически верном. Так как технологические базы в базовом ТП при изготовлении детали изменяются (правило постоянства баз не соблюдается), и конструкторские базы совмещены с технологическими (правило совмещения баз соблюдается), можно сделать вывод, что будут иметь место погрешности базирования по операционным размерам, причем, они будут иметь небольшую величину. 2.5 Анализ принятых средств технологического оснащения базового технологического процесса механической обработки детали «Стакан»В заводском технологическом процессе при изготовлении детали используется следующее станочное оборудование: SV18RA Станок токарно-винторезный универсальный и 675 станок фрезерный широкоуниверсальный инструментальный. Станок универсальный токарно-винторезный модели SV18RA Универсальный токарный станок TOS SV18RA предназначен для выполнения самых разнообразных токарных, резьбонарезных и сверлильных работ. Станок позволяет нарезать метрические, дюймовые, модульные и питчевые резьбы. (рисунок 10). Применяется для токарной операции №010, 030, 040.  Рисунок 10 – Станок токарно-винторезный SV18RA Таблица 10 – Технические характеристики токарно-винторезного станка SV18RA
Данный станок подходит для выполнения указанных технологических операций, т.к. содержание их переходов, требуемая точность соответствуют техническим характеристикам. |