Курсовая работа. ТМС. Курсовая работа состоит из введения и следующих разделов характеристика объекта производства, анализ базового технологического процесса, предложения по совершенствованию технологического процесса,
 Скачать 1.94 Mb. Скачать 1.94 Mb.
|

1.3 Анализ технических требований на изготовление детали «Стакан»Для изготовления детали «Стакан» на предприятии используется отливка из сплава АЛ9 по ГОСТ 1583-93. Этот сплав применяют в промышленности для изготовления фасонных отливок; сплав отличается высокой герметичностью. 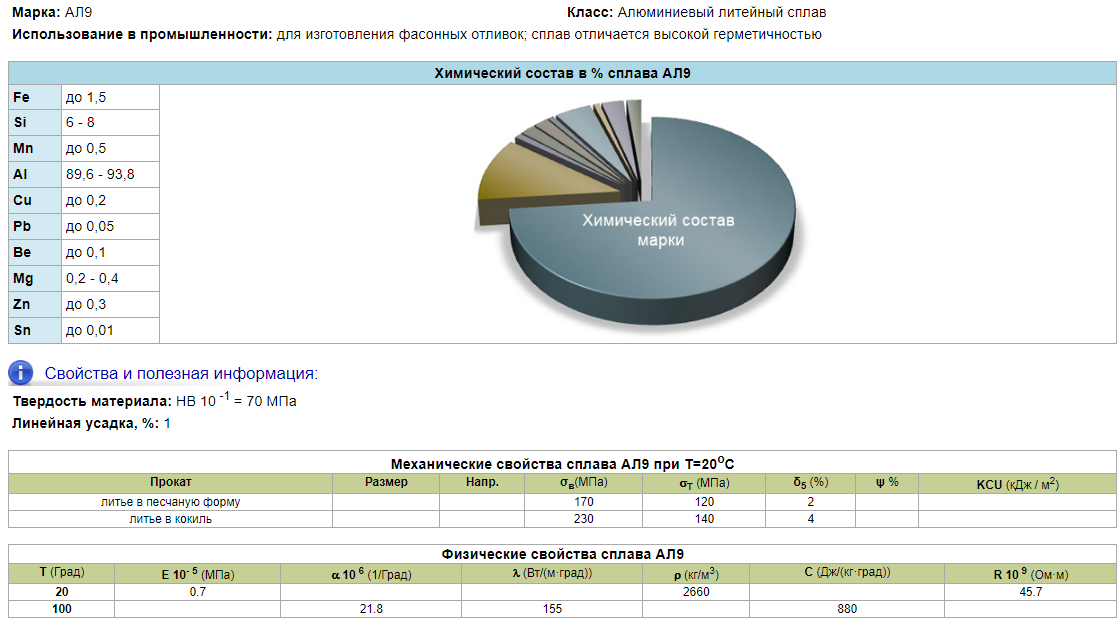 Рисунок 3 – Химический состав, механические и физические свойства сплава АЛ9 Обозначения: Механические свойства: σ в - Предел кратковременной прочности[МПа]; σТ - Предел текучести. [МПа]; δ 5 - Относительное удлинение при разрыве [ % ]; ψ - Относительное сужение. [ % ]. Физические свойства: T - Температура, при которой получены данные свойства, [Град]; E - Модуль упругости первого рода, [МПа];  - Коэффициент температурного (линейного) расширения (диапазон - Коэффициент температурного (линейного) расширения (диапазон  ) , [1/Град]; ) , [1/Град]; - Коэффициент теплопроводности (теплоемкость материала) , [Вт/(м·град)]; - Коэффициент теплопроводности (теплоемкость материала) , [Вт/(м·град)];𝜌 - Плотность материала , [кг/м3]; C - Удельная теплоемкость материала (диапазон ), [Дж/(кг·град)];R - Удельное электросопротивление, [Ом·м]. Содержание железа в данном сплаве до 1,5%. Материал также содержит кремний – Si (6-8%). Mn повышающий прочностные характеристики (до 0,5% Mn). Выбор материала связан с тем, что стакан работает в условиях динамических нагрузок под воздействием неблагоприятной среды. Твёрдость материала детали НВ 60…70. На чертеже присутствуют следующие технические требования, предъявляемые к детали: 1. Отливка по группе II ОСТ5.9397-82. Отливки из сплавов на основе алюминия. Классификация и общие технические условия. На данный момент ОСТ5.9397-82 устарел и ему на смену пришел новый - ОСТ 5.9397-90. Описание ОСТ 5.9397-90: Нестоящий стандарт распространяется на отливки, применяемые в изделиях судового машиностроения, приборостроения, судовой и радио- и электротехники, судовых устройств и оборудования при изготовлении и ремонте. Стандарт устанавливает классификацию отливок из алюминиевых сплавов и технические требования к ним. 2. Неуказанные литейные радиусы 2…3 мм. Литейный радиус - это радиус скругления в углах отливки для того, чтобы избежать излишней концентрации напряжений в сопрягаемых точках и образования дефектов литья. Требования по литейному радиусу указываются на чертеже отливки надписью 3. Металлопескоструить после литья. Пескоструйная обработка — холодная абразивная обработка поверхности металла путём повреждения её поверхности песком или иным абразивным порошком, распыляемым потоком воздуха, воздуха с водой, или только струёй воды или иной жидкости. 4. Термообработка Т5 по ГОСТ2685-75 Термическая обработка алюминиевых сплавов предназначена для корректировки характеристик материала с помощью воздействия высоких температур. Различными способами обработки можно добиться широкого разнообразия структуры и свойств. 5. Стабилизировать по 2 категории ОСТ4.Г0.054.103. Настоящий стандарт устанавливает типовые технологические процессы стабилизирующей термической обработки деталей основного и вспомогательного производства и сборочных единиц высокоточных приборов, к которым по условиям эксплуатации и хранения предъявляются требования к постоянству размеров. Стандарт разработан в соответствии и в развитие ГОСТ 17535-72. 6. Покрытие. Эмаль ПФ-115 серая.III.0М1. кроме мест механически обработанных. Данное требование обязывает нанести покрытие в виде эмали на места не обработанные механически, с предварительной зачисткой от оксидной пленки. Покрытие используется для защиты металла от внешних воздействий и препятствует образованию оксидной пленки, которая при определенных условиях может разрушить структурную целостность металла. Алкидная эмаль ПФ-115. Буквенное обозначение "ПФ" говорит о том, что эмаль изготовлена на основе пентафталевого связующего, первая цифра 1 — для наружного применения, 15 — каталожный номер, обозначение 0М1 – номенклатурное обозначение завода. 7. Общие технические требования – по ОСТ4.Г0.070.014. Настоящий стандарт распространяется на изделия применяемые в радиоэлектронной аппаратуре, и устанавливает общие технические требования, правила приёмки, методы испытаний, маркировку, упаковку, транспортирование и хранение. Данный стандарт актуален и сейчас, но с момента принятия были внесены множественные поправки. Условные обозначения допусков формы и расположения поверхностей на чертежах деталей установлены по ОСТ4.Г0.070.014, так же как и обозначения параметров шероховатости поверхностей. Таблица 2 – Обозначения на чертеже и их расшифровка
Анализ технических условий, исходя из служебного назначения детали «Стакан» и функционального назначения элементов ее конструкции, показывает, что вид нормируемых отклонений расположения и формы выбран верно, величины допусков назначены частично правильно, рабочий чертеж переработан и приложен к настоящей курсовой работе (см. приложение В). 1.4 Анализ технологичности конструкции детали «Стакан» |