Методические указания для практических занятий по учебной практи. Методические указания для практических занятий по дисциплине учебная практика
 Скачать 6.67 Mb. Скачать 6.67 Mb.
|

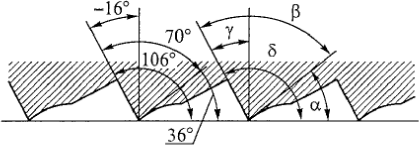 Для выполнения чистовой обработки (шероховатость Rz 40... 20, точность 0,05...0,1 мм) используются напильники с более мелким зубом 2-го и 3-го классов (личные), имеющие от 8 до 20 насечек на 10 мм длины насеченной части напильника. Для выполнения чистовой обработки (шероховатость Rz 40... 20, точность 0,05...0,1 мм) используются напильники с более мелким зубом 2-го и 3-го классов (личные), имеющие от 8 до 20 насечек на 10 мм длины насеченной части напильника.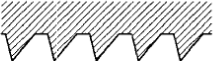 а) 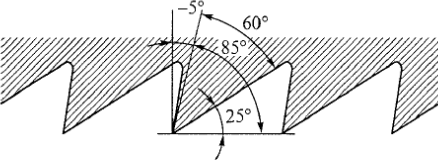 б) Рисунок 4.2 - Формы зубьев напильника в) δ - угол резания; γ - передний угол; β - угол заострения; α - задний угол; а – насеченные; б - фрезерованные: в - протянутые Для пригоночных, отделочных и доводочных работ (шероховатость поверхности Ra 2,5... 1,25, точность 0,02...0.05 мм) применяются напильники с мелкими и очень мелкими зубьями 4-го и 5- го классов (бархатные), имеющие от 12 до 56 насечек на 10 мм длины насеченной части. Номер насечки выбирается в зависимости от требований к шероховатости обработанной поверхности. Приемы опиливания плоских поверхностей Подготовка поверхности к опиливанию включает Подготовка поверхностей к опиливанию включает в себя очистку от масла, грязи, формовочной смеси, окалины. Очистка осуществляется корцовочными щетками, а также срубанием остатков литниковой системы и облоя зубилом с последующей зачисткой грубой наждачной бумагой. Масло удаляют растворителями. Профиль поперечного сечения напильника Для выполнения слесарных работ предназначены напильники с двойной насечкой, выполненной методом насекания. Такие напильники изготовляют с различной формой поперечного сечения, которая выбирается в зависимости от формы обрабатываемой поверхности: плоские напильники (Рисунок 4.3, а, б) - для опиливания плоских и выпуклых широких наружных поверхностей и распиливания прямоугольных отверстий; квадратные напильники (Рисунок 4.3, в) - для распиливания квадратных и прямоугольных проемов, прямоугольных пазов и узких плоских наружных поверхностей; трехгранные напильники (Рисунок 4.3, г) - для распиливания отверстий и пазов с углами более 60°; круглые напильники (Рисунок 4.3, д) - для распиливания круглых и овальных отверстий, а также вогнутых поверхностей малого радиуса закругления, которые не могут быть обработаны полукруглым напильником; полукруглые напильники (Рисунок 4.3, е) - для опиливания вогнутых поверхностей большого радиуса закругления и галтелей; ромбические напильники (Рисунок 4.3, ж) - для опиливания зубьев зубчатых колес, звездочек, для распиливания профильных пазов и поверхностей, расположенных под острыми углами;  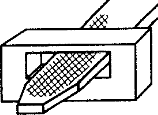 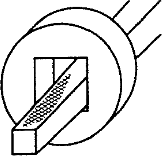 ножовочные напильники (Рисунок 4.3, з) - для опиливания внутренних углов менее 10°, а также клиновидных канавок, узких пазов, зубьев зубчатых колес, плоских поверхностей и отделки углов в трехгранных, прямоугольных и квадратных отверстиях. ножовочные напильники (Рисунок 4.3, з) - для опиливания внутренних углов менее 10°, а также клиновидных канавок, узких пазов, зубьев зубчатых колес, плоских поверхностей и отделки углов в трехгранных, прямоугольных и квадратных отверстиях.а) б) в) 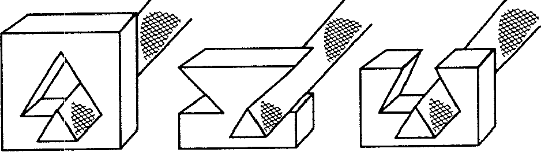 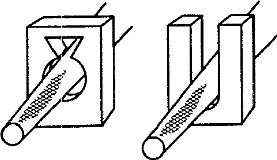 г) д) г) д)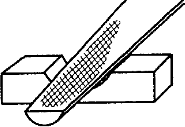 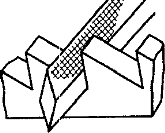 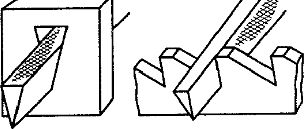 е) ж) з) а - плоская; в - квадратная; г - трехгранная; д - круглая; е - полукруглая; ж - ромбическая; з - ножовочная Рисунок 4.3 - Формы поперечного сечения напильников и обрабатываемых поверхностей: Профиль поперечного сечения напильника выбирается в зависимости от формы опиливаемой поверхности: плоский, плоская сторона полукруглого - для опиливания плоских и выпуклых криволинейных поверхностей; квадратный, плоский - для обработки пазов, отверстий и проемов прямоугольного сечения; плоский, квадратный, плоская сторона полукруглого - при опиливании поверхностей, расположенных под углом 90°; трехгранный - при опиливании поверхностей, расположенных под углом свыше 60°; ножовочный, ромбический - для опиливания поверхностей, расположенных иод углом свыше 10°; трехгранные, круглые, полукруглые, ромбические, квадратные, ножовочные для распиливания отверстий (в зависимости от их формы). Длина напильника Длина напильника зависит от вида обработки и размеров обрабатываемой поверхности и должна составлять: 100... 160 мм - для опиливания тонких пластин; 160...250 мм - для опиливания поверхностей с длиной обработки до 50 мм; 250... 315 мм - с длиной обработки до 100 мм; 315...400 мм - с длиной обработки более 100 мм; 100... 200 мм - для распиливания отверстий в деталях толщиной до 10 мм; 315...400 мм - для чернового опиливания: 100... 160 мм - при доводке (надфили). Виды опиливания Черновое опиливание выполняется драчевыми напильниками (№ 0 и 1). Чем больше припуск на опиливание, тем больше должна быть длина напильника. При черновом опиливании прикладываются значительные усилия, чтобы обеспечить снятие стружек максимальной толщины. Чистовое опиливание осуществляется личными напильниками (№ 2 и 3) с меньшими усилиями, что обеспечивает съем небольшой стружки и получение поверхности высокого качества. Для получения плоскостности проводится припиливание на «краску» в следующем порядке: на поверочную плиту наносят тонкий слой краски; опиленное начисто изделие накладывают на плиту и перемещают по ней; окрашенные места снимают личным напильником; Приемы опиливания плоских поверхностей Положение корпуса считается правильным, если правая рука с напильником, установленным на губках тисков (исходное положение), согнутая в локте, образует угол 90° между плечевой и локтевой частью руки. При этом корпус работающего должен быть прямым и развернутым под углом 45° к линии оси тисков (Рисунок 4.4). 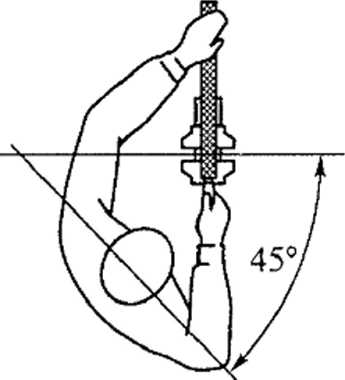 Рисунок 4.4 – Положение корпуса рабочего при опиливании Положение ног рабочего (Рисунок 4.5). При начале рабочего хода напильника масса тела приходится на правую ногу, при нажиме центр тяжести переходит на левую ногу. Этому соответствует такая расстановка ног: левая выносится (отводится) вперед по направлению движения напильника, правую ногу отставляют от левой на 200 - 300 мм так, чтобы середина ее ступни находилась против пятки левой ноги. При рабочем ходе напильника (от себя) основная нагрузка приходится на левую ногу, а при обратном (холостом) ходе - на правую, поэтому мышцы ног попеременно отдыхают. При снятии напильником толстых слоев металла приходится нажимать на напильник с большой силой, поэтому правую ногу отставляют от левой назад на полшага, и правая нога в этом случае является основной опорой. При слабом нажиме на напильник, например, при доводке или отделке поверхности, стопы, ног располагают почти рядом. Эти работы как точные чаще выполняют сидя. 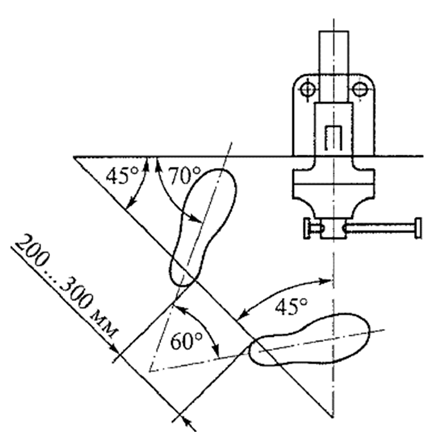 Положение рук (хватка напильника) имеет чрезвычайно важное значение. Слесарь берет в правую руку напильник за ручку так, чтобы ручка упиралась в ладонь руки, четыре пальца захватывали ручку снизу, а большой палец помещался сверху (Рисунок 4.6, а). Ладонь левой руки накладывают несколько поперек напильника на расстоянии 20 - 30 мм от его носка. При этом пальцы должны быть слегка согнуты, но не свисать (Рисунок 4.6, б); они не поддерживают, а только прижимают напильник. Локоть левой руки должен быть Положение рук (хватка напильника) имеет чрезвычайно важное значение. Слесарь берет в правую руку напильник за ручку так, чтобы ручка упиралась в ладонь руки, четыре пальца захватывали ручку снизу, а большой палец помещался сверху (Рисунок 4.6, а). Ладонь левой руки накладывают несколько поперек напильника на расстоянии 20 - 30 мм от его носка. При этом пальцы должны быть слегка согнуты, но не свисать (Рисунок 4.6, б); они не поддерживают, а только прижимают напильник. Локоть левой руки должен бытьРисунок 4.5 – Положение ног рабочего при опиливании немного приподнят. Правая рука от локтя до кисти должна составлять с напильником прямую линию. Координация усилий. При опиливании должна соблюдаться координация усилий нажима (балансировка), заключающаяся в правильном увеличении нажима правой руки на напильник во время рабочего хода и при одновременном уменьшении нажима левой руки (Рисунок 4.7). Движение напильника должно быть строго горизонтальным, поэтому нажимы на ручку и носок напильника должны изменяться в зависимости от положения точки опоры напильника на обрабатываемой поверхности. При рабочем движении напильника нажим левой рукой постепенно уменьшают. Регулируя нажимы на напильник, добиваются получения ровной опиливаемой поверхности без завалов по краям. В случае ослабления нажима правой руки и усиления левой может произойти завал поверхности вперед. При усилении нажима правой руки и ослаблении левой руки получится завал назад. 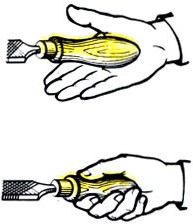 |